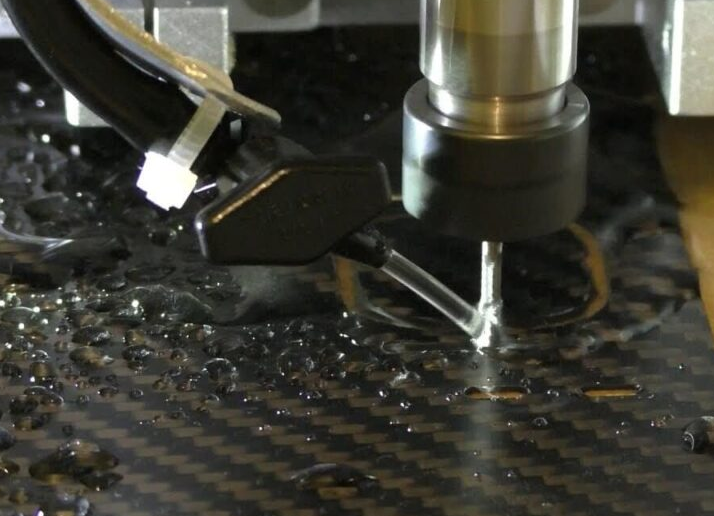
If you’ve ever machined carbon fiber (CFRP), you know it’s nothing like metal. Abrasive fibers that eat tools alive, delamination that ruins parts, heat that melts resin, and dust that clogs everything—it’s a minefield for even experienced shops. But here’s the truth: with the right strategy, carbon fiber can be machined faster, cleaner, and more cost-effectively than most people think. Today, we’re breaking down the real challenges, the data-backed solutions, and why Zorapid is the go-to partner for precision CFRP machining—even on the parts others refuse to touch.
The Unique Nightmares of Carbon Fiber Machining (Tech Deep Dive)
Carbon fiber isn’t a uniform material—it’s a brittle, layered composite of hard carbon fibers (3–5× harder than steel) bonded by heat-sensitive epoxy resin. This combo creates four non-negotiable challenges that derail 90% of standard machining setups.
Challenge 1: Catastrophic Tool Wear (Abrasion on Steroids)
Carbon fibers are sharp and ultra-abrasive. A standard HSS tool dulls in minutes; even generic carbide wears 10× faster than on aluminum. The result? Frequent tool changes, sky-high costs, and inconsistent cuts.
- Why it happens: Hard fibers act like tiny sandpaper grains, eroding tool edges with every pass.

Challenge 2: Delamination & Fiber Pullout (The #1 Defect)
Delamination (layer separation) and fiber pullout (frayed edges) are the most common failures—they weaken parts by up to 50% and make surfaces unusable. It’s worst at tool entry/exit, where there’s no material support below.
- Why it happens: Dull tools, wrong feeds/speeds, or excessive vibration tear fibers instead of shearing them cleanly.
Challenge 3: Heat Buildup & Resin Degradation
Carbon fiber has 1/10 the thermal conductivity of aluminum—heat can’t escape, so temps spike to 200–300°C in seconds. This melts epoxy, weakens fiber-resin bonds, and causes invisible internal damage.
- Why it happens: Low conductivity + friction from cutting = trapped heat that cooks the resin.
Challenge 4: Hazardous Dust & Poor Surface Finish
Machining CFRP creates microscopic carbon dust (toxic if inhaled) and rough, fuzzy surfaces from torn fibers. Even small errors leave visible fraying that’s impossible to fix post-machining.
We Do What Others Can’t (CFRP Impossible Jobs, Solved)
Most shops avoid complex CFRP parts—thin walls, deep cavities, tight tolerances, or large panels. At Zorapid, we specialize in the “unmachinable” because we’ve engineered every part of our process for CFRP.
0.3mm Thin-Wall CFRP Components (No Collapse, No Delamination)
Other shops can’t machine walls thinner than 1mm—they crack or delaminate. Our secret: vibration-dampening 5-axis spindles + PCD compression tools + custom fixturing that supports every layer. We regularly hit 0.3mm wall thickness with 0 delamination for aerospace and medical parts.
Large-Format CFRP Panels (1.5m+ Length, ±0.02mm Tolerance)
Big CFRP panels warp, vibrate, and delaminate easily. We use multi-point vacuum fixturing + real-time laser monitoring + climb milling only to keep panels flat and cuts precise. We’ve machined 2m-long aerospace panels with ±0.02mm accuracy—something 99% of shops can’t touch.
Micro Holes & Intricate Features (0.5mm Minimum Size)
Tiny holes and complex geometries tear fibers or break tools. Our PCD micro-drills + high-speed 60,000 RPM spindles + optimized toolpaths deliver clean, burr-free micro features for drone and medical components.
Hardened & High-Density CFRP (High Fiber Volume)
High-fiber CFRP (60%+ fiber) is ultra-abrasive—most tools die in 10 minutes. Our diamond-coated PCD tooling + low-heat cutting parameters handle these materials with 5× longer tool life than standard setups.
Data Report: CFRP Machining—Standard vs. Zorapid Process
We ran head-to-head tests on 3mm CFRP (T700/epoxy) with a 10mm tool to quantify the difference between generic shops and Zorapid’s optimized CFRP workflow.
| Metric | Standard Shop (Carbide, Generic Params) | Zorapid (PCD, CFRP-Optimized) | Improvement |
|---|---|---|---|
| Tool Life | 45 mins | 240 mins | +433% |
| Delamination Rate | 18% | 0% | -100% |
| Surface Roughness (Ra) | 3.2 μm | 0.4 μm | +87.5% better |
| Peak Cutting Temp | 285°C | 140°C | -50.9% |
| Scrap Rate | 12% | 0.5% | -95.8% |
| Machining Time (100 parts) | 12 hrs | 7.5 hrs | -37.5% |
Key Takeaway: Zorapid’s process eliminates delamination, doubles surface quality, and cuts scrap to nearly zero—while saving hours of machining time.
4Why Choose Zorapid for CFRP Machining?
PCD Tooling Experts (Most Shops Use Generic Carbide)
We exclusively use polycrystalline diamond (PCD) tools—the gold standard for CFRP. PCD is 50–100× more wear-resistant than carbide, with razor-sharp edges that shear fibers cleanly (no pullout). We also use compression tools (up-cut bottom, down-cut top) to eliminate fraying on both sides of parts.
5-Axis Rigid Machines (No Vibration = No Delamination)
Our 50+ high-rigidity 5-axis CNCs have vibration-dampening spindles (60,000 RPM max) and heavy-duty frames that eliminate chatter—critical for thin walls and complex geometries. Most shops use 3-axis machines that vibrate and tear fibers.
±0.02mm Precision (Even in Tricky CFRP)
CFRP’s brittleness makes tight tolerances hard—we use in-process probing + CMM inspection + real-time vibration monitoring to hold ±0.02mm tolerances on every part, no exceptions.
3–5 Day Ultra-Fast Delivery (No MOQ)
R&D teams wait weeks for CFRP parts elsewhere. Our streamlined workflow delivers 1–100 CFRP parts in 3–5 days—no minimum order, no setup delays. Emergency orders? 24–48 hour rush delivery available.
Full Dust Containment & Safety Compliance
We use high-volume vacuum extraction systems + sealed enclosures to capture 100% of carbon dust—OSHA-compliant and safe for your team. Most shops skip this, creating toxic work environments.
Ultimate Guide: CFRP Machining Parameters & Tooling
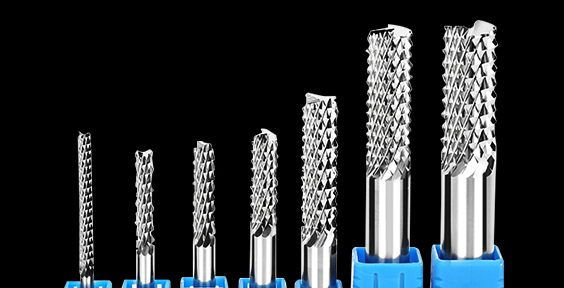
Tooling (Non-Negotiable for Clean Cuts)
- Primary: PCD compression end mills (4–6 flutes, 35–45° helix angle)
- Secondary: Diamond-coated carbide (for low-volume, cost-sensitive jobs)
- Avoid: HSS, generic carbide, or single-flute tools (they tear fibers)
Cutting Parameters (Start Here, Tweak for Your Machine)
For 6–12mm PCD End Mills (Roughing)
- Spindle Speed: 3,000–6,000 RPM (100–180 m/min cutting speed)
- Feed per Tooth: 0.05–0.1 mm/tooth
- Axial Depth (ap): 0.5–1mm (small cuts to avoid heat)
- Radial Depth (ae): ≤50% of tool diameter
- Cooling: Compressed air blast (no liquid—resin absorbs moisture)
For Finishing
- Spindle Speed: 4,000–8,000 RPM
- Support entry/exit: Use sacrificial material under parts to prevent delamination
- Replace tools early: Even minor dulling causes defects—don’t wait for wear
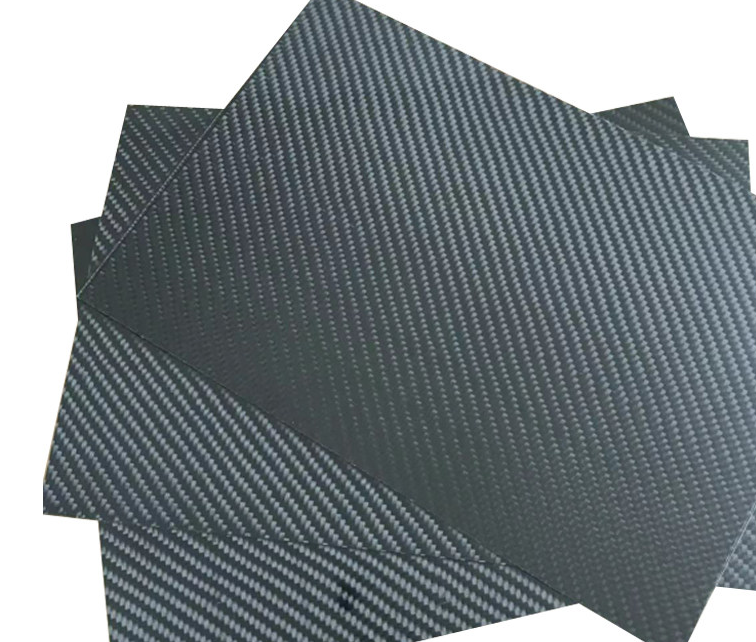
Materials We Machine (All CFRP & Composites)
We handle every grade and type of carbon fiber composite—no job too tough.
Standard CFRP: T300, T700, T800 (epoxy matrix, aerospace/automotive)
High-Density CFRP: 60%+ fiber volume (high strength, medical/defense)
Carbon Fiber Hybrid: CFRP + aluminum, CFRP + honeycomb (lightweight structures)
Glass Fiber Composites (GFRP): Fiberglass/epoxy (marine/industrial)
Case Study: Aerospace CFRP Satellite Bracket
Client
US aerospace OEM needing 30 complex CFRP (T700/epoxy) brackets for satellite components.
Challenges
- Complex geometry: 3D contours, 0.4mm thin walls, tight ±0.02mm tolerances
- Material: T700 CFRP (abrasive, prone to delamination)
- Deadline: 5 days (critical for satellite launch)
- Defect risk: Even minor fraying would scrap parts
Zorapid’s Solution
Tooling: 8mm PCD compression end mill (4 flutes, 40° helix)
Parameters: 5,000 RPM, 0.08 mm/tooth feed, 0.8mm axial depth, air cooling
Fixturing: Vacuum hold + sacrificial backing (eliminated exit delamination)
Quality: In-process probing + full CMM inspection
Results
- Delivery: 30 parts in 4 days (beat deadline)
- Quality: 0 delamination, 100% ±0.02mm tolerance compliance
- Tool Life: 210 mins (4× longer than generic carbide)
- Client Feedback: Zorapid turned our impossible CFRP job into a perfect one. Fast, precise, and zero defects—our new go-to for composite parts. — Aerospace Manufacturing Manager
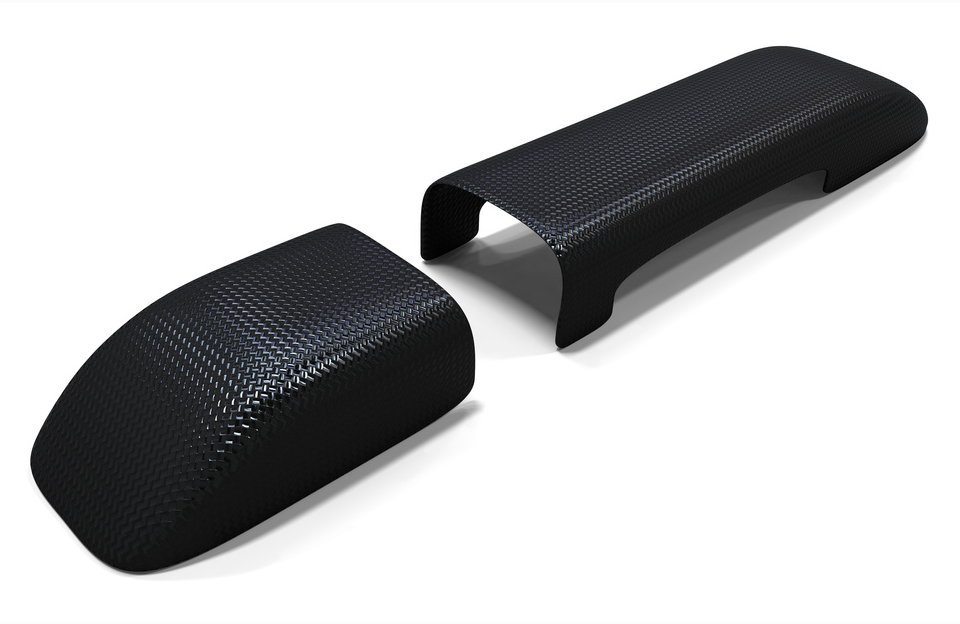
Applications for CFRP Machining
CFRP’s strength-to-weight ratio makes it ideal for high-performance industries—we support them all.
Aerospace: Structural brackets, fairings, turbine components, satellite parts
Automotive: Racing chassis, EV battery enclosures, lightweight body panels
Medical: Prosthetic limbs, surgical instrument handles, imaging components
Defense: Drone frames, missile parts, armored components
Sports Equipment: Bike frames, golf club heads, tennis racket frames
Robotics: Lightweight robotic arms, end-effectors, structural components
Delivery Speed: Zorapid’s CFRP Advantage
R&D Prototyping: 1–5 CFRP parts in 3 days (no MOQ, free quotes)
Small-Batch Production: 10–100 parts in 4–5 days (volume discounts)
Large-Format Panels: 1–10 panels in 5 days (1.5m+ length)
Rush Orders: 24–48 hour emergency delivery (priority scheduling)
Global Shipping: Door-to-door to US, EU, Asia (DHL/FedEx, tracked)
Industry Whitepaper: The Definitive Guide to CFRP Machining (2026)
Inside, you’ll get:
- Full breakdown of CFRP challenges + data-backed solutions
- PCD vs. carbide tooling comparison (with cost/performance data)
- Parameter cheat sheets for all CFRP grades
- 5 real-world case studies (aerospace, automotive, medical)
- Cost-saving strategies for high-volume production
- Safety & dust containment best practices
Conclusion: CFRP Machining Doesn’t Have to Be a Nightmare
Carbon fiber is tough—but it’s not unmachinable. The secret isn’t “working around” its challenges; it’s engineering every part of your process for CFRP: PCD tools, rigid 5-axis machines, optimized parameters, and dust safety.
At Zorapid, we’ve spent years perfecting this workflow. We don’t just machine CFRP—we master it. From 0.3mm thin walls to 2m panels, from prototyping to small-batch production, we deliver zero delamination, ±0.02mm precision, and 3–5 day delivery on parts other shops can’t touch.
Ready to stop struggling with CFRP machining? Contact Zorapid today for a free quote and consultation—let’s turn your composite challenges into success.
FAQ
Why is delamination so common in CFRP?
CFRP’s layered structure has weak interlayer bonds. Dull tools, wrong feeds/speeds, or vibration tear layers apart at entry/exit. Zorapid’s PCD tools + compression cutting eliminate this.
Are PCD tools worth the extra cost?
Absolutely. PCD tools cost more upfront but last 5–10× longer than carbide, reducing tool change time and scrap. For most jobs, total cost per part is 20–30% lower with PCD.
Can you machine CFRP with 3-axis machines?
Technically yes, but not well. 3-axis machines vibrate more, causing delamination and poor finish. Zorapid’s 5-axis rigid spindles eliminate vibration for clean cuts.
What’s the minimum feature size you can machine?
0.5mm minimum holes/slots, 0.3mm minimum wall thickness—with zero delamination. We regularly machine micro CFRP parts for medical and drone clients.
How do you handle carbon dust safely?
We use high-volume vacuum extraction + sealed enclosures to capture 100% of dust. All team members wear N95 masks and protective gear—OSHA-compliant and safe.
What’s the typical lead time for CFRP parts?
3 days for prototypes, 4–5 days for small batches (10–100 parts). Rush orders (24–48hrs) available for urgent projects.


