Published:Zorapid.Ltd
Core Definitions & Key Use Case Context
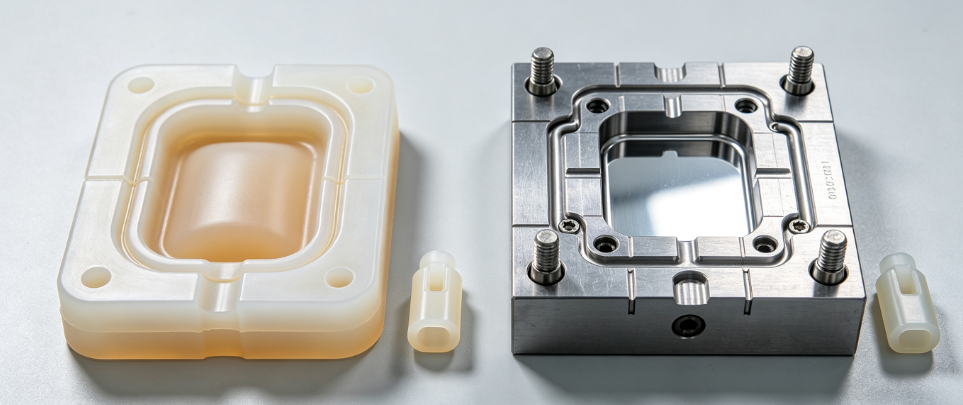
Silicone Molding (Urethane Casting / Vacuum Casting)
- Process: Make a master pattern (3D print, CNC, hand model) → create a two-part RTV (room-temperature vulcanizing) silicone rubber mold → cast liquid two-part polyurethane (PU) resin, epoxy, or soft TPE-like resins under vacuum (to reduce bubbles) → cure at ambient/low temperature, demold by hand
- Target: low volume prototype runs, soft plastics, custom geometries, pre-production validation, aesthetic parts (typically 10–50 copies per silicone mold)
- No high-pressure injection; ambient/low-temp cure, manual or semi-automated casting
CNC Machined Mold Molding (Rapid Aluminum/Epoxy/Steel Mold – Low-Volume Injection Molding)
- Process: CNC mill an aluminum (most common), P20 soft steel, or epoxy tooling mold core/cavity → fit to a small injection molder → inject thermoplastic pellets (ABS, PC, PP, TPU, POM) under heat + pressure, standard plastic injection molding cycle
- Target: pre-production validation, pilot production, engineering verification, end-use rigid thermoplastic parts (typically hundreds to a few thousand copies per CNC aluminum mold)
- Standard thermoplastics, high-pressure melt injection, automated cycle production
Key Shared Goal
Produce plastic parts for NPI validation, fit checks, marketing samples, field test units, or limited production runs before full production hardened steel tooling.
- Small batch range definition: ~10 to 500 units (varies by industry: consumer goods, medical, automotive, industrial equipment)
- Core decision factors: material type (thermoset urethane vs true thermoplastic), accuracy, surface quality, end-use durability, timeline, cost, compliance
Fundamental Differences
| Characteristic | Silicone RTV Mold (Vacuum Casting) | CNC Mold (Aluminum Rapid Injection Mold) |
|---|---|---|
| Base Material | RTV silicone rubber (soft, flexible) | Aluminum (7075/6061), epoxy, soft steel (rigid) |
| Plastic Material Type | Thermoset resins (polyurethane, epoxy, soft urethanes, simulated TPE/ABS) – not true thermoplastics | Standard thermoplastics (ABS, PP, PC, POM, TPU, PA, PEEK) – production-grade materials |
| Curing Method | Room-temperature/low-temp chemical cure, vacuum degassing | High heat + pressure melt injection, automated cooling cycle |
| Demolding | Manual peel/hand demold (flexible mold) | Ejector pin automated demold (rigid mold) |
| Primary Workflow | Master pattern → silicone mold → manual vacuum casting | CAD → 3/5-axis CNC mill mold → injection molding |
| Batch Sweet Spot | 10–50 parts per mold | 100–1000+ parts per aluminum mold |
Cost Breakdown (Upfront & Per-Part)
Silicone RTV Mold
- Upfront Cost: Low
- Master pattern (3D print/CNC prototype: $50–$300) + silicone material + mold framing = $200–$800 typical mold cost
- No formal mold base, injection press, or complex gating/runner design required
- Per-Part Cost: Higher (manual labor, expensive two-part urethane resin, slow cycles, waste mixing material)
- Typical: $10–$50 / part (depends on size/resin type)
- Cost Curve: Economical only for very small runs (<50 units); cost per part does NOT drop significantly with volume (labor-intensive)
- Revisions: Fast & cheap – modify master pattern, make a new silicone mold quickly
CNC Aluminum Rapid Mold
- Upfront Cost: Moderate-High
- CAD + 3/5-axis CNC machining, mold base, gating, ejectors, cooling lines, mold validation = $3,000–$15,000 typical (aluminum prototype mold)
- Requires injection molding machine setup, DFM validation, FAI testing
- Per-Part Cost: Much lower after amortization (automated cycles, standard pellet resin, fast cycles)
- Typical: $1–$5 / part for rigid thermoplastics at 500+ volume
- Cost Curve: Poor for <50 units (high fixed cost); improves dramatically above ~100–200 units
- Revisions: Higher cost – re-CNC machine mold geometry, re-validate molding parameters
Cycle Time, Lead Time & Production Speed
Silicone RTV Mold
- Lead Time: Very fast (1–3 days total for simple geometry)
- Master pattern + silicone mold making (1–2 days), first parts available quickly
- Cure cycle: several hours per batch (urethane cure time), manual mixing/vacuum process, 1–4 parts per day (manual process)
- Not feasible for fast mass throughput
- Great for rapid prototype validation, design iterations, aesthetic mockups
CNC Aluminum Mold
- Lead Time: Moderate (1–3 weeks typical)
- DFM review, CNC machining, mold fitting, injection process validation, DOE parameter runs
- Automated injection cycles: 30–60 second cycles (standard injection molding speed), hundreds of parts/day once validated
- Slow NPI ramp-up but fast steady-state throughput once validated
- Allows true production cycle validation (molding shrinkage, warpage, cooling, gating effects)
Material Compatibility & Surface Finish
Silicone RTV Mold
- Great for: soft elastomer-like urethanes, clear resins, colored aesthetic parts, simulated overmolds, textured organic shapes
- Can replicate fine textures (matte, skin texture) from the master pattern
- Cannot use standard thermoplastic pellets, high-temperature engineering plastics, or long-term structural materials
- Limitations:
- Urethane thermosets have different material properties (UV resistance, creep, fatigue, shrinkage) vs real thermoplastics
- Risk of air bubbles, visible seam lines, resin cure variability
- Clear urethane may yellow over time (not equivalent to production-grade clear PC/PMMA)
- No consistent glass fiber-filled engineering resins
CNC Aluminum Mold
- True production thermoplastics (ABS, PP, PC, PA, glass-filled grades, medical-grade resins, TPU elastomers)
- Validated shrinkage, additives, colorants, glass fillers, UV stabilizers
- Can apply mold textures (CNC engraved, chemical etch, laser texture), high gloss finishes, consistent cosmetic quality
- Can produce true overmolding, multi-shot, tight cosmetic specs
- Limitations: complex deep organic lattices/undercuts require expensive complex 5-axis CNC mold geometry
Dimensional Accuracy & Repeatability
Silicone RTV Mold
- Baseline Accuracy: Moderate, variable
- Driven by master pattern accuracy + silicone mold flexure + urethane cure shrinkage (typically ±0.1–0.5mm, anisotropic shrinkage)
- Flexible silicone expands/stretches during demolding, causing drift across batches
- Poor repeatability across multiple mold copies, drift after ~20–50 pulls (silicone fatigue, swelling from resin chemicals)
- Not suitable for critical fit, snap-fit, threaded, precision GD&T engineering components (long-term assembly risk)
- Sensitive to temperature/humidity, cure time variation
CNC Aluminum Mold
- Baseline Accuracy: High, consistent
- Controlled thermoplastic shrinkage via mold compensation, validated DOE molding parameters, CMM/3D scan validation
- Aluminum rigid tooling: ±0.02–0.05mm repeatability (for validated aluminum molds)
- SPC capable (Cpk ≥1.33) for CTQ features, consistent across hundreds of cycles
- Can validate long-term warpage, residual stress, assembly fit, automated snap-fit performance
- Critical for IATF16949/ISO13485 regulated pilot parts (traceable, repeatable process)
Tool Life & Batch Size Limits
Silicone RTV Mold
- Typical Life: ~10–50 pulls (variable)
- Silicone swells, degrades, tears, absorbs urethane resin over time, loses texture detail, develops micro-cracks
- Each new design iteration requires a new silicone mold
- Not suitable for sustained repeat production; for prototype validation only
- Material: platinum-cure silicone lasts longer than tin-cure silicone
CNC Aluminum Mold
- Typical Life: ~10,000–100,000 pulls (aluminum 7075)
- Far longer tool life; can be repaired/reworked, polished, re-textured
- Suitable for pilot production, seasonal limited runs, field validation, and can be used as a bridge mold while hardened steel production molds are built
- Can support glass-filled engineering resins (with wear coatings)
- Still lower life than P20/H13 hardened steel (mass production molds)
Design Freedom & DFM Constraints
Silicone RTV Mold
- Excellent for complex organic geometry, deep undercuts, lattices, thin walls, curved ergonomic shapes, one-piece organic designs
- Flexible silicone enables easy demolding of complex undercuts without expensive side actions/slides
- Great for consumer ergonomic enclosures, art/design parts, medical prototype anatomy shapes
- Not for rigid precision snap fits, threaded features, thin structural ribs, sharp fine details, or multi-material rigid assemblies
- Wall thickness must be thicker to avoid urethane curing defects
- Must account for resin cure shrinkage and silicone flexure
CNC Aluminum Mold
- Standard DFM injection molding rules: uniform wall thickness, proper draft angles, radii, gating locations, shrinkage compensation, engineered ribs/snap fits
- Can add side actions, lifters, undercut mechanisms, core pulls (higher cost for complex 5-axis geometry)
- Validated DFM for true mass-production mold design (pre-verifies gate marks, warpage, sink marks, knit lines)
- Allows standard draft angles, consistent wall thickness, proper cooling layout
- Pure deep freeform lattices/complex organic undercuts add significant 5-axis CNC cost and cycle time
Regulatory & Compliance Considerations
Silicone RTV Mold
- Difficult for regulated (ISO13485, FDA, medical, aerospace, automotive IATF16949) serial validation
- Thermoset urethane ≠ production material; no formal material lot traceability, inconsistent batches, manual process variation
- Can be used for form/fit prototype validation, but not clinical/field regulatory validation
- Difficult to achieve formal FAI/PPAP/biocompatibility validation
CNC Aluminum Mold
- Full traceable injection molding workflow, validated material lots, SPC/FAI/PPAP/AS9102, formal material specs (FDA, RoHS, ISO13485, IATF16949)
- Validated thermoplastic resin batches, formal process validation, biocompatibility/sterilization testing possible
- Can generate formal production-quality documentation for regulatory submissions, pilot clinical trials, automotive validation
- Full MES batch traceability, formal mold change control (ECO)
Common Defects & Troubleshooting
Silicone RTV Mold Defects
- Bubbles/Voids: inadequate vacuum degassing, improper resin mixing, moisture contamination
- Fix: full vacuum cycle, dry master/mold, correct resin mixing ratio, platinum cure silicone
- Seam Lines / Flash: poor mold parting line design, soft silicone flex
- Fix: clean master parting line, rigid mold frame, precise mold assembly
- Dimensional Drift / Warpage: urethane cure shrinkage, silicone flex, ambient temp variation
- Fix: controlled environment, validated master pattern, limit mold pull count
- Surface Degradation: tin-cure silicone swelling/resin degradation
- Fix: switch to platinum-cure silicone, validate resin compatibility
CNC Aluminum Mold Defects
- Sink Marks / Warpage: poor gating, cooling layout, incorrect molding parameters, shrinkage mismatch
- Fix: mold flow simulation (Moldflow), DOE parameter runs, add cooling lines, adjust gate location
- Flash / Burring: mold gap mismatch, worn mold edges, excessive injection pressure
- Fix: CNC rework mold parting lines, validate clamping force, optimize injection parameters
- Cosmetic Texture Variation: inconsistent mold polish/texture
- Fix: standardized mold surface finishing, validated texture etching/laser texturing
- Short Shots: incorrect pressure/temperature, inadequate gating
- Fix: mold flow simulation, validated injection process parameters
Ideal Application Match Matrix
| Scenario | Preferred Method | Rationale |
|---|---|---|
| <25 units, aesthetic mockups, marketing samples, organic ergonomic shapes, quick design iterations | Silicone RTV Vacuum Casting (Platinum Cure) | Fast, low upfront cost, great complex geometry, non-engineering validation |
| 25–100 units, form/fit checks, soft TPE-like prototypes, non-critical consumer aesthetic runs | Silicone (if aesthetics/geometry priority) / Simple CNC aluminum mold (if true thermoplastic needed) | Balance speed, cost, material validation needs |
| 100–1000 units, pilot validation, engineering structural parts, snap-fit assemblies, regulated auto/medical pilot runs, true thermoplastic material validation | CNC Aluminum Rapid Injection Mold | True production material, repeatable GD&T, regulatory traceability, better total landed cost at higher volume |
| Field test validation, seasonal limited runs, bridge production while hard steel molds are built | CNC Aluminum Rapid Mold | Validated process, consistent quality, can transition to hardened steel tooling |
| Long-term mass production (>100k units) | Hardened Steel Mold (not either) | Lower per-unit cost, higher durability |
Quick Checklist
Small Batch Mold Selection Checklist
Confirm target batch volume (<50 vs >100), material type (thermoset urethane vs true thermoplastic)
CTQ specs: critical GD&T/snap-fit/assembly tolerances, regulatory requirements (ISO13485/IATF16949)
Confirm timeline: <1 week prototype = silicone; multi-week pilot validation = CNC aluminum mold
Aesthetic/organic geometry: evaluate platinum-cure silicone vacuum casting
Structural/regulated/thermoplastic pilot parts: validate CNC aluminum mold DFM + FAI/PPAP
Create formal SPC validation if regulated pilot runs (CNC mold only)
Document tool revision control (ECO), traceability, material batch records
Do NOT use silicone urethane parts for long-term structural/medical end-use applications
FAQ
What is the difference between tin-cure and platinum-cure silicone molds?
Tin-cure silicone = low cost, shorter life, prone to swelling/resin inhibition, ~10–20 pulls. Platinum-cure silicone = higher cost, longer life, better chemical resistance, fewer cure inhibition issues, ~30–50 pulls (recommended for prototype vacuum casting).
Can silicone urethane parts be used for medical end-use?
Generally no for permanent/implant medical devices—these are thermoset custom resins, not validated ISO 10993 biocompatible thermoplastics, and lack consistent batch traceability. Only for non-clinical form/fit prototypes.
How many parts make CNC aluminum molds cost-effective vs silicone molds?
Typically ~100+ validated thermoplastic pilot parts, where the per-part automated injection cost offsets the higher fixed CNC mold cost; below this volume silicone casting is usually cheaper for non-critical aesthetic prototypes.
Can CNC aluminum molds make clear optical parts?
Yes, with high-gloss mirror CNC finishing and validated injection molding parameters (PMMA/PC), but formal optical validation is required; silicone urethane clear parts cannot match production optical quality.
Does silicone casting produce true injection-molded plastic?
No—urethane vacuum casting is a thermoset casting process, not thermoplastic injection molding; material properties (creep, fatigue, UV, shrinkage) differ significantly from production plastics.
How to reduce silicone mold dimensional drift?
Use a rigid mold frame, platinum cure silicone, controlled temperature/humidity environment, limit pull count, and validate master pattern shrinkage first.
Closing Summary
- Silicone RTV Molding: Best for ultra-small aesthetic/form-fit prototype runs (<50 parts), fast design iterations, complex organic geometry, visual mockups, non-structural validation. Not for precision engineering, regulated end-use, or sustained production.
- CNC Aluminum Rapid Injection Molding: Best for pilot runs (100–1000+ parts), true thermoplastic validation, critical fit/snap-fit assemblies, regulated pilot production, and formal DFM/molding process validation before hardened steel mass molds.
- Hybrid Approach: Use silicone vacuum casting for early NPI aesthetic/ergonomic validation, then transition to validated CNC aluminum bridge molds for production pilot validation to balance speed, cost, and quality.