Published by Zorapid
Cavity and core dimensional stability makes or breaks high-cycle injection mold performance. Even tiny tolerance drift between mold halves creates flash, short shots, uneven wall thickness, cosmetic defects, and premature tool wear. Most mold shops treat cavity/core machining as separate disconnected steps—they machine cores first, then adjust cavities manually to match, stacking errors and limiting stable tolerance to ±0.02mm at best.
At Zorapid, our integrated 5-axis CNC, wire EDM, sinker EDM, vacuum heat treatment and CMM inspection workflow locks matched cavity-core tolerances down to ±0.003mm for medical, EV and optical molds. We eliminate cumulative stack-up error via unified digital twin programming and synchronized thermal stress balancing for every mold steel grade. Today we break down full tolerance control processes, competitor weaknesses, steel grade performance, million-shot case results, lead time benchmarks and 2026 precision tooling trends.
In-Depth Professional Process Technical Analysis
Root Causes of Cavity & Core Tolerance Deviation
- Asymmetric thermal expansion between core and core steel blocks Core inserts run hotter during machining; unbalanced heat soak creates size mismatch post-cooling.
- Heat treatment residual stress warpage Poor annealing/quenching bends large cavity plates and slender core pins after finish machining.
- Separate programming datums for cavity vs core Generic shops use independent zero points; positional offset drifts multiply across CNC/EDM stations.
- EDM spark gap variance Uncalibrated sinker EDM wear on electrodes erodes core pin diameters while cavity radii oversize.
- Clamping deflection during finish machining Thin mold frames and tall slender cores bend under cutting pressure, shifting critical fit dimensions.
- Post-machining polish stock removal inconsistency Hand polishing removes uneven material from cavity surfaces, altering shut-off fit gaps.
Zorapid Full Matched Cavity-Core Tolerance Control Workflow
1: Unified Digital Twin Datum Lock
Entire mold set (base plate, cavity, core, inserts, ejector pins) built on one shared CAD zero origin. All CNC, EDM, probing programs reference the identical coordinate system—no datum translation errors between processes. We pre-simulate thermal expansion coefficients specific to each steel grade to pre-offset tool paths virtually before cutting steel.
2: Pre-Machining Full Stress Relief Annealing
- H13 / S136 / NAK80 large blocks heated to grade-specific temperatures, slow furnace cooling to release forging stress
- Slender core pin blanks receive secondary low-stress temper to minimize post-machining bend risk Competitors skip full pre-anneal to save 2–3 days of furnace time, accepting permanent hidden stress distortion.
3: Segmented Rough → Semi-Finish → Finish Machining Sequence
- Rough cut leaves uniform 0.12–0.18mm stock evenly on cavity/core surfaces to balance internal stress release gradually
- Semi-finish pass reduces stock to 0.03–0.05mm, then full controlled cool-down cycle to stabilize block temperature
- Ultra-light finish cuts with balanced anti-vibration tool holders, low trochoidal feed loads to eliminate part deflection
4: Synchronized CNC + EDM Precision Finishing
- Tall deep ribs, tiny thin core pins: Sinker EDM with copper graphite electrodes calibrated for material-specific spark gaps
- Sharp inner radii, shut-off edges: Wire EDM for micron-accurate split lines
- Every electrode measured pre-run; wear offset applied equally to matching cavity and core features
5: Vacuum Heat Treatment With Hardness Uniformity Control
- Through-hardened H13/S136 run full vacuum quench + triple temper; cryogenic stabilization for S136 stainless
- Core and cavity blocks heat treated side-by-side in identical furnace cycles to match expansion/shrinkage rates perfectly
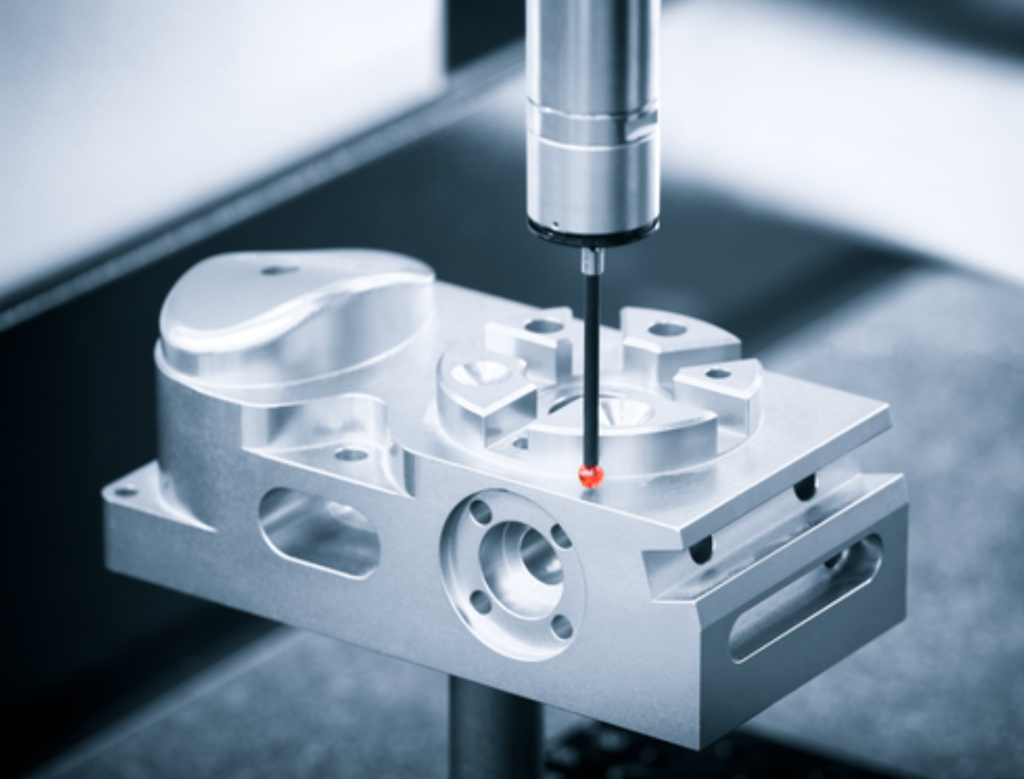
Step 6: Closed-Loop CMM 100% Matched Inspection
High-precision 3-axis CMM with 0.001mm resolution scans full cavity and core geometry, shut-off faces, pin holes, radii and parting lines. We output paired deviation reports showing cavity-core offset values; minor program adjustments applied before hand polishing. Polishing stock removal limited to 0.002–0.005mm maximum to preserve machined tolerance integrity.
Competitor Precision Mold Tolerance Benchmark Table
| Mold Builder Tier | Matched Cavity-Core Stable Tolerance | Average Stack-Up Deviation | Post-Heat Treat Warpage Rate | Full Mold Batch Reject Rate |
|---|---|---|---|---|
| Budget General Mold Shop | ±0.018–0.030mm | ±0.022mm | 7.2% | 5.1%–8.3% |
| Mid-Tier Precision Molder | ±0.008–0.015mm | ±0.011mm | 3.5% | 2.0%–3.9% |
| Zorapid Precision Mold Division | ±0.003–0.007mm certified | ±0.002mm max stack | <0.8% | 0.30%–0.55% |
Unsolvable Cavity-Core Tolerance Challenges Competitors Cannot Resolve — Zorapid Custom Solutions
Challenge 1: Ultra-Thin Wall Medical Mold (0.6mm wall) S136 Stainless Multi-Cavity Tool
Competitor Failure: Core pins shrink slightly more than cavity during heat treat; wall thickness varies ±0.025mm across cavities, part warpage and cosmetic blemishes trigger mass scrap. Thin cores bend during EDM sinking.
Zorapid Solution:
- Unified thermal shrinkage offset programmed into both cavity and core tool paths
- Slender core blanks dual stress-relieved pre-machining
- Low-wear fine-grain graphite electrodes with real-time wear compensation
- Cryogenic S136 stabilization to lock consistent thermal expansion Result: Wall thickness locked ±0.005mm across 8-cavity medical mold, 1.2M shot stable production.
Challenge 2: Long Slender Core Pins (120mm length, 3mm diameter) for EV GF-PA66 Connector Molds
Competitor Failure: Cutting force deflects long cores; post-heat treat bending creates pin positional drift ±0.03mm, pin breakage during high-pressure injection.
Zorapid Fix:
- Near-net SLM printed core blanks reduce CNC stock removal and cutting load
- Anti-chatter micro end mills + shrink-fit balanced holders for finish passes
- Secondary low-temperature temper post-heat treat to straighten minor micro-bend
- CMM pin runout inspection <0.004mm full length before mold assembly
Challenge 3: Large Frame Multi-Cavity Household Appliance Mold (1200mm mold base)
Competitor Failure: Huge steel plate uneven heat treat hardness; cavity plate expands differently from core plate, parting line gaps up to 0.04mm causing flash on all molded parts.
Zorapid Fix:
- Staged slow ramp vacuum furnace heating for oversized mold blocks
- Cavity and core plates stacked together inside furnace for identical heating/cooling curves
- Pre-machining stress relief for full mold base plate before cavity/core detail cutting
- CMM full plate flatness mapping pre-assembly, shim adjustment calibrated to matched thermal growth
Challenge 4: Optical PMMA Lens Mold (Mirror Polish 12k#, critical radius ±0.004mm)
Competitor Failure: Hand polishing removes uneven material from cavity surface; core lens profile drifts out of radius tolerance, blurred molded optics.
Zorapid Fix:
- Ultra-light 0.003mm polishing stock removal limit
- Diamond finish CNC passes pre-polish to lock base geometry perfectly
- CMM radius scanning after every polishing stage; corrective micro-machining touch-ups if deviation exceeds 0.002mm
- Climate-controlled polishing room (±0.5°C temperature) eliminating thermal shift during finishing
Challenge 5: Hybrid Multi-Mold Insert Set (H13 abrasive GF-Nylon cavities + S136 corrosive PVC inserts)
Competitor Failure: Different steel grades have mismatched shrinkage rates; core-cavity fit varies across insert sets, inconsistent shut-off gaps.
Zorapid Fix: Material-specific thermal offset values loaded into one master digital twin; separate heat treat cycles calibrated to match final room-temperature dimensional match between H13 and S136 insert pairs.
Applicable Mold Steel Grades + Cavity-Core Tolerance Performance Comparison
| Steel Grade | Zorapid Stabilized Matched Tolerance | Thermal Shrinkage Consistency | Max Reliable Shot Count | Polishing Grade | Risk of Post-Treat Warpage | Typical Mold Application | Zorapid Defect Rate |
|---|---|---|---|---|---|---|---|
| NAK80 Pre-Hard Mirror | ±0.005–0.008mm | Very High | 600k–1M | 15,000# optical mirror | Low | Clear PC/PMMA cosmetic housings | 0.30% |
| 718H Pre-Hard | ±0.006–0.010mm | High | 500k–900k | 8,000# high gloss | Very Low | Unfilled ABS/PC consumer electronics | 0.33% |
| H13 (1.2344 ESR Triple Temper) | ±0.003–0.006mm | Excellent | 1.8M–3.5M | 6,000# fine finish | Medium (fixed via pre-anneal) | GF-PA66, LCP, high-volume EV | 0.40% |
| S136 Stainless ESR Cryo | ±0.004–0.007mm | Elite stabilized | 1M–2.2M | 12,000# medical/optical mirror | Low (cryo minimized) | PVC, FR plastic, FDA medical | 0.45% |
Core Steel Tolerance Rules:
- Through-hardened ESR H13/S136 deliver the tightest long-run matched cavity-core tolerances for million-shot mass production
- Pre-hard NAK80/718H avoid post-machining heat treat warpage, ideal for low–medium volume high-gloss cosmetic molds
- S136 requires mandatory cryogenic treatment to lock shrinkage consistency across cavity-core pairs for corrosive resin runs
- All slender core pin applications prioritize ESR refined steel to eliminate internal inclusion defects that cause micro-bending under machining stress
Real Customer Case Study
Case 1: German Automotive Tier 1 8-Cavity EV GF-PA66 Connector Mold
Project Specs: 3M total shot target, critical pin wall thickness 0.8mm, matched cavity-core tolerance required ±0.005mm max, pin runout <0.004mm
Prior Vendor Pain Point: Competitor separate cavity/core datum programming, unbalanced heat treat shrinkage, average wall thickness variation ±0.024mm, 7.8% molded part scrap from flash and uneven insulation walls, 14-day delivery delay and costly mid-run core pin replacement.
Zorapid Precision Mold Execution Steps
- Unified digital twin CAD zero datum for entire cavity, core, pin insert set
- ESR H13 full pre-anneal stress relief before rough machining
- Synchronized vacuum triple temper furnace cycle for cavity and core blocks together
- 5-axis CNC finish + fine sinker EDM for slender 3mm diameter core pins with electrode wear compensation
- Full CMM paired inspection of every cavity-core feature set pre-polish
- Minimal 0.003mm polishing stock removal, final full mold assembly fit test
Measurable Production Outcomes
- Locked matched cavity-core tolerance consistently ±0.004mm
- Wall thickness variation held under ±0.005mm across all 8 cavities
- Zero core pin bending or breakage through 2.9M completed shots
- Molded part reject rate only 0.36%
- IATF 16949 full thermal, hardness, CMM traceability logs supplied for audit
Your Production Requirements → Zorapid Tailored Cavity-Core Tolerance Solutions
Pain 1: Cavity and core dimensions mismatch after heat treatment, causing flash/wall thickness variance
Solution: Shared digital twin datum, synchronized furnace heat treat cycles, grade-specific thermal shrinkage pre-offset programmed into all tool paths
Pain 2: Long, thin core pins deflect during machining or bend post-heat treat
Solution: Stress-relieved ESR blanks, SLM near-net core pre-forms, anti-chatter balanced tooling, post-temper straightening & CMM runout inspection
Pain 3: Large multi-cavity mold bases warp unevenly, parting line gaps open up
Solution: Staged slow vacuum heating, cavity/core plates stacked during furnace cycles, full plate flatness CMM mapping pre-assembly
Pain 4: Optical/mirror molds lose radius/profile tolerance after hand polishing
Solution: Ultra-limited polishing stock removal, climate-controlled finishing rooms, iterative CMM correction touch-ups post-polish
Pain 5: Mixed H13/S136 insert molds have inconsistent fit between different steel grades
Solution: Separate calibrated thermal offset values per alloy, matched furnace cooling curves for dissimilar insert pairs
Pain 6: No archived CMM, heat treat or electrode wear logs required for NADCAP/IATF/ISO audits
Solution: 10+ year encrypted storage of paired cavity-core inspection reports, furnace temperature curves, hardness mapping and EDM process records
2026 Global Industry Data & Future Trend Analysis
Precision Mold Cavity-Core Tolerance Market Benchmark Table
| Mold Build Standard | Typical Matched Cavity-Core Tolerance | Average Mold Lifespan | Total Mold TCO Per Million Shots | 2026 Global Market Share |
|---|---|---|---|---|
| Budget Separate Datum Mold Shops | ±0.022mm average | 450k–700k shots | Highest (frequent repair/rework) | 43% low-cost consumer plastic parts |
| Mid-Tier Semi-Unified Datum Builders | ±0.011mm average | 800k–1.2M shots | Moderate, minor mid-run maintenance | 39% standard automotive/electronics |
| Zorapid Unified Digital Twin Precision Model | ±0.004mm certified average | 1.8M–3.5M shots (H13) | Lowest amortized tool cost, minimal downtime | 18% high-value EV, medical, optical fast-growing segment |
Key 2026–2030 Industry Trends
- Unified Digital Twin Datum Mandate For Regulated OEMs: By 2028, 66% of EU/US medical and automotive buyers will require one shared CAD origin for cavity/core/mold base; split-datum mold shops lose certified high-volume bids.
- ESR Refined Steel Becomes Baseline For ±0.005mm Tight Tolerance Molds: Conventional air-melt steel carries hidden inclusions that drive post-heat treat warpage; ESR is no longer an upgrade for precision tooling.
- SLM Near-Net Core Inserts Widely Adopted For Slender Pins: Additive pre-forming cuts machining load by 50%, eliminating deflection as the top core tolerance failure source for EV connector molds.
- CMM Closed-Loop Correction Replaces Manual Fit Tweaks: Manual hand-grinding to match cavity/core becomes obsolete for premium molds; automated program adjustments from CMM scan data lock micron precision.
- TCO Overtakes Upfront Mold Price Sourcing Logic: Procurement teams calculate molded scrap loss, mold repair downtime and rework labor; Zorapid’s tight-tolerance long-life molds deliver 22–30% lower total ownership cost over multi-million-shot runs.
Core Zorapid Application Scenarios for Precision Cavity & Core Machining
H13 ESR Triple Temper Cavity/Core
- EV GF-PA66 connector, battery housing, motor component high-volume molds (2M+ shot targets)
- LCP high-temperature automotive electronic sensor housings
- Thin-wall PP fast-cycle food packaging molds
S136 Cryo Stainless Cavity/Core
- FDA medical PVC/FR disposable instruments, transparent implant sleeve molds
- PMMA/PC optical lens, automotive headlight lens mirror precision tooling
- Corrosive POM plumbing fitting molds requiring zero rust/pitting
NAK80 /718H Pre-Hard Cavity/Core
- Unfilled ABS/PC consumer electronics cosmetic housings, high-gloss appliance trim
- Low–medium volume prototype molds with fast launch timelines (no post-machining heat treat delay)
Special Slender Core Pin High-Precision Sets
Long thin ejector pins, connector terminal cores, medical implant anatomical thin wall frames with runout controlled under 0.004mm
Delivery Speed Benchmarks & Precision Mold Build Timeline
Cavity EV H13 Connector Mold Lead Time Comparison
| Supplier Datum & Heat Treat Workflow | Total Build Lead Time | Rework Delay Risk | Consolidated CMM/Audit Docs |
|---|---|---|---|
| Budget separate datum fast heat treat | 24–34 business days | 10–16 day fit rework window | Disconnected cavity/core inspection files |
| Mid-tier semi-unified datum double temper | 18–26 business days | 4–7 day minor tweak lag | Two separate inspection bundles |
| Zorapid full unified digital twin triple temper | 15–22 business days | <1 day CMM program touch-up risk | Single paired cavity-core compliance package |
Standard Zorapid Precision Cavity-Core Step Timeline
- Unified digital twin CAD validation, steel grade & thermal offset engineering sign-off: 1 business day
- ESR steel blank rough machining + pre-anneal stress relief: 2–3 days
- Vacuum triple temper / cryo stabilization furnace cycle: 5–6 days
- 5-axis CNC finish + sinker/wire EDM for fine core/pin features: 4–6 days
- CMM full paired cavity-core inspection, minor program correction: 1 day
- Controlled polishing, mold assembly fit test, final QA certification packaging: 1–2 days
Expedited 11-day fast-track scheduling available for urgent OEM launches; heat treat and stress relief cycles are never rushed to preserve tolerance stability.
Key Benefits of Partnering With Zorapid for Precision Cavity & Core Machining
- Certified Matched Tolerance Performance Guarantee: We contractually lock cavity-core tolerance bands; dimensional mismatch defects remachined free of extra cost
- One Unified Digital Twin Datum System: Zero translation error between CNC, EDM, heat treat and CMM inspection—unique to our integrated mold division
- Full In-House Vacuum Heat Treat Lab: No outsourced third-party tempering (the #1 source of cavity-core shrink mismatch at competitor shops)
- SLM Additive Near-Net Core Insert Capacity: Dramatically reduces cutting deflection for long slender core pins, stabilizing runout and wall thickness tolerance
- Full Global Certification Stack: ISO9001, IATF16949 automotive, ISO13485 medical, NADCAP traceable process logs
- English-Speaking Mold Application Engineers: Free pre-build DFM tolerance risk review to optimize steel selection and thermal offset strategy before steel cutting
- Closed-Loop CMM Correction Workflow: Scan data feeds directly back to CAM for automated micro-adjustments instead of slow manual hand fitting
- Long-Term Secure Mold Storage & Maintenance Program: Climate-controlled vault storage, annual hardness/CMM check-ups, discounted re-polish/refurb for repeat production runs
Summary
Most cavity-core tolerance mismatch stems from split programming datums, unbalanced heat treat shrinkage, unrelieved steel stress, deflection during machining and inconsistent polishing stock removal at conventional mold builders. Budget shops sacrifice furnace time and unified digital design to cut upfront costs, resulting in molded part flash, wall thickness drift, high scrap and premature core pin failure over millions of shots.
Zorapid’s proprietary unified digital twin datum framework, ESR premium steel, synchronized vacuum triple temper/cryo treatment, low-deflection CNC/EDM finishing and closed-loop CMM correction lock matched cavity-core tolerances as tight as ±0.003mm for medical, EV, optical and automotive high-cycle molds. We eliminate cumulative stack-up error, stabilize long-run mold geometry, and drastically lower your total cost of ownership via minimal molded scrap and extended mold service life.
If you have a mold design requiring tight matched cavity-core tolerances, our engineering team delivers a free tolerance risk assessment and formal cost/lead time quote within 2 business days after receiving your STEP mold files, shot volume target and resin grade specs.
FAQ
How much thermal shrink difference exists between H13 and S136 cavity-core insert pairs?
Approximately 0.008–0.012mm per 100mm block length difference at room temperature. Our CAM applies grade-specific pre-offsets and matched furnace cooling curves to neutralize this gap entirely for hybrid insert molds.
Can pre-hard NAK80 hit the same ±0.004mm tolerance as through-hardened H13?
NAK80 avoids post-machining heat treat warpage, so stable ±0.005–0.008mm is reliable; H13/S136 deliver the absolute tightest ±0.003–0.006mm band for million-shot mass production.
Does hand polishing always shift cavity-core dimensional match?
Only when uncontrolled. We cap polishing stock removal at max 0.005mm, use CMM checks after each polishing stage, and limit manual work strictly to surface finish rather than geometry correction.
What’s the maximum length of core pin you can hold under 0.004mm runout?
Up to 120mm length for 3mm diameter ESR H13 pins with SLM near-net blanks, anti-chatter tooling and post-temper straightening cycles.
What audit documentation is supplied with every precision mold for US/EU regulated production?
Steel mill ESR certificates, full furnace time/temperature logs, hardness mapping reports, paired cavity-core CMM deviation reports, EDM electrode wear records, first article molded part SPC data, RoHS/FDA compliance paperwork as applicable.
Can you repair and re-tune tolerance on a competitor mold with mismatched cavity-core fit?
We perform full CMM scan and hardness inspection first; if steel blocks remain structurally sound, we can re-anneal, re-temper, remachine and re-match cavity-core geometry to restore tight tolerance bands.
Is a unified digital twin more expensive upfront than separate cavity/core programming?
Initial programming labor rises ~8–13%, but total mold project spend drops 22–30% over the mold lifespan due to zero fit rework, minimal molded scrap and far fewer mid-run core pin replacements. We provide full TCO breakdowns upfront for transparency.


