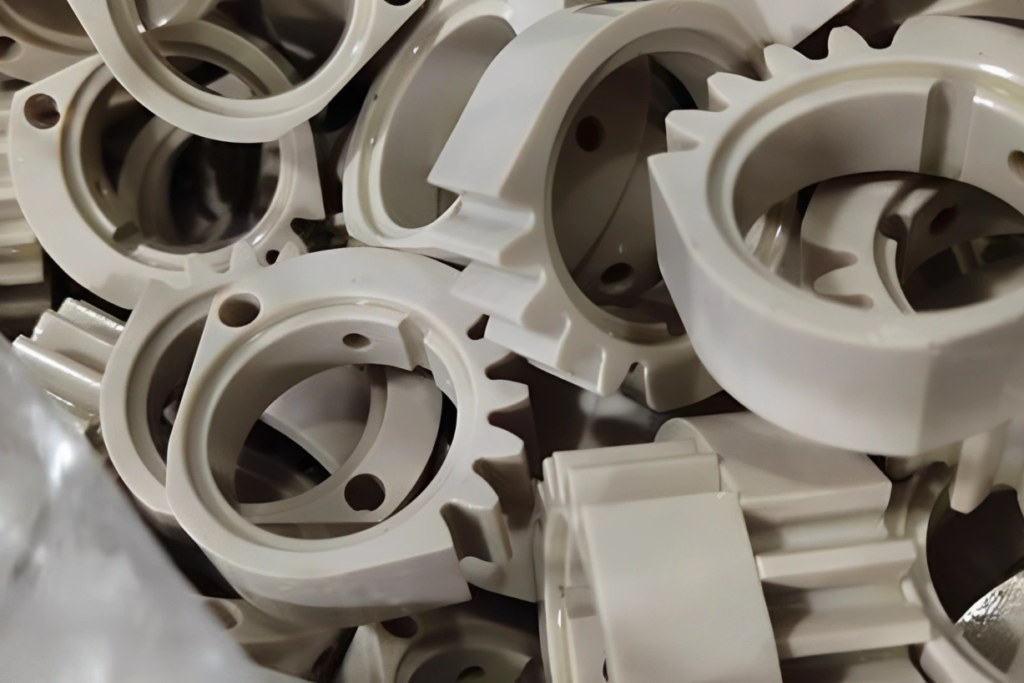
PEEK machined parts are widely used in industries that demand extremely high performance, durability and precision.
PEEK (Polyether Ether Ketone) is a high-performance engineering thermoplastic with excellent strength, chemical resistance and thermal stability.
Its properties suit demanding applications across medical, aerospace, automotive and electronics industries.
The real advantage lies in the ability to produce a variety of custom PEEK parts using CNC machining technology. CNC machining enables manufacturers to fabricate complex geometries with tight tolerances, consistent repeatable quality and smooth surface finishes.
Precision matters for implants, structural parts and electrical insulators.
This article introduces PEEK machined parts and explains their processing methods. It covers CNC machining technology (https://zorapid.com/cnc-machining), common applications, and practical machining tips.
It boosts manufacturing efficiency and reliability via cost control and design optimization.

What are PEEK machined parts?
PEEK machined parts are CNC-fabricated PEEK components via milling, turning, drilling and boring.
These machined parts are widely used in products requiring high-strength and chemically resistant materials. Learn more about materials
Unlike standard plastics, PEEK retains mechanical strength under high heat and corrosive chemicals.
It is ideal for components used in harsh environments.
Machined PEEK Grades
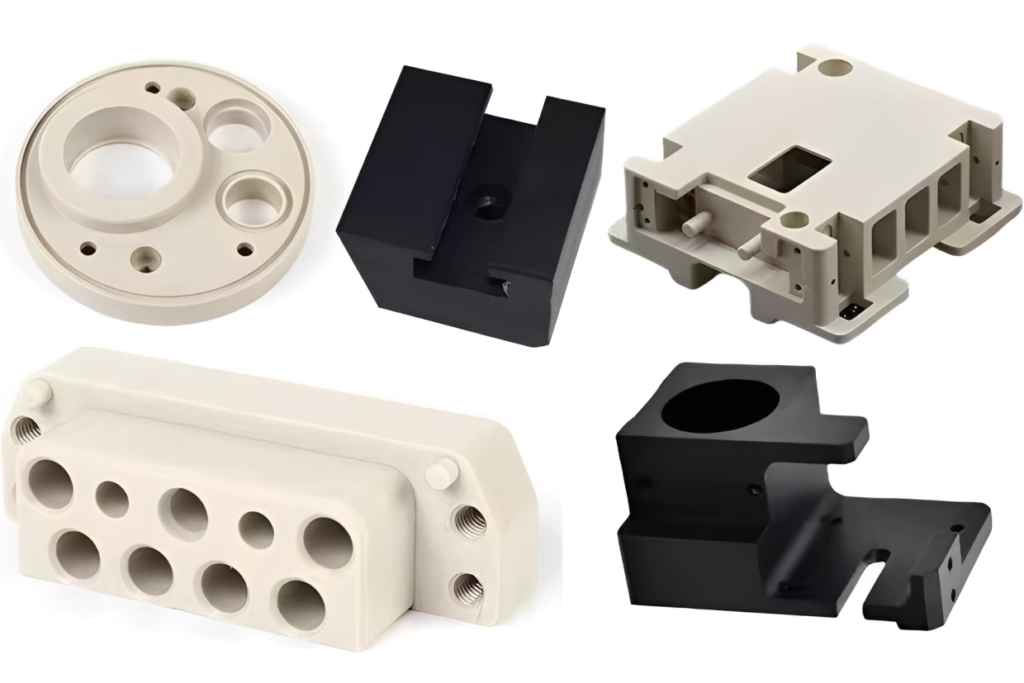
Here are PEEK grades for specific application needs.
Industrial Grade PEEK
Used for structural parts, sealing components and wear-resistant parts. This grade delivers reliable mechanical strength and chemical resistance for general engineering applications. It is widely adopted for custom PEEK components in industrial and automotive fields.
Medical Grade PEEK
With excellent biocompatibility and sterilization resistance, this material is widely used in implants and surgical instruments. In accordance with medical PEEK specifications, it is suitable for long-term medical applications under repeated sterilization cycles.
Filled PEEK
This grade is ideal for applications requiring higher rigidity or a lower coefficient of thermal expansion.
Machining filled PEEK requires harder cutting tools and optimized machining parameters.
Fillers boost stiffness and stability, but speed up tool wear.
CNC Machining Technology of PEEK
PEEK is heat-sensitive, softens from excess friction — needs careful machining.
Poor processing conditions may cause deformation, burrs and dimensional instability.
For tight tolerances and consistent quality, these machining methods work best.
Standard Milling and Turning
Precision-machined PEEK parts are typically manufactured by standard milling and turning processes. Low-temperature cutting is required to avoid surface melting and deformation. Sharp carbide cutting tools, moderate cutting speed and stable feed rate help produce dimensionally stable parts with clean, sharp edges.
Precision Boring and Drilling
Precision drilling and boring keep tight hole tolerances, ideal for medical and aerospace parts.
PEEK creates continuous chips; proper removal preserves accuracy. Boring follows drilling to refine hole size and surface finish.
Tool Selection and Cutting Parameters
Tool choice dictates machining quality. Carbide tools standard, diamond-coated for high-end tasks. Optimized feed, spindle speed and cut depth cut heat and extend tool life.
Surface Finishing
Precision finishing improves machining accuracy and part reliability. Deburring, chamfering and polishing smooth edges and surfaces. Good finishing improves part fit and lowers stress concentration.
Case Study: Machining of Medical-Grade PEEK Guide Sleeve
A medical device manufacturer required long, thin-walled medical-grade PEEK guide sleeves. Tight tolerances are achievable, but thin‑walled PEEK mainly struggles with stress‑relief deformation.

Key Challenges
Thin-walled PEEK parts easily deform during machining.
Internal stress release affects dimensional stability.
It is difficult to maintain geometric consistency throughout multi-step machining processes.
Stable inner bore quality must be maintained even after material stress relaxation.
Solution
Adopt a multi-stage CNC machining strategy to control stress and maintain dimensional stability.
The process includes:
- Mechanical machining to remove bulk material and form the primary geometry.
- Gradual dimensional refinement through semi-finishing.
- Multiple finishing passes to achieve tight tolerances.
- Fixture release and re-clamping at intermediate stages to gradually relieve internal stress.
- Adjust machining parameters to reduce heat buildup and machining deformation.
| It minimizes stress concentration during machining and improves dimensional control accuracy. |
Functional Verification
The optimized machining process delivers higher efficiency with consistent, high-quality output, suitable for medical applications.
Achieved Results:
- Tolerance: Compliant with ISO 2768-F fine tolerance grade.
- Bore Accuracy: Precision-machined inner bore.
- Surface Finish: Smooth polished internal and external surfaces.
- Repeatability: Consistent dimensional performance across production batches.
- Application Suitability: Fully applicable to medical-grade polymer components.
| If you encounter similar deformation issues with PEEK or other engineering plastic parts, Zorapid’s engineers are ready to assist. We can review your design and evaluate machining feasibility. |
Advantages, Limitations and Cost Considerations of Machined PEEK Parts
Understanding the advantages and limitations of materials helps engineers select the right material for specific applications.
Advantages of Machined PEEK Parts
- High strength-to-weight ratio: PEEK delivers metal-grade strength with light weight.
- Excellent wear resistance: Performs effectively in high-friction environments.
- Chemical stability: Features outstanding resistance to corrosive chemicals and solvents.
- High temperature resistance: Retains mechanical properties under extreme high temperatures.
Limitations of Machined PEEK Parts
Its disadvantages may include:
- High material cost: PEEK is considerably expensive compared with general-purpose plastics.
- Tool wear: Fillers will accelerate the wear of cutting tools.
- Thermal sensitivity: Poor cutting conditions can warp PEEK parts.
Cost Considerations
Machining costs of PEEK are affected by multiple factors:
- Raw material cost: PEEK costs more than Delrin and PMMA.
- Machining time: Low cutting speeds lead to longer production cycles.
- Tool wear: Frequent tool replacement increases operational costs.
- Prototype testing: Prototyping helps avoid costly production errors.
| Although machined PEEK is not the lowest-cost option, its performance justifies the cost for critical applications. |
Applications of Machined PEEK Parts
Ideal for automotive friction and high-temp wear parts. Low wear, chemical resistant; fits harsh environments for bearings, seals, bushings, valves.
Medical Industry
Medical-grade PEEK is one of the major application forms of PEEK. For implants and surgical instruments, PEEK features excellent biocompatibility and sterilization resistance.Retains strength through repeated sterilization, ideal for long-term in-body use. Common custom PEEK components include spinal implants, orthopedic assemblies, and surgical instrument handles.
Aerospace Industry
Machined PEEK parts are highly favored in the aerospace sector for their lightweight properties and heat resistance. These traits cut aircraft weight and boost structural reliability under load. Typical products include brackets, insulators and cable protectors.
Automotive Engineering
Widely used for automotive friction and high-temperature wear parts. Low wear and great chemical resistance suit harsh conditions; typical uses: bearings, seals, bushings, valves.
Electronics Industry
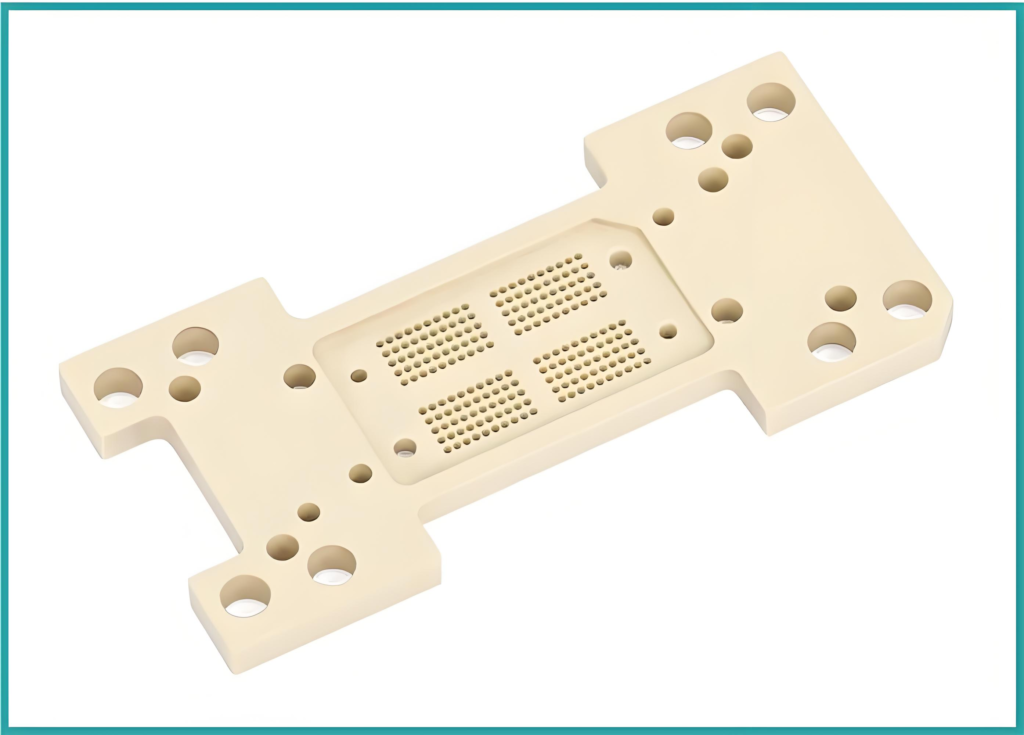
PEEK delivers outstanding electrical insulation and dimensional accuracy, making it well-suited for precision electronic components. It performs reliably in fields with strict requirements for electrical safety and temperature resistance. Typical applications include connectors, insulators and semiconductor parts.
High-Quality Tips for PEEK CNC Machining
Reliable machined PEEK parts require strict control of machining conditions and consistent setup. Proper thermal management, cutting tools and process parameters ensure dimensional precision and surface quality.

Thermal Management
Heat buildup is the top challenge in PEEK machining. High heat softens material and causes dimensional errors. Optimized cutting speed, coolant flow and feed rate reduce thermal stress and stabilize parts.
Proper Fixturing
Flexible fixtures reduce vibration and boost accuracy; poor fixturing causes dimension errors and uneven surface finish. Firm clamping ensures uniformity for high-precision machining.
Tool Wear Prevention
Tool wear hurts efficiency and surface quality. Sharp carbide or diamond inserts keep clean cuts; regular tool checks and changes reduce defects and extend tool life.
Prototype Testing & Pre-production
Prototype testing before full production catches machining issues early. Preliminary testing may reveal deformation caused by heat, tolerance deviations or surface finish issues. Resolving these problems at the prototype stage can greatly reduce production risks and overall costs.
Optimization of Cutting Parameters
Optimizing cutting parameters improves machining stability and part consistency. Proper cutting speed, steady feed rate and gradual cutting depth help control chip formation and reduce internal stress. Optimized parameter settings deliver consistent machining results in repetitive production.
Summary
| Machined components made of PEEK are vital for industries with extremely high requirements for reliability, durability and precision. It maintains mechanical strength at high temperatures, resists corrosive chemicals, and delivers excellent dimensional stability, making it a preferred material across a wide range of industries. |
| PEEK CNC machining requires effective thermal control, proper tool selection, optimized cutting parameters and precise fixturing. When these factors are properly managed, manufacturers can achieve tight tolerances, smooth surface finish and long-term part performance. |
| Zorapid is capable of high-precision machining of various industrial PEEK parts. Our team is committed to delivering consistent and reliable product quality, backed by highly competitive CNC machining control technology and decades of experience in processing high-performance polymer materials. You can upload your design drawings for free DFM review prior to production. |

FAQ
Lead time for CNC PEEK parts?
Prototyping takes 3–7 days and batch production 2–3 weeks, based on part complexity and quantity. Lead time varies with tight tolerances, complex shapes, material grades, processes and inspection rules; early design optimization shortens overall delivery time.
What are the limitations when machining thin-walled or complex PEEK components?
Deformation may occur due to heat accumulation and machining forces. Features such as deep cavities, sharp corners and ultra-thin sections can complicate the machining process and extend production time. Maintaining uniform wall thickness and adopting optimal cutting parameters help improve precision and structural stability.
For CNC machining applications, how should engineers choose between PEEK, Delrin and PMMA?
Material selection depends on performance requirements:
- PEEK: Suitable for high-temperature, high-performance and chemical-resistant applications.
- Delrin (POM): Ideal for low-friction and cost-effective components.
- PMMA (Acrylic): Used for transparent components requiring optical clarity.
| Material selection depends on operating conditions, performance requirements and cost factors. |


