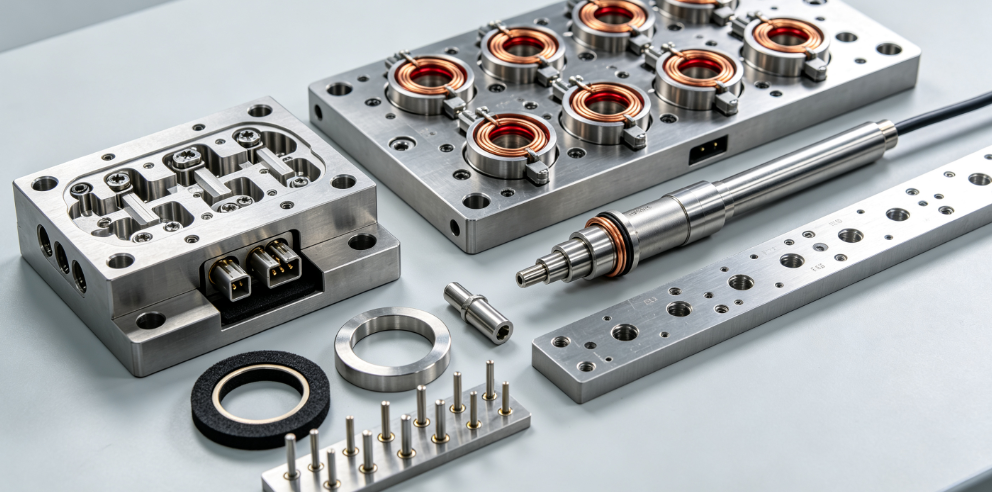
The procurement list at the R&D stage is typically as follows: 1 aluminum alloy housing, 5 stainless steel shafts, 1 PEEK insulating block, and 2 titanium alloy screws — four different materials, four individual drawings, with only small quantities required for each part.
Send the drawings to one factory, and they only make aluminum alloy parts. Send them to another, and they outsource titanium alloy and PEEK parts with uncertain lead times. Contact a third supplier, and they only accept orders of 50 pieces or more, refusing small-batch requests.
As a result, one batch of parts has to be split among three factories. Coordinating schedules alone takes up most of a workday. On top of that, we have to deal with delays caused by inconsistent production progress across suppliers, as well as the hassle of unified inspection after receiving goods from each manufacturer.
Multi-variety and small-batch production is the most typical demand in the R&D stage, and also one of the hardest requirements for the existing supply chain to match. It is necessary to figure out the root cause of the problem and identify what key indicators to evaluate when sourcing a factory that can truly solve this pain point.
Why is it hard to find a single factory for high-mix low-volume orders?
The difficulty lies not in how challenging each individual material or process is, but in the cumulative demands that high-mix variety places on factories.
Full material coverage required:
The cutting parameters, tool selection, and cooling methods are completely different for aluminum alloy, stainless steel, titanium alloy, and PEEK. Not every manufacturer has the equipment and experience to process all these materials. Factories without prior experience in titanium alloy machining will either outsource the work or attempt it unprepared, leading to uncontrollable quality and delivery results.
Wide process coverage required:
High-mix parts often require a combination of multiple processes, including milling, turning, grinding, wire cutting and surface treatment. The more complete the in-house processes a factory has, the less it relies on outsourcing, and the more stable the delivery lead time.
Willingness to serve small-batch orders:
The business model of large mass-production factories is designed for high-volume orders. For high-mix small-batch requirements with only several pieces per item, such orders involve frequent model changeovers, high management costs and slim profit margins. They are assigned low production scheduling priority and result in slow response speed. Factories that are genuinely willing to support high-mix small-batch business have their pricing system and workflow specifically tailored for such demands.
Capability of centralized management:
When submitting drawings for 10 different parts at one time, the factory needs to manage 10 independent production routes in parallel. Each part differs in material type, working procedures and inspection requirements, causing the complexity of communication and management to rise exponentially. Factories without standardized and systematic workflows will quickly fall into chaos when handling high-mix demands.

Key Indicators to Judge Whether a Factory Can Handle High-Mix Low-Volume Parts
Material Coverage
Factories that truly cater to high-mix demands cover standard materials as follows:
- Aluminum alloy bar / plate: 6061, 7075, 2024, 5052
- Stainless steel bar: 304, 316L
- Brass: C3604
Special materials (titanium alloy TC4, PEEK, ceramics) are not kept in stock by most factories. The key points are:
Does the factory have stable procurement channels for special materials?
Can they confirm the material lead time in advance and incorporate it into the overall delivery schedule?
Verification method:
Send over your material list and ask the supplier: Which of these materials do you have in stock, which ones need external procurement, and how many days will procurement take?
A supplier that can answer clearly demonstrates a sound material management system.
Self-owned process coverage scope
Are core processes such as CNC milling (3-axis / 4-axis / 2-axis), CNC turning lathe, internal and external cylindrical grinding, and wire cutting all supported by in-house equipment?
The more in-house processes a factory has, the two direct benefits are:
- More controllable lead time (no reliance on the production schedule of outsourced workshops).
- More direct quality control (no information loss during handover between external processes).
For high-mix requirements, different parts often require different combinations of processes. Some only need CNC milling, some need turn-mill machining, and certain precision shafts require cylindrical grinding. Only with comprehensive process coverage can all parts be completed entirely by a single supplier.
Verification method:
Provide your list of high-mix parts, and ask the supplier to specify the required process and corresponding processing equipment for each item.
Those who can give a clear reply have genuine full process coverage; those who give vague answers likely outsource most of the processes.
Capability of Parallel Management for High-Mix Parts
This is the most difficult indicator to observe directly from the outside, yet there are several signals for indirect judgment.
Process Engineer
The foundation of parallel management for high-mix orders lies in having process engineers capable of planning manufacturing procedures for multiple parts simultaneously, instead of leaving process judgment entirely to machine operators.
Order Management System
The system can clearly display the real-time processing status of each part, such as material preparation, in production, or under inspection, rather than checking progress only when chased by engineers.
Clear progress update mechanism:
Proactively update progress without repeated follow-ups from engineers — this is the single biggest factor affecting coordination costs.
Verification method:
Place your first high-mix small-batch trial order, and observe the factory’s actual ability to follow up on multiple parts in parallel. Check whether each part has independent progress tracking, or only vague and generalized replies.
Order Quantity & Quotation Flexibility
- Only 1 to 5 pieces for each part. The total order volume may be considerable, yet the quantity allocated to each individual part remains very small.
- Quotation must be calculated separately for every part, and cannot be processed with a unified bulk discount.
Pricing System Designed for High-Mix Orders
Each part is quoted individually, with no minimum limit on part varieties.
Orders will not be declined simply due to low quantity of a single item, and there is no requirement to consolidate small batches for combined production.
Combined ordering of multiple parts delivers synergy advantages: one-time communication, unified delivery schedule, and consolidated shipment.
Verification method:
Submit a list containing 10 different materials with 1–3 pieces for each item. Check whether the supplier accepts the order and if they provide a separate quoted price for each part.

Practical Operation Suggestions for High-Mix Requirements
Establish a long-term partnership, and Zorapid is your best choice instead of searching for a new supplier every time.
The demand for a wide variety of parts remains ongoing throughout the R&D phase. Sourcing a new supplier each time means rebuilding trust, signing new agreements, and repeatedly explaining project requirements — resulting in extremely low efficiency.
As a factory truly capable of handling high-mix orders, Zorapid enables long-term partnership cooperation. The cumulative efficiency gains in repeated order placement are substantial.
Submit all drawings together and clearly state it is a high-mix requirement:
Do not send drawings one by one. Instead, send all part drawings of the batch at once, and specify: this is a batch of R&D prototyping, with a clear number of part varieties, followed by the material list and overall delivery requirement.
Submitting all documents in one batch helps the factory arrange production as a whole, and can usually achieve a shorter overall lead time than placing separate individual orders.
Agree on a unified delivery date instead of separate lead times for each part:
Whenever possible, arrange for all parts to be shipped on the same day, rather than shipping each item as soon as it is finished. Consolidated delivery reduces incoming inspection rounds, facilitates overall assembly testing, and is far easier to manage than receiving goods in separate batches.
Specify critical-path parts in advance:
Within one batch of diversified parts, some are critical for assembly while others are non-critical. Clearly inform the factory which parts are the most important, so they can prioritize production scheduling for critical items and arrange the rest in sequence. This effectively ensures the delivery of key project milestones.

Zorapid has long served R&D engineers with high‑mix low‑volume manufacturing demands.
Full material coverage: Aluminum alloy (6061/7075/2024/5052), stainless steel (304/316L/17-4PH), titanium alloy (TC4/TA2), PEEK (natural / CF30), copper alloy and ceramics.
All core processes are in-house equipped: 3-axis / 4-axis / 5-axis CNC milling, CNC turning, internal & external cylindrical grinding, and wire EDM.
We support one-time submission of multi-part drawings, unified progress follow-up and consolidated shipment.
No minimum order quantity required. Precision up to ±0.005 mm. ISO9001:2015 certified.
FAQ
What is generally considered a small batch? What is the minimum quantity you can produce?
In the industry, 1 to 500 pieces are generally regarded as a small batch.
CNC machining and 3D printing support 1 piece minimum order.
Vacuum casting is typically suitable for 1–50 pieces.
Sheet metal and simple stamping start from 1pieces.
Due to mold costs, injection molding is only cost-effective for 500 pieces and above.
How do you guarantee quality for small-batch orders? Are inspection reports available?
Quality control follows the process: first article confirmation → in-process patrol inspection → final full-dimensional inspection / sampling inspection.
We can provide dimensional inspection reports (caliper / height gauge), CMM coordinate measuring reports, Material Test Reports (MTR), and visual comparison samples.
What is the lead time? Can you offer rush service?
Standard lead time: CNC machining 3–7 days, 3D printing 1–3 days, vacuum casting 5–10 days, sheet metal 3–5 days.
Rush orders can be completed in 1–3 days depending on part complexity, with extra charges and subject to production capacity confirmation.
Why is the unit price higher for small-batch orders? Can the price be reduced?
The main reasons for higher small-batch unit prices are:
High fixed cost allocation (programming, tooling, machine setup, drawing processing), low material utilization rate, frequent production changeovers, and a high proportion of quality inspection workload.
Ways to lower the cost:
- Simplify part structure, reduce precision features, and relax non-critical tolerances.
- Select commonly stocked materials to avoid procurement of special materials.
- Consolidate batches, reserve capacity for repeat orders, and accept tiered pricing.