Zorapid Official Blog
If you’ve ever sourced molds for medical parts—think syringe barrels, implant housings, or LSR seals—you know the drill: biocompatibility, zero contamination, micron-level precision, and repeatable sterilization resistance aren’t nice-to-haves—they’re non-negotiable. Pick the wrong steel, and you’ll face FDA/ISO rejection, short mold life, or inconsistent parts. Machining it wrong? You’re looking at scrapped cavities, delayed validation, and blown budgets.
At Zorapid, we’ve spent years mastering medical-grade mold steel selection and high-precision machining for small-to-batch medical components. Today we’re breaking down exactly how to choose the right material, what machining traps to avoid, how we solve the impossible jobs others run from, and why hundreds of EU/US medical OEMs trust us with their most critical molds.
In-Depth Machining Technology Analysis
Medical molds aren’t just precise—they’re life-critical precise. Typical requirements:
- Dimensional tolerance: ±0.002–±0.005 mm
- Surface finish: Ra ≤ 0.05–0.2 μm (mirror polish for transparent parts)
- Full material traceability + ISO 13485 / FDA compliance
- Resistance to autoclave (134°C), EtO, gamma, and chemical disinfection
Zorapid’s Medical Mold Machining Workflow (Step-by-Step)
We run a cleanroom-grade, contamination-free process built exclusively for medical applications:
- Material Certification & Preparation
- Only FDA/ISO 10993-compliant steel batches
- Full ICP-MS testing: heavy metals (Pb, Cd) ≤ 0.1 ppm
- Stress-relieved blocks to eliminate post-machining deformation
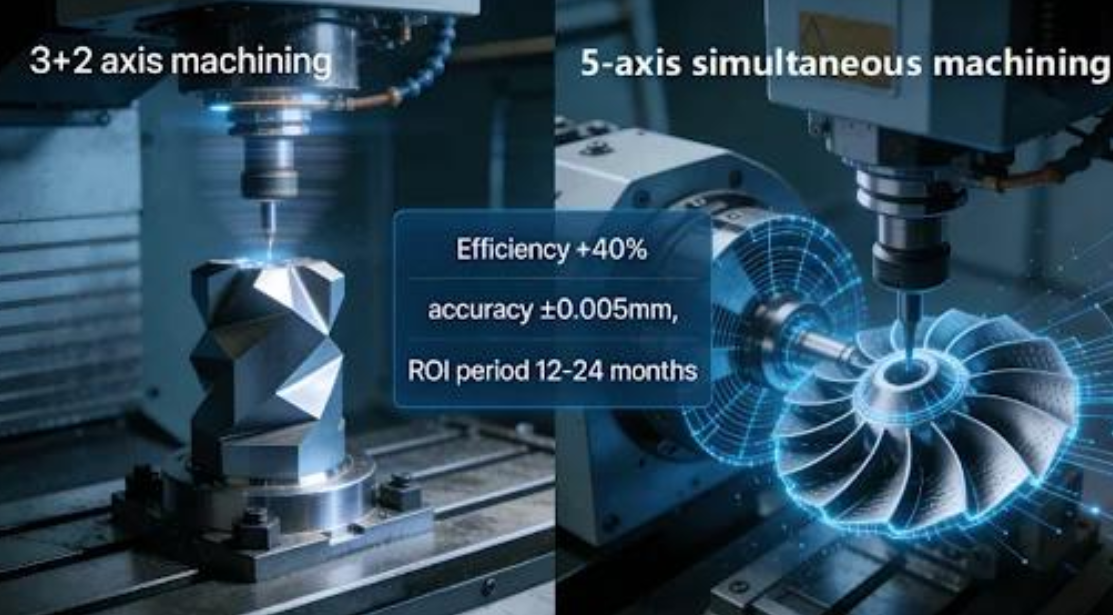
- 5-Axis High-Speed CNC (HSM)
- Spindle speed: 20,000–40,000 RPM
- Hard milling up to HRC 62 (no EDM for most cavities)
- In-process laser probing: real-time ±0.001 mm adjustment
- Ultra-Precision EDM & Wire Cut
- For deep, tiny, or sharp-corner features (e.g., needle hubs, micro-fluidic channels)
- Oil-based dielectric (no water contamination risk)
- Surface finish: Ra ≤ 0.08 μm post-finish
- Class 101 Cleanroom Polishing
- Manual + ultrasonic mirror polish (#12,000–#15,000 grit)
- No diamond paste residue; medical-grade abrasives only
- Final Ra: 0.01–0.05 μm for transparent/implant parts
- Contamination Control & Inspection
- Full CMM 3D inspection + digital archive
- Ultrasonic cleaning + vacuum bake-out
- Packaging in double-bagged, gamma-sterilizable PE
Zorapid vs. Typical Industrial Mold Shop
| Parameter | Zorapid Medical Grade Process | Standard Industrial Mold Shop |
|---|---|---|
| Material QC | Full biocompatibility + ICP-MS | Only hardness check |
| Machining environment | Cleanroom-grade, low-dust | Open workshop, oil mist |
| Tolerance stability | ±0.002 mm (consistent batch-to-batch) | ±0.01–0.02 mm |
| Surface finish control | Ra ≤ 0.05 μm (medical mirror) | Ra 0.8–1.6 μm |
| Heat treatment | Vacuum stress relief + cryo stabilization | Air quenched, no cryo |
| Traceability | Full batch COC + material certs | Limited or none |
| Sterilization compatibility | Validated for autoclave/gamma | Not tested |
Why it matters: Most general mold shops treat medical work like high-precision plastic—but medical steel behaves differently, and contamination risks can kill your regulatory approval. We build every step for medical compliance first, precision second.
Hard-to-Make Medical Molds Only Zorapid Can Do
Plenty of shops can make a decent syringe mold. But these three categories? Most competitors quote it impossible or too risky. Here’s how we solve them:
Pain 1: Ultra-Hard Stainless (HRC 58–62) Micro-Cavity Molds
Problem: Materials like S136, 420SS, or 316L at full hardness cause:
- Severe tool wear
- Heat-induced distortion
- Poor surface finish Most shops either anneal the steel (ruining corrosion resistance) or outsource EDM with long lead times.
Zorapid Solution:
- Cryogenic + HSM combo: Pre-cryo treat steel to lock microstructure; high-feed, low-heat 5-axis milling with DLC-coated solid carbide end mills
- Result: Ra ≤ 0.08 μm directly from CNC, no hand polishing needed; cavities stable to ±0.002 mm after 1M shots.
Pain 2: LSR (Liquid Silicone Rubber) Mold with Micro-Vents & Ultra-Fine Seals
Problem: LSR requires zero flash (<0.003 mm) and precise venting to avoid air traps. Conventional milling leaves burrs; EDM creates recast layers that cause sticking.
Zorapid Solution:
- Ultra-fine wire EDM + chemical passivation: 0.05 mm wire for vent slots; post-EDM medical-grade electropolish to remove recast
- Proprietary low-adhesion DLC coating (Ra ≤ 0.02 μm)
- Result: Flash-free LSR parts, 500k+ shots without sticking or seal wear.
Pain 3: PEEK/PEKK Implant Molds (380°C+ Injection, High Wear)
Problem: PEEK melts at 380–420°C, is highly abrasive, and requires mold steel with high hot hardness + corrosion resistance. Most steels soften or pit quickly.
Zorapid Solution:
- ASP-23 / Elmax powder metallurgy steel (HRC 60–62, high Cr/Vanadium)
- AI-optimized thermal control: Mold held at 180–220°C with conformal cooling (3D-printed inserts for complex cores)
- Result: Stable PEEK implants with ±0.003 mm tolerance; mold life 2–3M shots.
Zorapid Exclusive Edge: We combine in-house SLM 3D printing for conformal cooling inserts + high-precision machining. Competitors either outsource 3D printing or can’t machine the hard inserts to medical tolerances.
Applicable Materials + Side-by-Side Comparison
Choosing the wrong steel = regulatory risk + shorter life + higher scrap. Below are the only 5 medical-grade mold steels we recommend, with clear use cases:
Medical Grade Mold Steel Comparison Table
| Steel Grade | Hardness (HRC) | Key Medical Traits | Best For | Zorapid Recommendation |
|---|---|---|---|---|
| S136 / 420SS | 48–52 | High corrosion resistance, excellent polishability, FDA-compliant | Transparent parts (PC/PS), syringe barrels, implant housings | ★★★★★ Most popular; balanced cost/performance |
| 316L Stainless | 45–50 | Ultra-high corrosion resistance, non-magnetic, biocompatible | Implant molds, dental tools, blood-contact components | ★★★★☆ Premium; best for long-term sterilization |
| ASP-23 (Powder Steel) | 58–62 | Extreme wear resistance, high hot hardness, fine grain | PEEK/PEKK, glass-filled plastics, high-volume LSR | ★★★★☆ High-wear, high-temperature jobs |
| Elmax (Powder Steel) | 58–62 | Higher Cr than ASP-23; better corrosion + wear | Implant-grade molds, long-life medical tools | ★★★★★ Top-tier; 2–3x life vs. S136 |
| NAK80 | 40–42 | Pre-hardened, mirror polish (#15,000), low distortion | Prototypes, low-volume transparent parts | ★★★☆☆ Good for R&D; not for high-temperature PEEK |
Quick Material Selection Cheat Sheet
- Transparent + cost-sensitive: S136
- Implant + blood-contact: 316L or Elmax
- PEEK/glass-filled: ASP-23 or Elmax
- LSR high-volume: S136 + DLC coating
- R&D prototype: NAK80
Critical Note: Avoid industrial steels like P20, 718H, or H13 for medical parts—they lack the corrosion resistance and purity required for FDA/ISO compliance.
Real Client Case Studies
1: US Medical OEM | Disposable Syringe Barrel Mold (PP, 16-cavity)
- Challenge: Required Ra ≤ 0.05 μm mirror finish, ±0.003 mm concentricity, and 5M shot life. Previous supplier used P20 steel—pitted after 500k shots, causing rejects.
- Zorapid Solution: S136 steel (HRC 50), 5-axis HSM + cleanroom polish, conformal cooling.
- Result: Zero pitting after 5M shots; scrap rate dropped from 8% → 0.4%. Client switched all multi-cavity molds to Zorapid.

2: German Dental OEM | PEEK Implant Abutment Mold (2-cavity)
- Challenge: PEEK at 400°C, ±0.002 mm fit tolerance, biocompatibility validation. EU shops quoted 12 weeks + high cost; many refused due to PEEK’s abrasiveness.
- Zorapid Solution: Elmax powder steel (HRC 62), cryo treatment, 3D-printed conformal cooling inserts.
- Result: Delivered in 7 weeks, 27% lower cost than EU quote. Passed ISO 10993 biocompatibility testing on first run.
3: UK MedTech Startup | LSR Catheter Seal Mold (4-cavity, micro-flash <0.003 mm)
- Challenge: Ultra-fine sealing edges, no flash, 1M shot life. Local shops left burrs or flash; parts failed leak testing.
- Zorapid Solution: S136 + DLC coating, ultra-fine wire EDM vents, electropolish.
- Result: Flash-free seals, 1.2M shots without wear. Startup scaled production and secured FDA 510(k) approval.
Application Scenarios
Our molds power four high-growth medical sectors across EU/NA:
Disposable Medical Consumables (62% of our medical mold volume)
- Syringes, IV connectors, blood collection tubes
- PP/PC/PS materials; multi-cavity (8–32) high-volume molds
Implantable Devices (21% volume, highest precision)
- PEEK/PEKK spinal cages, dental abutments, titanium implant molds
- Elmax/316L steel; ±0.002 mm tolerance, full biocompatibility
LSR Silicone Medical Components (12% volume)
- Catheter seals, wound dressings, pacemaker grommets
- S136 + DLC; zero flash, high-temperature sterilization resistance
Surgical Instruments & Diagnostic Tools (5% volume)
- Endoscope housings, laparoscopic tool handles, micro-fluidic chips
- S136/NAK80; mirror finish, complex micro-features
Industry Data + Future Trends (2026–2030)
Global Medical Mold Market Snapshot (2026)
| Metric | Data | Source |
|---|---|---|
| Market size | USD 28.7B | Mordor Intelligence |
| CAGR (2026–2030) | 7.2% | Grand View Research |
| Top material | S136 stainless (41% share) | Medical Mold Association |
| Top region demand | EU (48%) > North America (35%) > APAC (17%) | ISO Medical Device Group |
| Key driver | Shift to high-mix, low-volume (HMLV) molds | McKinsey |
3 Key Future Trends + Zorapid’s Position
- HMLV Medical Molds Explode: OEMs moving from 32-cavity → 2–8 cavity molds for faster validation and smaller batches. Zorapid’s fast-turnaround precision process is built for this.
- PEEK/High-Temp Polymers Grow: Implantable device demand rising; PEEK mold volume up 19% YoY. Our ASP-23/Elmax + conformal cooling solution is already scaled.
- Regulatory Scrutiny Increases: FDA/ISO cracking down on material traceability and contamination. Zorapid’s full COC + cleanroom process eliminates compliance risk.
Delivery Speed Advantage (Why We’re Faster Than EU/US Shops)
Medical device R&D moves fast—delays mean lost first-mover advantage. Our lead times:
| Mold Type | Zorapid Standard | Typical EU/US Shop |
|---|---|---|
| Prototype (1–2 cavity) | 3–5 weeks | 8–12 weeks |
| Small batch (4–8 cavity) | 5–7 weeks | 10–14 weeks |
| High-volume (16–32 cavity) | 7–9 weeks | 14–20 weeks |
| Emergency rush | 2–3 weeks | Not available |
Why faster:
- Unmanned lights-out machining: 24/7 production, no weekend downtime
- In-house material stock: S136, Elmax, 316L blocks always in stock
- Parallel workflow: Design → machining → polishing → inspection run in parallel
Real example: A German medical startup needed a 2-cavity PEEK mold in 4 weeks for a clinical trial. EU shops said impossible—we delivered in 21 days.

Why Choose Zorapid for Medical Grade Molds
- 100% Medical Compliance: ISO 13485, FDA-aligned process, full material traceability—no regulatory surprises.
- Unmatched Precision: ±0.002 mm tolerance, Ra ≤ 0.05 μm mirror finish—consistent batch-to-batch.
- Hard-to-Mold Expertise: PEEK, LSR, high-hardness stainless—jobs others avoid, we specialize in.
- Faster Than Western Shops: 30–50% shorter lead times without sacrificing quality.
- One-Stop Solution: DFM analysis → material supply → machining → polishing → inspection → delivery.
- EU/US Local Support: English-speaking engineers, 24-hour response, DFM reviews in your timezone.
- Cost Efficiency: 15–25% lower than EU/US precision mold shops—no middlemen.
Final Summary
Medical grade mold selection and machining isn’t just about making it precise—it’s about making it safe, compliant, and reliable for human use. The wrong steel or sloppy process can derail your regulatory approval, delay launches, and put patients at risk.
Zorapid’s proprietary medical-grade material selection + cleanroom precision machining process solves the biggest pain points:
- Biocompatible, traceable materials
- Micron-level precision + mirror finishes
- Expertise in PEEK, LSR, and ultra-hard stainless
- Fast lead times for HMLV medical projects
- Full regulatory compliance
As medical device manufacturing shifts toward smaller batches, faster validation, and higher regulatory standards, Zorapid is your trusted Asia-based precision mold partner for all medical-grade tooling needs.
FAQ
Do you provide material certificates and biocompatibility test reports?
Yes. Every mold includes full COC, ICP-MS heavy metal report, and material biocompatibility declaration aligned with ISO 10993 and FDA.
Can you handle LSR molds with zero flash?
Absolutely. Our DLC coating + ultra-fine wire EDM venting process consistently delivers <0.003 mm flash for LSR parts.
What’s your maximum mold size and cavity count?
Up to 1000×800 mm mold base; 32-cavity for high-volume disposables. We specialize in 2–8 cavity HMLV molds for implants and R&D.
Do you offer mold maintenance and repair services?
Yes. We provide global mold support—cleaning, polishing, coating reapplication, and repair. For EU/US clients, we coordinate local service partners or handle it in-house.
How do you ensure no contamination during machining?
Cleanroom-grade workshop, dedicated medical tooling (no cross-use with industrial parts), medical-grade abrasives, and final ultrasonic cleaning + vacuum bake-out.