Burrs originate from machining processes and methods. Identifying burr types is critical for burr reduction. Understanding burr characteristics helps determine the optimal deburring process. Deburring procedures remove existing burrs and prevent their recurrence. Learn more about identifying, removing, and preventing CNC burrs.
What Are Burrs in Machining?
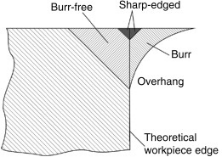
A burr in metal refers to the unwanted raised material protrusions on machined parts. Any cutting or material removal method will leave rough and uneven edges as by-products. These sharp fragments, usually attached to the workpiece, are defined as burrs.
Causes of Burrs in Machining
Burrs on metal are generated by machining processes such as grinding, milling, drilling, and turning. Thermal stress during machining can also form burrs on metal surfaces. Burrs occur at the edges of sharp cutting tools or raised sections on the surface. There are various types of burrs, and such protrusions can also be formed by hammering impact.
Mechanism of Burr Formation
Burr formation is a complex phenomenon resulting from severe plastic deformation of the workpiece. The type and characteristics of burrs depend on the machining process, process parameters, tool geometry and tolerance, cutting edge quality of tools, dimensional tolerances, as well as the surface finish of the workpiece.
Identification and Classification of Burrs
In deburring processes and CNC deburring, burr identification is the most critical step.
Visual Inspection
It involves checking burrs with the naked eye, without the use of microscopes or non-destructive testing methods.
Advanced Burr Prevention Strategies
There are several effective strategies for minimizing and controlling burrs during the deburring and machining process.
Tool Path Optimization
Burrs can be minimized by selecting proper tool geometry and tool materials, optimizing tool path design, and implementing reasonable process planning.
High-Pressure Coolant
Applying high-pressure coolant at 1000 PSI during machining extends tool service life and helps reduce burrs in CNC deburring operations.
Minimum Quantity Lubrication (MQL)
It effectively prolongs tool life and delivers improved surface finish, tighter dimensional tolerances, and better workpiece edge quality.
Material Considerations
Proper selection of tool material is critical for burr reduction. Material thickness also plays an important role; thin materials are more prone to burr formation.
Types of Burrs
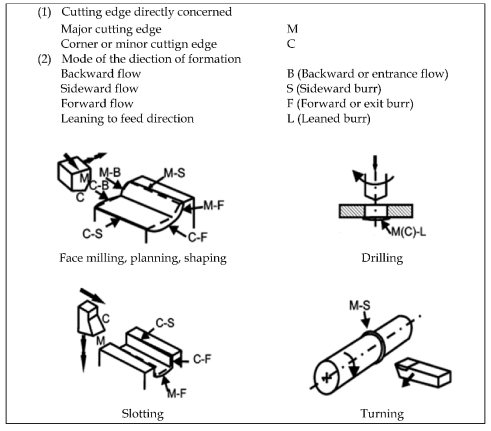
Burrs can be classified according to machining processes and locations.
Classification by Machining Process
Shearing Burrs
Compressive force applied to the material causes plastic deformation and elongation at the edges, resulting in burrs.
Drilling Burrs
Sharp edges are produced during the drilling process and protrude from the entry side of the hole.
Milling Burrs
Burrs and rough edges on the workpiece are formed during thermal cutting by milling cutters.
Turning Burrs
Edges formed during material turning generate burrs on the surface.
Grinding Burrs
Grinding Burrs Rough edges formed on the workpiece during material grinding.
Characteristics and Examples
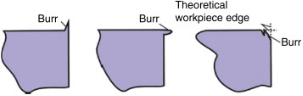
Tear-over Burr
When a workpiece is perforated, sheared or stamped, the machine pulls the material and causes the edge to bend or roll over.
Poisson Burr
This occurs when material bulges outward or sideways under downward force applied by the machine tool.
Breakthrough Burr
It forms when part of the workpiece separates from the base material before the cutting process is fully completed.
Classification by Location
Burrs can be divided into two types according to their positions.
Primary Burr
It refers to the large notch formed due to the path and feeding direction of the cutting tool.
Secondary Burr
It is the residual material left on the edge after the deburring process, which is generated after the original burr breaks off.
Impact of Burrs on Machined Parts
Burrs on metal workpieces can affect machined parts in various ways.
Impact on Functionality
Metal burrs interfere with machining conditions such as feed rate and dimensional tolerances, and also compromise the surface finish and quality control of machined parts.
Surface Quality Issues
Surface finish quality control is one of the key concerns in the manufacturing industry. Burrs degrade surface smoothness and spoil the appearance of machined parts.
Impact on Product Lifecycle
Burr formation greatly impairs the wear resistance of machined components. The service life and durability of products are also negatively affected by burrs.
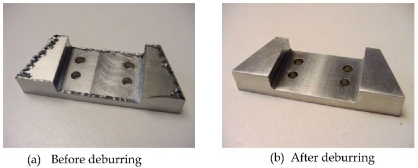
Methods of Deburring
Manual Deburring
It is one of the deburring processes to remove and reduce burrs on metal parts by manual scraping or polishing. Manual deburring uses hand tools such as files and scrapers, adopting manual filing or scraping operations.
Mechanical Deburring
In these deburring processes, burrs are removed by cutting, grinding, milling or finishing through direct contact with the burrs. This method is applied when the burrs are heavy or hard.
Thermal Deburring
The thermal deburring process involves instant combustion of metal inside a pressure chamber. Burrs are eliminated by thermal energy in a confined pressurized environment.
Electrochemical Deburring
In this CNC deburring method, the workpiece acts as the anode and the deburring tool serves as the cathode. Under the action of electric current, the electrolyte triggers anodic reaction to dissolve and remove burrs on the metal surface.
Zorapid Professional Knowledge of Deburring
Zorapid is an expert in the field of CNC deburring, covering mechanical, thermal and electrochemical deburring processes. Our skilled workforce and professionals are proven capable of performing manual deburring with high-quality hand tools and advanced technologies.More CNC Machining:https://zorapid.com
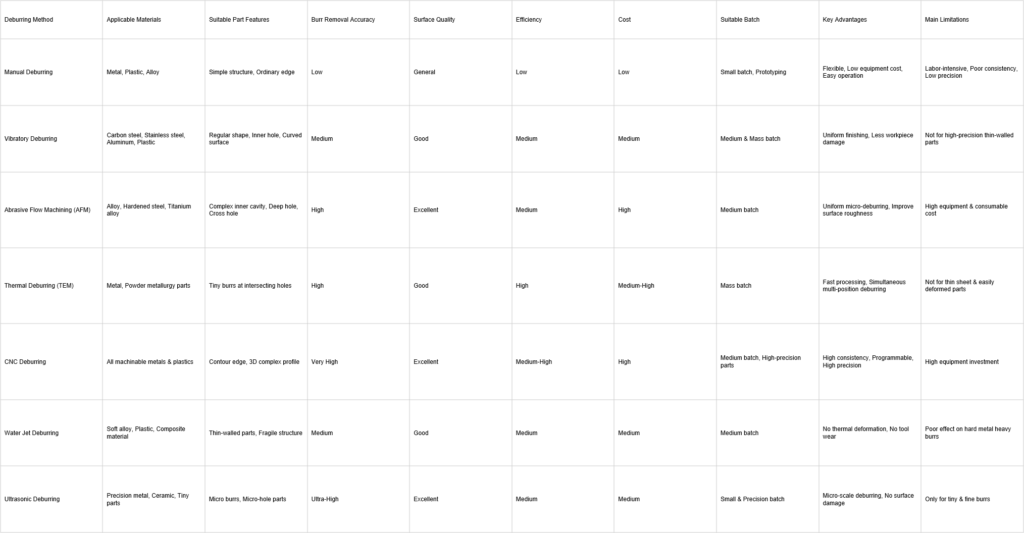
Choosing the Right Deburring Method
Selecting the proper deburring process is the most essential part of CNC deburring.
Key Considerations
Material Type: Material information is the top priority for implementing an efficient deburring process, including hardness, surface finish, tolerance, feed rate, and cutting speed.
Burr Location: The position of burrs (such as primary or secondary burrs) is critical for evaluating edge quality and condition.
Precision Requirements: Tolerance and edge quality in quality control are extremely important, ensuring the normal operation of machined parts.
Comparative Analysis of Deburring Technologies
Cost Considerations
According to the IQS Directory, deburring costs account for 30% of the total production cost of high-tolerance parts. For general industrial sectors, deburring expenses typically take up 15%–20% of overall manufacturing costs.
Superior Deburring Processes for Machining
Sandblasting Deburring
Advantages
Completes deburring, chamfering and matte surface finishing in one step; uniform surface without tool marks. It causes no damage to dimensional accuracy, ideal for flat panels and cosmetic parts.
Application
Suitable for aluminum parts, stainless steel, sheet metal, laser cut parts and CNC cosmetic parts.
Electrolytic Deburring
Advantages
Precise targeted deburring; only dissolves burrs without damaging the part body. Fast processing speed, ideal for mass production of precision oil ports and cross holes.
Application
Suitable for hydraulic valve bodies, engine oil passages, cross holes, and internal burrs of deep holes.
CNC Chamfering & Programmed Deburring
Advantages
Complete milling, chamfering and deburring in one setup on the machine; controllable precision and uniform chamfers. No secondary clamping required.
Application
Suitable for mass-produced CNC precision structural parts and machined components with high appearance requirements.
Barrel Tumbling Deburring
Advantages
Low cost for mass processing with smooth rounded edges; ideal for small and simple regular parts.
Application
Screws, small shafts, standard hardware parts, and simple flat components.
Quick Selection Formula for Deburring Method
parts with complex inner cavities and small holes: choose magnetic or thermal deburring;
smooth cosmetic parts: choose sandblasting;
cross holes and oil passages: choose electrolytic deburring;
mass small parts: choose vibration or barrel tumbling deburring;
precision CNC parts: prioritize in-machine programmed chamfering;
thin-walled easily deformed parts: choose high-pressure water jet deburring.
FAQ
What are burrs in machining?
Burrs are sharp raised edges, flash and residual protrusions formed on part corners, hole edges and profiles after milling, turning, drilling and other cutting processes, caused by material plastic deformation.
Which processes produce the most burrs?
CNC milling, turning, drilling, tapping and cutting, especially on stainless steel and aluminum finishing, are most prone to heavy burrs.


