Design Optimization
Optimize designs before CNC machining.
Use process-friendly alloys for good machinability and light weight.
Avoid complex structures to ease processing.
Ensure structural stability in design for qualified end parts.
Process Optimization
Optimize processes before CNC machining.
Select high-hardness carbide tools for high-precision thin-wall machining.
Adopt rational cutting parameters to boost efficiency and ensure quality.
Apply adequate cooling and lubrication to control heat and force, minimizing part deformation.
Clamping Optimization
Optimize part clamping before CNC machining.
Select suitable fixtures to secure workpiece positioning and stability.
Adjust and calibrate fixtures for tight fitting and even clamping force.
Avoid improper clamping force to prevent part deformation and damage.
Machining Optimization
Optimize the process before CNC operation.
Choose thin-wall-suitable machines and high-precision cutters to ensure accuracy and surface quality.
Arrange machining sequence rationally and reduce repeated cutting on thin walls to lower deformation risks.
Control cutting parameters and coolant for stable, consistent processing.
Post-treatment Optimization
Post-treatment is mandatory after CNC machining.
Clean and derust parts to remove processing contaminants and oxides.
Apply heat or surface treatment to enhance mechanical performance and corrosion resistance.
Perform full inspection to meet dimensional and quality standards.

Thin-walled parts feature low rigidity and prone to multiple deformation risks. Deformation control relies on process, clamping, parameters, tools, cooling and post-treatment.
Optimize clamping methods to eliminate clamping stress deformation.
Flexible clamping replaces rigid clamping:Adopt vacuum chucks, magnetic chucks, elastic expansion sleeves and split adapter sleeves to avoid indentation and elastic deformation caused by single-point or local rigid clamping.
elastic deformation:For annular thin-walled parts, evenly distributed multi-point pressure plates and floating clamping blocks are adopted to evenly disperse the locking force.
Reduce clamping contact area and clamping force
Use moderate clamping for roughing, light clamping for finishing. Loosen clamps to release stress in key processes and reposition for precise correction.
Process-assisted Reinforcement
Fill cavities with low-melting fillers and remove by heating post-machining.
Add reinforcing process ribs and lugs, then trim them after processing.
Adjust the machining sequence to release residual stress.
1:Roughing: Remove excess material sufficiently and reserve uniform allowance on wall thickness.
2:Stress relief: Perform standing placement or low-temperature stress relief after roughing to release internal stress in advance.
3:Semi-finishing: Machine layer by layer at a slow rate and further reduce machining allowance.
4: Secondary pressure relief: Conduct short-time stress relief or natural standing again.
5:Datum trimming: Correct deformed positioning surfaces.
6. Finishing: Adopt small depth of cut, light clamping and layered circumferential milling to minimize cutting force and heat generation.
Key Points
1:It is strictly prohibited to machine to the final dimension in a single cut; adopt multiple cutting passes.
2:Machine thick walls first, then thin walls; process outer profiles first, then inner cavities.
3:Separate roughing and finishing, with one stress relief process arranged in between.
4:Apply low clamping force during finishing to prevent spring-back deformation after unclamping.

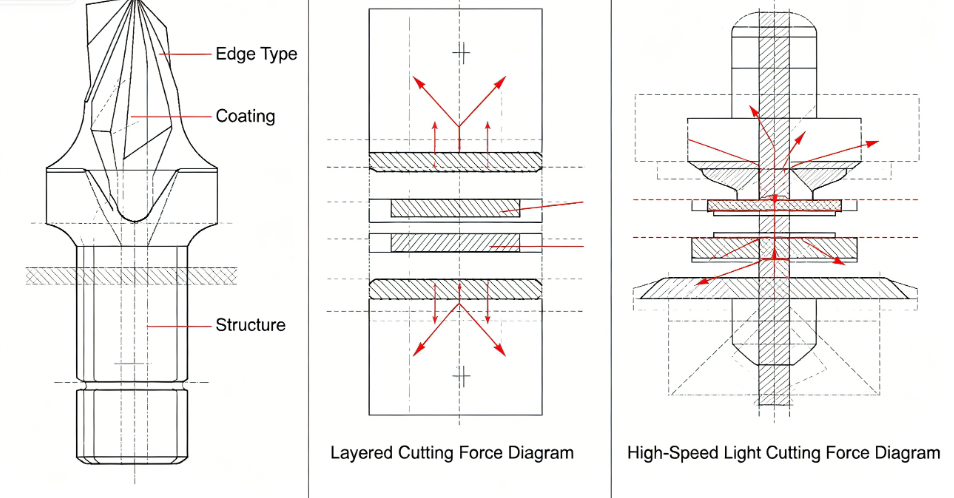
Optimize tool selection and cutting mode to reduce cutting force
Tool Selection
Use sharp, large-rake, fine-tooth small-diameter tools to reduce cutting extrusion.
Choose coated carbide tools for lower friction.
Cutting Mode
Prioritize climb milling to reduce extrusion and improve surface finish.
Use high spindle speed, shallow cuts and small stepover; avoid deep cutting and wide scraping.
Reasonably match the cutting parameters
General principles
high speed, low feed, shallow cutting, light load
Rotational speed
Appropriately increase the spindle speed to reduce cutting resistance
Feed
Reduce the feed per tooth to avoid plastic deformation of the material due to extrusion
Depth of cut
Axial depth of cut is reduced, and multi-layer cutting is carried out
Strictly control intermittent cutting and violent material biting, and eliminate impact loads
Control cutting heat, prevent thermal deformation
Adequate cooling and lubrication
Continuously spray cutting fluid and emulsion, focusing on flushing the cutting zone.
For thin-wall aluminum alloy and copper parts, adopt Minimum Quantity Lubrication (MQL) to reduce heat accumulation.
Adopt constant-temperature machining
Control workshop temperature difference and temper parts in advance to reduce thermal deformation.
Avoid drastic temperature changes for finished workpieces.

Post-machining Treatment & Anti-deformation Control
Place flat naturally after machining
Place thin-wall plates flat for static storage. Hanging, stacking and unilateral supporting are prohibited to prevent self-weight deformation.
Deburr with gentle treatment
Avoid heavy grinding and hard filing to prevent secondary deformation from local stress.
Subsequent shaping of precision parts
Slight deformation shall be corrected by manual micro cold straightening and fixture shaping. Forced pressing is strictly prohibited.
Key Notes for Multi-Material Thin-Wall Machining
- Aluminum: Soft, anti-extrusion deformation; vacuum clamping, high-speed light cutting, low clamping force.
- Stainless Steel: High cutting force & heat; anti-vibration tools, full cooling, low feed.
- Titanium: Low thermal conductivity; small cut depth, low-speed light cutting, layered processing.

Why choose Zorapid for thin-walled part processing?
Choose Zorapid. Leveraging low-stress processes, precise deformation control capabilities and ultra-fast delivery advantages, we efficiently and stably complete customized processing of various high-precision thin-walled parts.
Ultimate Precision, Strict Deformation Control
- Wall thickness limit: Stably achievable at 0.15–0.5 mm, with a tolerance up to ±0.005 mm.
- On-line detection and dynamic compensation correct machining deformation, reducing dimensional deviation by 30%+ and ensuring 95%+ first-pass yield.
- Low-stress cutting with special tooling restricts deformation ≤0.01mm, preventing warping and edge collapse.
Industry benchmark with proven mature cases
- Aerospace: Aircraft thin-walled structures, engine blades, lightweight brackets.
- Medical: Implant shells, minimally invasive instruments, denture frameworks.
Full-process quality control, stable and reliable
- ISO 9001/13485 certification, full inspection with CMM, roughness tester and metallurgical microscope.
- Superior surface finish: Ra 0.4–0.8, compatible with anodizing, passivation and electroplating.
- Batch consistency: Mass production dimensional fluctuation ≤0.008mm, zero batch deviation.
Efficient Delivery, Rapid Response
- 3-day sampling, 7-day production, faster CNC lead time.
- SLM-CNC hybrid process integrates complex thin-wall forming, no welding, 50%+ cycle reduction.
- 24h automated production, cost-effective for 10–500 small batches.
Zorapid perfectly solves the processing challenges of thin-walled parts, such as easy deformation and difficult tolerance control, through low-stress technology, micron-level precision and efficient delivery.