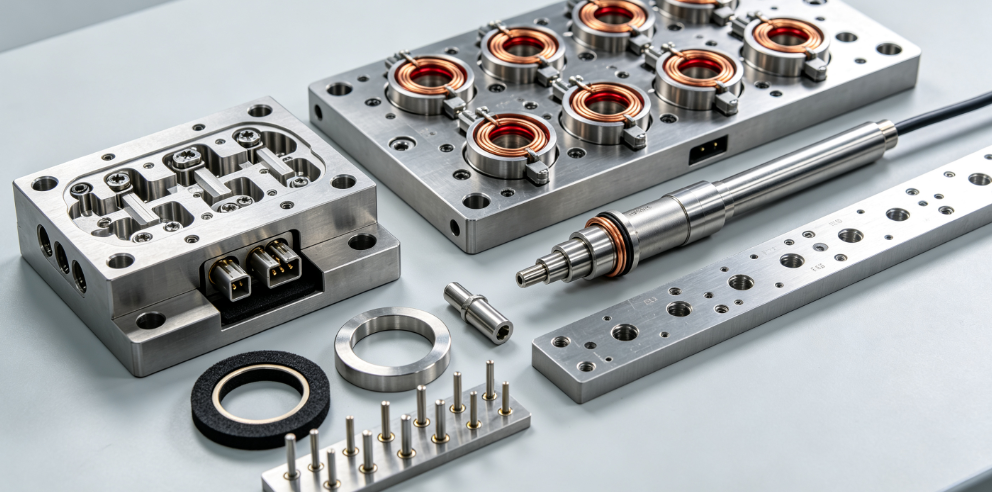
When it comes to metal components for end-use applications, Zorapid tailors manufacturing processes ranging from conventional CNC machining and sheet metal fabrication to additive manufacturing, fully adapting to product specifications and customer end requirements.
To help you select the optimal solution for your next project, our engineering team has summarized various manufacturing processes, covering core advantages, available materials and the limitations of each process.
Metal 3D printing processes: Direct Metal Laser Sintering (DMLS) and Binder Jetting.
Metal 3D printing and CNC machining are not mutually exclusive; instead, they complement each other. Many engineers and designers machine DMLS metal parts with reserved allowances to achieve tighter tolerances and desired post-treatment finishes, such as sandblasting and polishing.

DMLS enables the fabrication of complex geometries nearly unachievable by conventional manufacturing. Sintered metal parts deliver strength and density comparable to cast components, with rapid lead time for production.
Common Materials
Aluminum alloy, 17-4 stainless steel, 316L stainless steel, mold steel, nickel-based alloy, titanium alloy, etc.
Applicable project scenarios
Metal components with complex geometries.
Aftermarket and replacement parts for legacy systems.
Functional test components and prototypes.
Disadvantages and Limitations of DMLS
DMLS material, laser and sintering factors govern precision and part quality, inducing cracks, pores, deformation and uneven microstructures.
Powder properties (particle size, density, thermal expansion, flowability) affect part defects; size and density dominate dimensional accuracy.
Sintering parameters influence residual stress, interlayer bonding, shrinkage, warpage and cracking of sintered parts.
This technology produces intricate metal parts with fine structures, yet its material performance falls below conventional manufacturing.
DMLS parts feature high residual stress, micropores, microcracks and low density, weakening mechanical strength for direct end-use.
Such defects restrict its application, necessitating post-processing to improve part performance.

Binder Jetting is a 3D printing alternative with key DMLS advantages, including high strength and wear resistance.
Common Materials
Copper-Infiltrated Stainless Steel (60% 420 / 316L Stainless Steel, 40% Bronze)
Applicable project scenarios
Low-cost, complex metal components.
Parts oversized for DMLS build platforms.
High wear resistance (thermal, chemical and mechanical stress included).
Tolerance note: Parts may shrink by approximately 1–2% during secondary furnace heating.
Disadvantages and Limitations of Binder Jetting
Compared with MIM and extrusion, binder jetting fabricates low-density metal and ceramic parts. Low powder initial density hinders full densification after sintering.
Binder jetting’s two-step workflow — printing followed by sintering — is cumbersome and time-consuming compared with direct metal additive manufacturing technologies.
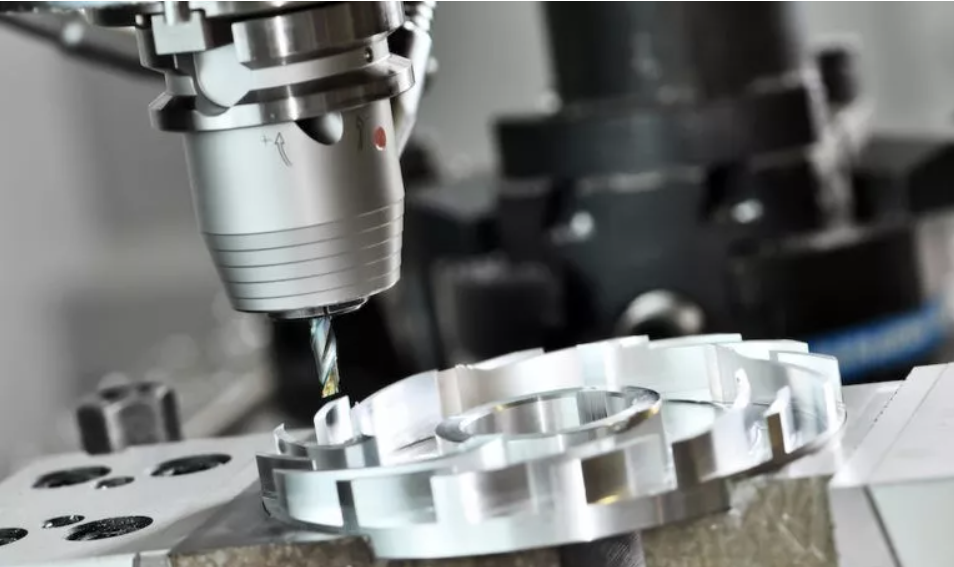
CNC machining offers high-precision parts, wide material range, tight tolerances and diverse finishes, suited for tooling and end-use components.
Common Materials
Aluminum, brass, carbon steel, copper, stainless steel, etc.
Best suited for applicable projects
High-grade production materials and premium cosmetic requirements.
Strict tolerance control.
Mass production capacity (up to 10,000 pieces).
Custom polishing and diversified surface finishes; multiple processing options including anodizing, passivation, electroplating, powder coating, electroforming and vacuum PVD.
Disadvantages and Limitations of CNC Machining
Conventional CNC lags 3D printing in cost and lead time for undercut, complex cavity and lattice hollow parts.