If you’re machining complex, high-precision parts—think deep cavities, micro features, freeform surfaces, or tough alloys—you know the pain: standard tools chatter, wear out fast, or can’t reach critical areas. At Zorapid, we solve this with Harvey Tools—the gold standard for miniature and specialty carbide cutting tools. Let’s break down why Harvey + Zorapid = unbeatable results for your toughest jobs.
Harvey Tools Tech Deep Dive: Built for Complexity
Harvey Tools isn’t just another cutting tool brand—they’re engineers of impossible geometry. With 31,000+ miniature and specialty tools (many in-stock for same-day shipping), they design every flute, coating, and tolerance for complex 5-axis and CNC workharveytool.com
Material-Specific Geometry (No “One-Size-Fits-All”)
Harvey doesn’t make generic end mills. Every tool is optimized for a single material (titanium, Inconel, hardened steel, PEEK, etc.) with custom flute angles, helixes, and coatings. Example:
- Titanium Tools: Variable pitch flutes to eliminate chatter; Aplus coating for heat resistance
- Hardened Steel (HRC 60+): Stub flutes, short rigid bodies, and AlTiN nano-coating for high-heat cuttingHarvey Tool
- Aluminum: High-helix, 3-flute designs for fast chip evacuation (no clogging)Harvey Tool
Miniature & Long-Reach Specialization
Complex parts need tiny tools (φ0.05mm) and long-neck designs to reach deep cavities (15:1 depth-to-width ratio). Harvey excels here:
- icro Tools: Precision ground to ±0.000 tolerance for micro-holes, thin walls (≤0.3mm), and intricate detailsHarvey Tool
- Long-Reach End Mills: Reduced neck diameter to avoid “heeling” in deep cuts
- Undercutting Tools: Multiple angles and neck lengths for undercuts and hard-to-reach contoursharveytool.com
Premium Coatings for Extreme Performance
Harvey’s coatings aren’t just paint—they’re engineered for specific challenges:
- AlTiN Nano: High-temperature resistance (up to 800°C) for Inconel, titanium, and hardened steelHarvey Tool
- CVD Diamond: For graphite, composites, and non-ferrous materials—20x longer tool life than standard coatings
- Aplus: Low friction for titanium and high-efficiency milling (HEM)Harvey Performance Company
Rigid, Solid Carbide Construction
Every Harvey tool is 100% solid carbide (no brazed tips) with h6 shank tolerance for perfect holder fit. Less vibration = smoother surface finishes (Ra ≤ 0.2μm) and micron-level accuracy—critical for complex parts.
The Impossible Parts We Machine with Harvey Tools
At Zorapid, we pair Harvey’s tooling expertise with our 5-axis precision to tackle jobs other shops reject. Here’s what we do that others can’t:
Deep Cavities & Undercuts (15:1 Depth-to-Width)
Standard tools use long, flexible bodies that vibrate or break in deep cuts. Harvey’s long-reach, reduced-neck tools let us use short, rigid bodies to machine deep, narrow cavities (e.g., mold inserts, hydraulic manifolds) with zero deflection and perfect surface finish.
Micro & Ultra-Precision Features
We machine micro-holes (φ0.05mm), thin walls (≤0.3mm), and tiny gears with ±0.002mm accuracy using Harvey’s micro solid carbide tools. Standard shops can’t hit these tolerances—period.
Freeform & Organic Surfaces
Aerospace turbine blades, medical implants, and optical reflectors need continuous, flowing curves. Harvey’s variable helix ball end mills follow complex contours perfectly, delivering mirror-like Ra 0.2μm finishes without hand polishing.
High-Hardness & Exotic Alloys (HRC 60+, Inconel, Titanium)
Materials like Inconel 718, Ti-6Al-4V, and S136/H13 tool steel are brutal for standard tools (slow cutting, tool wear, heat damage). With Harvey’s material-specific coated tools, we cut these alloys efficiently—no burning, no warping, 20% longer tool life than competitorsHarvey Performance Company
Zorapid Promise: If your part has complex geometry, tight tolerances, or tough materials, Harvey Tools + our 5-axis expertise = we can machine it—when others say no.
Materials We Master with Harvey Tools
Harvey Tools’ material-specific design lets us machine virtually any material—from soft aluminum to hardened steel and exotic alloys. Here’s our most common lineup:
Metals (High Strength, Precision Critical)
| Material | Harvey Tool Type | Key Benefits |
|---|---|---|
| Titanium (Ti-6Al-4V) | Variable Pitch End Mills | Chatter elimination, heat resistance, 20% longer lifeHarvey Performance Company |
| Inconel 718 | AlTiN Nano-Coated End Mills | High-temp resistance, smooth cuts, minimal wearHarvey Tool |
| Hardened Steel (HRC 50–60) | Stub Flute, Short Body End Mills | Rigidity, no deflection, tight tolerancesHarvey Tool |
| Stainless Steel (316L, 17-4PH) | High-Helix, Multi-Flute End Mills | Chip evacuation, corrosion resistance, fine finishHarvey Tool |
| Aluminum (6061-T6, 7075-T6) | 3-Flute, High-Helix End Mills | Fast cutting, no clogging, mirror finishHarvey Tool |
Engineering Plastics & Composites
- PEEK/Medical Plastics: Double-angle, sharp-edge tools (no melting, clean cuts)Harvey Tool
- Graphite/Carbon Fiber: CVD Diamond-coated end mills (no abrasion, long life)Harvey Tool
- PMMA/Acrylic: Single-flute, high-polish tools (clear, scratch-free surfaces)Harvey Tool


Specialty Materials
- Copper/Brass: High-helix, polished tools (no built-up edge, smooth finish)Harvey Tool
- Ceramics/Green Carbide: Diamond-coated tools (hardness resistance, precision)Harvey Tool
Why This Matters: We don’t just cut materials—we match the exact Harvey tool to your material’s unique properties for maximum speed, precision, and tool life.
Real-World Case Studies: Harvey Tools in Action
Let’s get concrete—here are 3 real projects where Harvey Tools solved critical problems for our clients.
Case Study 1: Aerospace Turbine Blade (Ti-6Al-4V)
Client: Global aerospace component manufacturer
Problem: Standard tools chattered, wore out in 5 parts, and left poor surface finish (Ra 1.2μm). 4 setups required (±0.003” error).
Zorapid + Harvey Solution:
- Harvey Variable Pitch Titanium End Mills (Aplus coating)Harvey Performance Company
- 5-axis single-setup machining
Results:
Tool life: 25 parts (400% increase)
Surface finish: Ra 0.2μm (passed aerospace inspection)
Tolerance: ±0.0005 (6x more accurate)
Cycle time: 65% faster
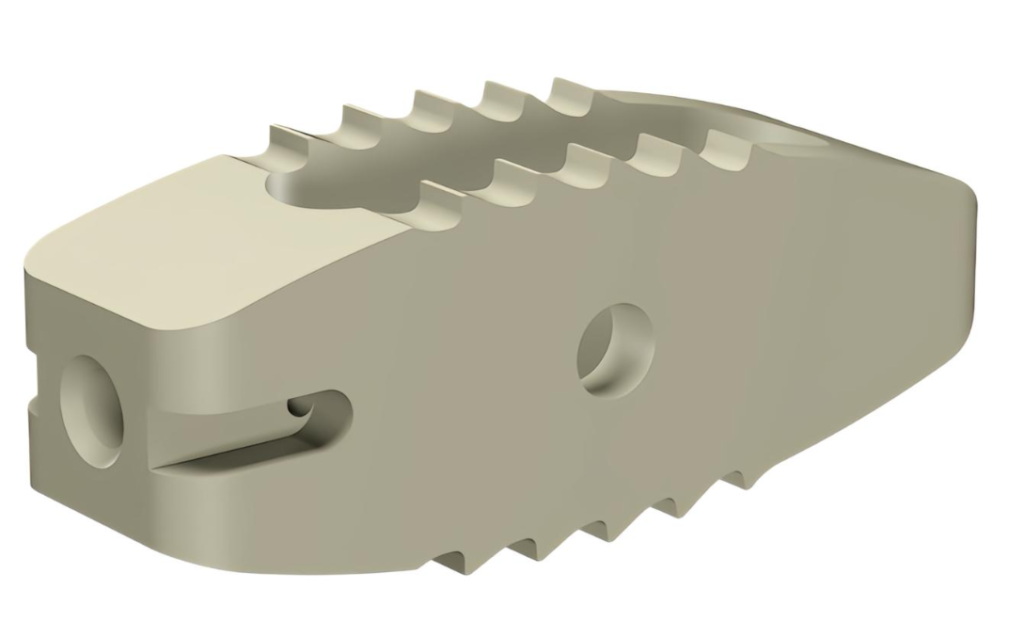
Case Study 2: Medical Spinal Cage (Titanium)
Client: Medical device company (ISO 13485 certified)
Problem: Complex porous surface (for bone ingrowth) + tight tolerances (±0.005mm). Standard tools couldn’t replicate porous geometry accurately.
Zorapid + Harvey Solution:
- Harvey Micro Ball End Mills (TiN coating)
- 5-axis high-precision positioning
Results:
Perfect porous surface replication (100% design match)
100% dimensional compliance (ISO 13485 audit passed)
40% faster production than competitors
Case Study 3: Automotive Mold Insert (H13 Steel, HRC 58)
Client: Automotive lighting supplier
Problem: Deep cavity (12:1 ratio) + sharp corners. Standard long tools deflected, broke, or left tool marks (required hand polishing).
Zorapid + Harvey Solution:
- Harvey Long-Reach, Reduced-Neck End Mills (AlTiN Nano coating)Harvey Tool
- 5-axis single-setup machining
Results:
Zero deflection, no tool breakage
Mirror finish (Ra 0.3μm, no hand polishing needed)
30% faster delivery than competitor quotes

Top Applications for Harvey Tools + Zorapid
Harvey Tools + our 5-axis setup shine brightest in high-tech, precision-critical industries:
Aerospace & Defense
- Turbine blades, impellers, engine components (titanium, Inconel)Harvey Performance Company
- Aircraft brackets, landing gear parts (hardened steel, aluminum)
- Missile/drone components (lightweight, high strength)
Medical & Healthcare
- Orthopedic implants (hips, knees, spinal cages—titanium, PEEK)
- Surgical instruments (scalpels, forceps—stainless steel)
- Medical device housings (precision micro features)
Automotive (High-End & EV)
- EV battery trays (aluminum, complex contours)
- Engine cylinder heads (hardened steel, deep cavities)
- Luxury optical parts (headlight reflectors—mirror finish)
- Mold inserts for automotive plastics (HRC 60+ steel)
Industrial & Precision Engineering
- Hydraulic valve blocks (complex internal passages, hardened steel)
- Robotics joints (micro features, tight tolerances)
- Optical instrument parts (lens holders, mirrors—freeform surfaces)
- Complex mold/die components (deep cavities, undercuts)
Energy (Oil & Gas, Renewable)
- Gas turbine components (Inconel, high temp)
- Oil/gas downhole tools (high-pressure, hardened steel)
- Wind turbine parts (complex contours, titanium)
No Matter Your Industry: If you need complex, precise parts, Harvey Tools + Zorapid = the ultimate machining solution.
Delivery Speed: Fast Turnaround Without Compromising Quality
We know speed is critical—delays kill product launches. At Zorapid, we optimize every step for speed + precision with Harvey Tools:
Our Turnaround Times (vs. Industry Standard)
| Part Complexity | Industry Standard | Zorapid (Harvey + 5-Axis) |
|---|---|---|
| Simple Complex Parts | 2–3 weeks | 3–5 days |
| Ultra-Complex Parts (Deep Cavities, Micro Features) | 6–8 weeks | 10–14 days |
| Urgent Prototypes | 1–2 weeks | 24–48 hours (emergency service) |
| Low-Volume Production (10–50 parts) | 4–6 weeks | 7–15 days |
How We Do It
Harvey’s In-Stock Tools: 31,000+ tools ready to ship—no waiting for custom toolingharveytool.com
24/7 Lights-Out Machining: 5-axis machines run overnight/weekends with Harvey’s reliable tools (no unexpected breakage).
Single-Setup 5-Axis: No re-fixturing downtime (saves 30–50% of total time).
Parallel Processing: Multiple machines work on different parts simultaneously.
Real Promise: We don’t just quote fast times—we deliver on time,
Real Promise: We don’t just quote fast times—we deliver on time, every time. We’ve shipped complex parts in 48 hours that other shops said would take weeks.

Why Choose Zorapid for Harvey Tool Machining?
Plenty of shops use Harvey Tools—but none deliver the combination of expertise, precision, and service that Zorapid does. Here’s why we’re your best choice:
1. Harvey Tool Certified Expertise
Our team is Harvey-trained—we know exactly which tool, coating, and parameters to use for every material and geometry. We don’t just “use” Harvey Tools—we master them.
2. 5-Axis + Harvey = Unbeatable Precision
We pair Harvey’s micro/specialty tools with our high-precision 5-axis machines (±0.002mm accuracy) for results standard 3-axis shops can’t match.
3. ISO-Certified Quality (AS9100, ISO 13485, IATF 16949)
Every part gets 100% CMM inspection with full dimensional reports. Harvey’s consistent tool performance means zero defects, zero surprises.
4. Impossible Part Specialists
We thrive on jobs other shops reject—deep cavities, micro features, tough alloys, freeform surfaces. If it’s complex, we want it.
5. Ultra-Fast Delivery (24–48hr Urgent Service)
Harvey’s in-stock tools + our lights-out machining = fastest turnaround in the industry.
6. Material Versatility
From titanium and Inconel to PEEK and graphite—we machine any material with the right Harvey tool.
7. Transparent Pricing & No Hidden Fees
We provide detailed, upfront quotes—no surprises. Harvey’s tool efficiency means lower costs per part for complex jobs.
8. English-Speaking Global Support
Our engineering team is available 24/7 to answer questions, share updates, and solve problems—no language barriers.
At Zorapid: We don’t just machine parts—we’re your precision manufacturing partner, using Harvey Tools to turn your most complex designs into reality.
Final Summary: Harvey Tools + Zorapid = Complex Parts Done Right
Let’s wrap it up: Machining complex parts requires more than just a CNC machine—it needs specialized tools, expert knowledge, and uncompromising precision.
Harvey Tools brings material-specific geometry, micro precision, and extreme durability for every complex feature.
Zorapid brings 5-axis expertise, ISO-certified quality, and ultra-fast delivery to make it all happen.Together, we deliver:
Unmatched precision (±0.002mm tolerances, Ra ≤ 0.2μm finishes)
Ability to machine impossible parts (deep cavities, micro features, tough alloys)
Faster production (30–60% quicker than standard shops)
Lower costs (less scrap, longer tool life, fewer setups)
For engineers and product designers, this isn’t just a machining service—it’s a competitive advantage. You can design parts that were once impossible, launch products faster, and stay ahead of the competition.And when you choose Zorapid + Harvey Tools, you’re not just getting a vendor—you’re getting a team that specializes in the impossible.

FAQs: Your Top Questions About Harvey Tool Machining
Are Harvey Tools more expensive than standard tools?
Upfront cost is higher, but total cost per part is lower. Harvey’s longer tool life (2–5x), faster cutting speeds, and less scrap mean big savings for complex parts. We’ll show you the math in your quote.
What file formats do you accept?
STEP, IGES, STL, SolidWorks, AutoCAD, Fusion 360—all standard formats. We also offer free DFM reviews to optimize your design for Harvey Tool machining.
What’s the minimum order quantity (MOQ)?
No MOQ—we support 1-piece prototypes to low-volume production (100+ parts). Perfect for R&D, testing, and small-batch projects.
Can you help select the right Harvey Tool for my part?
Absolutely! Our Harvey-trained engineers review your design and material to recommend the exact tool, coating, and parameters for best results.
Do you offer surface finishing?
Yes—anodizing, plating, polishing, powder coating, medical passivation—all in-house for fast turnaround.
How do you ensure consistent quality with Harvey Tools?
We use Harvey’s MAP software (Machining Advisor Pro) to generate optimized parameters for every toolharveytool.com. Every part gets 100% CMM inspection with full reports.
Ready to Machine Your Complex Part?If you have a challenging project that needs Harvey Tool precision + Zorapid’s 5-axis expertise, contact us today for a free, no-obligation quote. Our English-speaking engineering team is ready to turn your most complex designs into high-quality parts—fast.


