The Ultimate Guide to Mastering Unruly Chips
Let’s be real: Long, stringy chips are every machinist’s worst nightmare. They jam flutes, weld to tools, scratch surfaces, and force constant stops to clear debris. But what if you could turn that chaos into control?
Enter chip-breaking end mills—the game-changing tools designed to shatter unmanageable chips into tiny, evacuable pieces. At Zorapid, we don’t just use these tools; we engineer custom chip-breaking geometries that tackle the toughest materials and scenarios most shops run from.
In this guide, we’re diving deep into chip-breaking end mill geometry, real-world advantages, and why Zorapid is the only partner you need for chip-control chaos.
Chip-Breaking End Mills: The Engineering Behind the Geometry
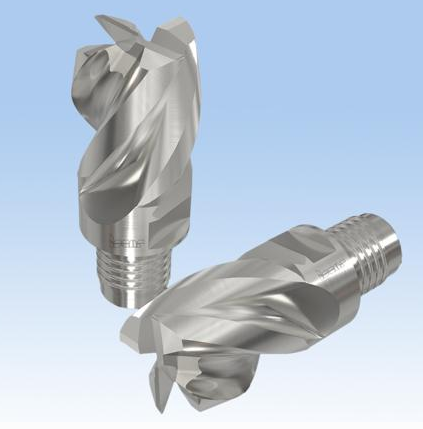
A chip-breaking end mill isn’t just a “regular end mill with notches”—it’s a precision-engineered tool with targeted geometric features that manipulate chip formation at the source. Let’s break down the critical design elements (no boring textbook jargon, promise).
Core Geometric Features
Precision-machined recesses along the cutting edge—the heart of the design. These grooves disrupt continuous chip flow, forcing long ribbons to snap into small, uniform segments (typically 5–15mm long). Groove depth, width, and spacing are material-specific: deeper, sharper grooves for tough alloys (titanium, Inconel); shallower, wider grooves for soft metals (aluminum, brass).
Variable Pitch & Differential HelixUnequal flute spacing and non-uniform helix angles (35°–45° standard) eliminate harmonic vibration. This means no chatter, no uneven chip load, and smoother cuts—even in deep cavities or thin-walled parts.
Reinforced Cutting EdgesThickened rake faces and honed edge prep (0.02–0.05mm radius) prevent chipping, even at high feeds. Unlike standard end mills, these tools handle interrupted cuts and heavy roughing without breaking.

Optimized Flute GeometryWider, deeper flutes with polished surfaces boost chip evacuation by 30–50%. No more clogging in deep slots or blind pockets—coolant flows freely, and chips flush out instantly.

How It Works (In Plain English)
When the tool cuts, the chip flows along the rake face—until it hits the chip-breaker groove. The groove forces the chip to bend sharply, creating a stress fracture that snaps it into small pieces. These tiny chips are light, rigid, and easy to evacuate—no more tangled messes or recutting disasters.
The Zorapid Edge: What Others Can’t Do, We Master
Most shops use off-the-shelf chip breakers that work for basic steel—but fail miserably on tough materials or complex parts. At Zorapid, we custom-engineer chip-breaking geometries for your exact job, solving problems others call impossible.
Our Unmatched Chip-Control Capabilities
Extreme Material Toughness: Machining Ti-6Al-4V, Inconel 718, and HRC 50+ hardened steel with consistent chip breaking—no tool welding, no stringy chips, no downtime.
Micro & Deep Cavity Mastery: Drilling φ0.5mm micro-holes and machining 20:1 deep-width ratio cavities with perfect chip evacuation—standard tools clog instantly here.
Thin-Wall Stability: Machining 0.3–0.5mm thin walls with zero chatter or deflection—our variable-pitch geometry keeps cuts smooth, even at high feeds.
Custom Geometry for Exotics: We design unique chip-breaker profiles for niche materials (copper, brass, PEEK, and aerospace superalloys)—no off-the-shelf tool can match this precision.

Bottom Line: If your chips are too long, too sticky, or too tough for standard tools, Zorapid builds the chip-breaking end mill that fixes it—guaranteed.
Materials We Dominate: From Soft Aluminum to Superalloys
Chip-breaking end mills aren’t one-size-fits-all. Different materials produce wildly different chips, and our geometries are tuned for each material’s unique behavior.
Our Full Material Range (With Chip Type & Solution)
| Material Group | Common Grades | Chip Behavior | Zorapid Chip-Breaker Design |
|---|---|---|---|
| Aluminum Alloys | 6061, 7075, 5052 | Long, sticky, stringy (welds to tools) | Shallow, wide grooves + polished flutes → tiny, powdery chips; no adhesion |
| Stainless Steel | 304, 316L, 17-4PH | Tough, curled, heat-hardening | Medium-depth grooves + TiAlN coating → short, rigid chips; reduced heat |
| Titanium Alloys | Ti-6Al-4V (Grade 5), Grade 23 | Stringy, highly reactive (welds instantly) | Deep, aggressive grooves + high-pressure coolant → brittle, broken chips; no welding |
| Hardened Steel | HRC 40–55, H13, S136 | Short, abrasive, high-heat | Narrow, sharp grooves + CBN coating → micro-chips; minimal wear |
| Superalloys | Inconel 718, Hastelloy X | Gummy, heat-trapping, tough | Variable-pitch grooves + reinforced edges → controlled fracture; no chatter |
| Non-Ferrous | Copper, Brass, Bronze | Soft, long, easily tangled | Ultra-shallow grooves + DLC coating → fine, loose chips; no clogging |
No material is too exotic—we’ve engineered chip-breaking solutions for every tough material in modern manufacturing.
Real-World Case Study: Aerospace Titanium Component
Project: 5-axis aerospace structural bracket
Material: Ti-6Al-4V (Grade 5)
Challenge: Standard end mills produced 30cm+ stringy chips that jammed flutes, welded to tools, and scratched the part. Downtime reached 40%; tool life was just 2–3 parts.
Zorapid’s Custom Solution
- Custom Chip-Breaker Geometry: Deep, aggressive grooves (1.2mm depth) + variable pitch (38°/42° helix) to shatter titanium’s stringy chips.
- Tooling: 12mm solid carbide end mill (4-flute, AlCrN coating) for heat resistance.
- Parameters: 50 m/min speed, 0.2 mm/tooth feed, 2mm depth of cut + 80 bar high-pressure coolant.
Results That Speak for Themselves
- Chip Control: Chips broken to 5–8mm uniform segments—zero jamming, zero welding.
- Tool Life: Increased 300% (from 2–3 parts to 9–10 parts per tool).
- Downtime: Cut by 90% (from 40% to 4%—no more manual chip clearing).
- Surface Finish: Ra 0.25 μm (no scratches, no recutting marks).
- Customer Feedback: “We’ve struggled with titanium chips for years—Zorapid’s custom tool eliminated the problem entirely.”

Applications: Where Chip-Breaking End Mills Shine Bright
Chip control isn’t just a “nice-to-have”—it’s critical for efficiency, quality, and safety in these high-demand scenarios:
Aerospace & Defense
- Structural brackets, landing gear parts (titanium, Inconel)
- Deep cavity mold components for jet engine parts
- Thin-wall satellite components (aluminum, titanium)
Medical Manufacturing
- Implant fixtures (Ti-6Al-4V ELI)
- Surgical instrument bodies (stainless steel)
- Micro-fluidic channels (copper, PEEK)
Mold & Die
- Deep injection mold cavities (HRC 48–52 steel)
- Sharp-cornered forging dies (hardened steel)
- Thin-wall blow mold components
Automotive
- Racing engine components (aluminum, titanium)
- Transmission gear housings (stainless steel)
- EV battery tray molds (large aluminum)
General CNC Machining
- High-volume roughing (steel, aluminum)
- Unattended/automated machining (no manual chip clearing)
- Deep slotting and pocketing (any material)
Delivery Speed: Fast Custom Tools, Faster Production
We know downtime costs money—so we deliver custom chip-breaking end mills and machined parts faster than anyone in the game.
- Custom Tool Design & Build: 3–5 days for unique chip-breaking geometries (no waiting weeks for off-the-shelf tools).
- Rapid Prototyping Parts: 24–48 hours for 1–5 chip-controlled components.
- Small Batch Production: 3–5 days for 10–500 parts (no chip-related stops).
- High-Volume Runs: 7–15 days for 1,000+ parts (consistent chip control, 99.7% on-time delivery).
How we do it: In-house tooling design, dedicated CNC cells for chip-breaking tools, and a streamlined process from DFM analysis to final inspection.
Why Choose Zorapid for Chip-Breaking End Mills & Machining?
We’re not just another tool shop or CNC house—we’re your chip-control problem solvers. Here’s why global manufacturers trust us:
- Custom Chip-Breaking Expertise: 10+ years engineering custom geometries for tough materials—we don’t sell “one-size-fits-all” tools.
- Unmatched Process Stability: Our tools cut downtime by 70–90% and boost tool life by 200–300%—saving you money on every job.
- Premium Tooling & Coatings: Solid carbide substrates + TiAlN/AlCrN/DLC coatings for maximum heat resistance and durability.
- Full-Service Support: From tool design and DFM analysis to machining, finishing, and inspection—we handle everything.
- Global Quality Standards: ISO 9001, AS9100 (aerospace), ISO 13485 (medical) certified—your parts meet the strictest international requirements.
- No MOQ Hassles: 1 custom tool or 1 part—we specialize in low-volume, high-mix chip-control projects.
At Zorapid, we don’t just break chips—we break the barriers slowing down your production.
Final Thoughts: Master Chips, Master Machining
Long, unruly chips don’t have to be a fact of life. With Zorapid’s custom chip-breaking end mills, you can turn chaotic chip messes into small, manageable segments that keep your process running smooth, fast, and profitable.
While other shops struggle with downtime, tool failure, and poor surface quality, we engineer the perfect chip-breaking solution for your exact material, part, and parameters.
Ready to eliminate chip-related chaos for good? Get in touch with our team today for a free consultation, custom tool design, or quote.
FAQ: Your Chip-Breaking End Mill Questions Answered
QWhat’s the biggest mistake shops make with chip breakers?
Using off-the-shelf tools for tough materials! A standard chip breaker for steel will fail catastrophically on titanium or Inconel—you need a custom geometry tuned to the material.
Can chip-breaking end mills improve surface finish?
Absolutely! By eliminating chip recutting and scratches, our tools deliver Ra 0.15–0.4 μm finishes—far better than standard end mills.
Are custom chip-breaking tools more expensive?
Initially, yes—but they pay for themselves in days. With 3x longer tool life and 90% less downtime, you’ll save money on tool replacements and lost production.
Do you offer regrinding for chip-breaking end mills?
Yes! We provide precision regrinding that restores the original chip-breaking geometry—saving you money on new tools.
What’s the maximum depth of cut for chip-breaking end mills?
It depends on the material, but our custom tools handle 2–5mm roughing depths (steel/titanium) and 0.5–1mm finishing depths—no clogging, no deflection.


