Published:Zorapid.Ltd
Total CNC lead time is far more than just machine spindle run time. Many procurement/engineering teams only quote based on raw machining hours, ignoring pre-production engineering, fixturing, validation, post-processing, quality inspection, and logistics delays—causing missed product launches, production bottlenecks, and rushed quality failures.
This guide breaks down the complete end-to-end CNC lead time pipeline, from initial CAD handoff to final validated, shipped parts. It includes typical durations, bottleneck root causes, regulated part exceptions, and actionable lead time reduction tactics for prototypes, low-volume precision runs, and mass production.
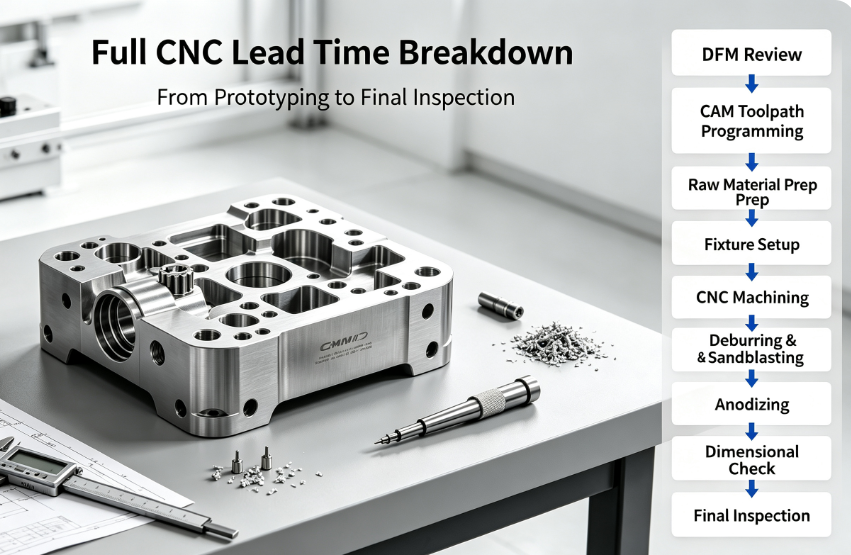
End-to-End CNC Production Workflow Overview
Full CNC lead time = Pre-Production + Machining + Post-Processing + Inspection + Validation + Logistics + Queue/Wait Time
Total lead time ≠ spindle runtime. Spindle runtime is often only 10–30% of total elapsed lead time, especially for 5-axis, regulated, and prototype jobs.
Detailed Step-by-Step Lead Time Breakdown & Typical Durations
A. Pre-Production Engineering & Quoting Phase
- DFM Review & Drawing Validation
- Tasks: Check GD&T, tolerances, material specs, undercuts, thin walls, material validation, compliance specs (IATF/AS9100/ISO13485), resolve ambiguous specs, ECO revisions
- Typical: 0.5–2 business days (longer for regulated parts, complex 5-axis geometry, repeated drawing revisions)
- Bottleneck: late drawing changes, incomplete 2D GD&T drawings, missing material/finishing specs
- CAM Programming & Simulation
- Tasks: Create tool paths, 3D machine simulation, collision checking, 5-axis axis validation, post-processor verification, speed/feed tuning
- Typical: 0.5–3 business days (complex mill-turn/5-axis: 2–5 days; simple 3-axis: <1 day)
- Bottleneck: unvalidated post-processors, unique machine models, frequent geometry revisions
- Fixture / Tooling / Raw Material Sourcing & Prep
- Tasks: Order/blind cut raw billet, validate MTR/heat lot, cut soft jaws, custom fixtures, special long/coated tools, bar prep, stress-relief pre-treatment, XRF material verification
- Typical: 1–5 business days (exotic alloys/Ti/PEEK: 5–10 days; standard aluminum: 1–2 days)
- Bottleneck: specialty alloy lead times, custom 5-axis fixtures, long lead tooling, mixed heat lot validation
- Machine Setup & Dry Run Validation
- Tasks: Machine warm-up, fixture alignment, probe calibration, tool setting, dry run simulation, first article trial run, parameter tuning
- Typical: 0.5–2 business days (multi-tasking/mill-turn/cleanroom 5-axis: 1–3 days)
- Bottleneck: thermal drift, misaligned fixtures, chatter tuning, cleanroom validation cycles
B. CNC Machining (Spindle Runtime + Batch Production Runs)
- First Article (FAI) Prototype Machining
- Tasks: Run 1–3 prototype parts, adjust parameters for chatter/tolerance, on-machine probing validation
- Typical: 0.5–2 business days (ultra-precision/ti: 1–3 days)
- Full Batch Production Machining
- Tasks: Repeat automated runs, periodic tool change, in-process probing, SPC monitoring
- Typical:
- Simple 3-axis aluminum (100 pcs): 1–3 business days
- 5-axis precision/ti (50 pcs): 3–7 business days
- Bottleneck: slow finishing passes, chatter, frequent tool wear, overnight unattended run constraints, cleanroom cycle limits
- Key Note: Spindle runtime itself may only be a few hours, but batch scheduling, shift patterns, and queue time drastically extend elapsed days
C. Post-Processing & Special Processes
- Deburring, Edge Breaking, Surface Finishing (Bead Blast, Vibratory Tumble)
- Typical: 0.5–1 business day; regulated/medical aero: 1–2 days (controlled cleanroom deburr)
- Heat Treatment / Stress Relief / HIP (if required)
- Ti/aero: 2–5 business days (vacuum furnace cycles, slow cool, NADCAP validation logs)
- Standard aluminum: 1–2 days (basic stress relief)
- Bottleneck: furnace batch scheduling, long HIP cycles, third-party heat treat vendor backlogs
- Coating / Conversion / Anodize / Electropolish / Passivation
- Typical: 1–3 business days (RoHS, medical, low-outgassing aero: 3–5 days)
- Bottleneck: specialty plating, cleanroom electropolish, long cure cycles, third-party surface treatment queues
- Laser Marking / UDI / Data Matrix Traceability Marking
- Typical: 0.5–1 day (regulated UDI traceability validation adds QA review time)
D. Inspection, Validation & Compliance Documentation
- Dimensional Inspection (CMM, Optical Comparator, Profilometer, Roundness Tester)
- Tasks: GD&T validation, critical feature SPC sampling, full FAI/AS9102 inspection
- Typical: 1–3 business days (full 100% CMM regulated aero/medical batches: 3–5 days)
- Bottleneck: full 100% inspection, tight micron tolerances, weekend CMM availability
- NDT & Material Validation (DPI, X-Ray CT, Ultrasonic, XRF, Helium Leak Test)
- Typical: 1–4 business days (aerospace/medical regulated lots)
- Bottleneck: third-party NDT labs, batch test cycles, rework retesting
- First Article Approval, PPAP, FAIR, Batch Documentation (MTR, CoC, Traceability Logs)
- Typical: 1–3 business days (regulated automotive/aero/medical: 3–5 days)
- Bottleneck: prime customer review cycles, corrective action (8D) rework, repeated FAI revisions
- Rework / Reject Correction (If Non-Conformance Found)
- Variable: 1–5+ days, major scrap = restart pre-production flow
E. Final Clean, Packaging & Logistics
- Cleanroom Wash, Vacuum Bake, Sterile/ESD Packaging
- Typical: 0.5–2 days (semiconductor/medical: 1–3 days)
- Packing, Labeling, Export Documentation, Customs Clearance (Overseas Sourcing)
- Typical: 1–3 days (Asia → US/EU sea freight: 25–40 days total transit; air freight: 3–7 days)
- Bottleneck: customs tariff reviews, compliance documentation, holiday port backlogs (Lunar New Year, peak seasons)
- Internal Queue / WIP Wait Time (Critical Hidden Delay!)
- Waiting for machine availability, shift changeovers, job prioritization, WIP staging
- Can add multiple days to weeks to total elapsed lead time in busy job shops
F. Example Baseline Total Lead Times
- Simple 3-axis aluminum prototype (1–5 pcs, standard finish, no regulated specs): 3–5 business days (local domestic)
- Medium 5-axis aluminum low volume (20–50 pcs, anodize, basic CMM): 7–12 business days (local domestic)
- Ti6Al4V aero regulated 5-axis batch (NADCAP heat treat, FAI, NDT): 15–25 business days (local domestic)
- Standard aluminum batch from China (ex-factory + sea freight): ~6 weeks total; air freight: ~2 weeks total
Key Variables That Shift CNC Lead Times
- Geometry Complexity: 3-axis prismatic = fastest; full 5-axis freeform, mill-turn, deep thin walls, micro-features = longest
- Material Type: 6061 aluminum (fast) > 304 stainless > Ti / Inconel / PEEK (slow + long raw material lead times)
- Regulatory Compliance: IATF16949, AS9100/NADCAP, ISO13485/FDA add significant validation/documentation lead time
- Batch Size & Repeatability: Repeat mass-production validated jobs have predictable short lead times; new one-off prototypes have variable long lead times
- Third-Party Processes: External heat treat, HIP, electropolish, NDT are major bottlenecks (out-of-house vendor scheduling)
- Revisions & ECO Changes: Mid-job CAD changes force re-programming, re-fixturing, re-FAI validation (biggest avoidable delay)
- Seasonality & Holidays: Chinese Lunar New Year, factory shutdowns, peak automotive/aero production seasons drastically extend Asian supplier lead times
- Capacity Utilization: Full-capacity job shops add multi-week queue wait times to baseline process lead time
Common Bottlenecks & Lead Time Reduction Strategies
Top Bottlenecks
- Late / repeated drawing revisions, incomplete GD&T specs
- Fix: formal DFM review + locked revision control (PLM/ECO), full annotated 2D drawings pre-quote, FAI baseline validation
- Third-party heat treat, HIP, NDT, plating backlogs
- Fix: schedule in advance, dual qualified vendors, batch consolidated processing, in-house validation where feasible
- Unplanned rework from tolerance drift, residual stress distortion, chatter
- Fix: staged machining + stress relief, validated 5-axis CAM simulation, chatter suppression, on-machine probing
- WIP queue / machine capacity bottlenecks
- Fix: forward load master scheduling, dedicated cells for repeat high-volume jobs, kanban, off-peak unattended machining
- Long exotic raw material lead times
- Fix: validated blanket raw material inventory, pre-stress-relieved blanks, DFM material rationalization
- Regulated FAI/PPAP approval cycles
- Fix: pre-submit DFM reviews, formal FAI checklists, early customer QA alignment, pre-approved SPC sampling plans
Prototype vs Mass Production Lead Time Differences
Prototype (NPI, 1–10 pcs)
- Dominant delays: DFM review, CAM simulation, first article tuning, validation testing
- Minimal repeatability, high setup/validation overhead, minimal spindle batch runtime
- Focus: speed + validation, not maximum spindle throughput
- Typical local lead time: 3–7 business days (complex 5-axis/Ti: 7–14 days)
Mass Production (Validated Drawings, Fixed CAM/Fixture, SPC Process)
- Dominant delays: third-party special processes, WIP queues, raw material replenishment, logistics
- Fixed CAM/fixture/FAI validation = low recurring setup time, predictable spindle cycles
- Focus: consistent cycle time + repeatable quality
- Typical local repeat batch lead time: 5–10 business days (excluding exotic alloys/regulatory validation)
Regulated Parts (Aero/Medical/Semiconductor) Extra Lead Time Factors
- NADCAP / AMS certified heat treat, passivation, plating cycles + audit logs
- Full 100% CMM, DPI, CT/X-Ray NDT, helium leak testing
- UDI marking validation, ISO13485 device history records, AS9102 FAIR, PPAP, DHF documentation
- Full material traceability validation (MTR, heat lot, XRF alloy verification)
- Regulatory corrective action cycles, prime customer engineering approval gates
- Cleanroom manufacturing constraints (limited shift schedules, validated tooling)
- Add 5–15 business days minimum to baseline lead time for full regulated validation cycles
Global Sourcing (Asian CNC Suppliers) Lead Time Considerations
- Ex-Factory Asia Lead Time: standard 3-axis aluminum ~7–10 business days; precision 5-axis/Ti ~15–25 business days
- Transit Lead Time
- Ocean Freight (FOB): 25–40 days (plus customs clearance, local delivery: +3–7 days)
- Air Freight: 3–7 days (premium cost, faster emergency orders)
- Lunar New Year shutdown (4–6 weeks pre/post holiday): add 2+ weeks lead time buffer
- Hidden Delays: incomplete RoHS/REACH/DFARS documentation, HS code misclassification, tariff audits, currency/payment processing delays
- Mitigation: formal SLA lead time agreements, DDP terms, rolling 12-week forecasts, dual sourcing critical SKUs, quarterly DFM reviews
- Always define lead time clearly in contracts: ex-factory lead time vs total landed lead time (including transit/customs)
Real-World Example: 5-Axis Ti6Al4V Medical Spinal Cage Batch
Breakdown
- DFM review + GD&T validation + CAM simulation: 3 days
- Ti ELI billet prep + stress relief pre-treatment + fixture setup: 4 days
- 5-axis SLM blank finish machining + in-process probing: 4 days
- HIP + beta annealing + cleanroom electropolish: 5 days
- CMM GD&T + NDT/CT inspection + UDI marking validation: 4 days
- Medical documentation + cleanroom packaging: 2 days
- Internal WIP queue overlap (concurrent processing where possible)
Total Elapsed Lead Time (Local Domestic): ~18 business days
- Actual spindle runtime ≈ 16 hours (only ~4% of total elapsed lead time)
- Most lead time consumed by thermal processing, regulated inspection, validation, and documentation

FAQ
Why is spindle runtime such a small fraction of total CNC lead time?
Most elapsed time is consumed by pre-production validation, special processes (heat treat/HIP), regulated inspection/NDT, documentation, WIP queue/wait time, and third-party vendor cycles—not actual cutting time, especially for precision/regulated parts.
How to quote CNC lead time accurately for customers?
Break down line-item lead time phases, specify if quoted lead time is ex-factory, include buffer for third-party processes/regulatory validation, flag revision risk, and add seasonality/holiday buffers (e.g., Chinese New Year). Always include a formal SLA with change-order rules.
How much buffer time should I add to baseline CNC lead time?
- Standard domestic non-regulated: 15–20% buffer
- Regulated/aero/medical: 30–50% buffer
- Asia ocean freight: 2 weeks minimum buffer, 3 weeks around Lunar New Year
- NPI prototype: 50% buffer due to potential rework/DFM changes
What is the fastest way to reduce total CNC lead time?
Lock CAD drawings with formal ECO control, complete DFM review + FAI validation upfront, schedule third-party special processes (heat treat, NDT) in parallel where possible, use validated repeat CAM/fixture setups, and reduce unnecessary 100% full-batch CMM inspection via SPC sampling.
Can I run CNC machining and heat treat/coating in parallel?
Only non-critical finishing steps can run in parallel. Primary thermal cycles (stress relief, HIP) must run before final precision CNC finishing to prevent dimensional drift. Coating cannot run over critical mating GD&T surfaces without masking validation.
How do I model CNC lead time for MRP/ERP systems?
Create multi-level BOM routings with each process step (CAM, fixture, heat treat, inspection) as a defined operation with fixed lead times, account for work center queue time, and set separate routings for prototype vs mass production. Update quarterly with actual shop-floor cycle data.
What’s the difference between production lead time and total landed lead time?
Production lead time = ex-factory manufacturing/processing days only. Total landed lead time = full cycle including inspection, packaging, transit, customs, receiving inspection, and quality approval. Always plan to the total landed lead time for MRP scheduling.
How to manage urgent rush CNC orders?
Identify non-critical inspection/finishing steps that can switch to sampling SPC validation, use validated repeat CAM/fixture setups, avoid rework risk, use air freight, and confirm SLA rush pricing in writing. Never rush regulated aero/medical NDT/FAI validation steps.
How do I track CNC WIP lead time in a job shop environment?
Use MES/manufacturing execution software to log job travelers, operation start/finish timestamps, track bottleneck workcenters (5-axis mills, CMM, heat treat), and generate daily WIP aging reports. Assign unique job IDs for full traceability.
How does batch size affect CNC lead time?
Larger validated repeat batches reduce per-unit setup overhead but increase total elapsed batch cycle time and WIP queue time. Small prototype batches have high fixed validation overhead but shorter elapsed run time. Use split-lot production for regulated parts to balance validation and throughput.
Quick CNC Lead Time Estimation Checklist
Pre-Production Lead Time
DFM/GD&T review complete, CAD drawing locked with formal ECO revision control
CAM simulation validated, post-processor verified, 5-axis collision checked
Raw material billet ordered (exotic alloys with validated MTR), pre-stress-relieved if needed
Fixture/tooling setup scheduled, dry run validated
Regulated FAI/PPAP documentation template pre-approved
Machining & Post-Processing Lead Time
Schedule third-party heat treat/HIP/NDT/coating vendors in advance, confirm vendor lead times
On-machine probing/SPC validation setup, reduce unnecessary full-batch 100% CMM inspection
Mask critical GD&T surfaces for coating/finishing, formal masking SOP created
Define thermal processing sequence (HIP/stress relief before final precision finishing)
Cleanroom/UDI traceability marking SOP validated for regulated batches
Inspection & Documentation Lead Time
Create pre-filled batch traveler, MTR/CoC, FAIR/AS9102 templates
Schedule CMM/NDT testing to avoid end-of-week bottlenecks
Regulated batches: pre-align QA validation criteria with prime customer QA
Rework contingency buffer added to total lead time
Formal SLA lead time agreement with supplier (ex-factory vs landed)
Logistics & Seasonal Lead Time
Incoterms (DDP/FOB) defined, export/compliance docs prepared
Seasonal/holiday buffer added (Lunar New Year, peak production cycles)
MRP/ERP lead time parameters updated with actual shop data
Rolling 12-week forecast shared with key suppliers for capacity planning
Final receiving inspection cycle time included in MRP planning
Closing Wrap-Up
Total CNC lead time is a multi-phase pipeline, not just spindle run time. The biggest variability comes from pre-production validation, regulated special processes, third-party vendor queues, drawing revisions, and global logistics—not direct machining time.
Accurate lead time planning requires breaking down each phase, separating prototype vs mass production routings, adding appropriate risk buffers, locking CAD revisions, and formalizing SLA agreements with suppliers. This reduces rush costs, missed launches, and costly production downtime while maintaining quality and compliance.
If you share your specific part specs (material, complexity, batch size, regulatory requirements, domestic/Asia sourcing), I can build a customized 4-week lead time breakdown and MRP routing template.