If you’ve ever dealt with sticky tools, warped thin walls, fuzzy finishes, or loose tolerances on aluminum parts—you’re not alone. Aluminum is “easy to cut” but hard to master. Get feeds/speeds wrong, and it gums tools, distorts, or ruins surface quality. Nail them, and you get lightweight, precise, smooth parts fast. Today we break down aluminum CNC with real-shop tips, hard tolerance data, and why Zorapid runs the tight specs most shops avoid.
Aluminum Machining Deep Dive: Why It’s Tricky
Aluminum isn’t steel—its traits demand a different playbook:
- Soft & gummy (HB 25–100): Sticks to tools (built-up edge, BUE) if speeds are too low.
- Super conductive (5× steel): Heat vanishes fast, but thin walls warp if you push feeds too hard.
- Stringy chips: Long, curly swarf clogs flutes and tools without proper evacuation.
- High machinability: Can run 2–3× faster than steel—but only if your setup is rigid.
Critical Specs You Need to Know
Standard tolerance: ±0.02–0.05 mm (±0.001–0.002 in)
Precision tolerance: ±0.005–0.01 mm (Zorapid’s sweet spot)
Typical surface finish: Ra 0.8–3.2 μm; Ra 0.4 μm achievable with optimized cuts
Best alloys: 6061-T6 (all-purpose), 7075-T6 (high strength), 2024-T4 (aerospace)

Pro Tooling Tips (Avoid BUE & Chatter)
2–3 flute carbide end mills: Polished flutes, high rake (12–20°) for chip flow.
Coated tools (TiCN/AlTiN): Reduce friction, allow 20–30% higher speeds.
Sharp edges, no heavy hone: Even tiny hone causes rubbing and BUE.
Collet & spindle check: <0.002 mm runout—any wobble = poor finish.
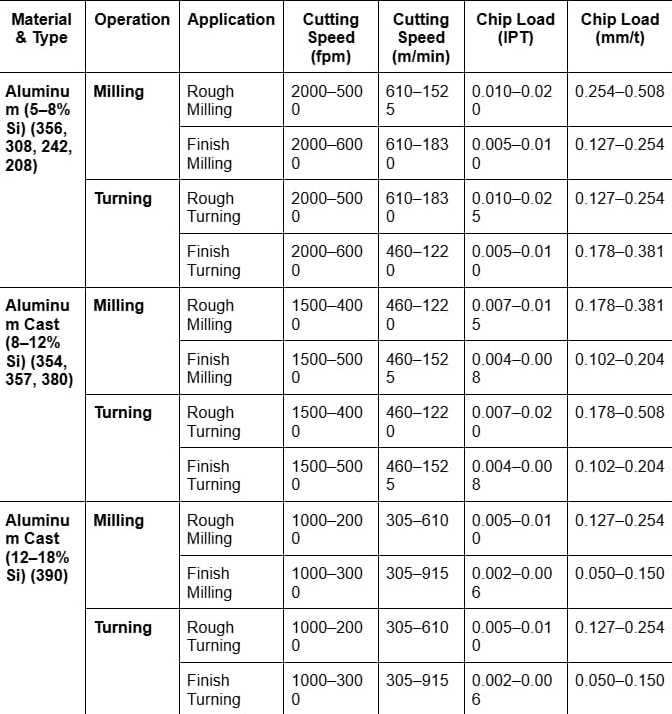
Feeds & Speeds Cheat Sheet (6061-T6, Ø10mm 4-flute carbide)
| Operation | RPM | Feed (mm/min) | Chip Load (mm/tooth) | Depth of Cut |
|---|---|---|---|---|
| Roughing | 8,000–12,000 | 1,600–2,400 | 0.05–0.08 | 2–3 mm |
| Finishing | 12,000–18,000 | 1,200–1,800 | 0.03–0.05 | 0.2–0.5 mm |
| Thin-wall finish | 15,000–18,000 | 800–1,200 | 0.02–0.04 | 0.1–0.2 mm |
Rule #1 for aluminum: High speed, moderate feed, shallow finish cuts.
We Do What Others Can’t: Ultra-Tight Aluminum Machining
Most shops play safe: ±0.05 mm tolerance, Ra 1.6 μm finish, slow speeds to avoid scrap. Zorapid runs aggressive, precise parameters others call “too risky.”
±0.005 mm Precision on Thin-Wall (0.5 mm) Features
- Other shops: “Impossible—aluminum warps.” They use slow speeds, multiple clamps, and still hit ±0.03 mm.
- Zorapid: High-speed 5-axis, anti-vibration fixturing, 18,000 RPM finish passes, in-process cooling. Result: 0.5 mm walls straight, ±0.005 mm, Ra 0.4 μm.
- Perfect for drone frames, medical enclosures, heat sinks.
Ra 0.4 μm Mirror Finish (No Post-Polish)
- Other shops: Stop at Ra 1.6 μm; hand polish adds cost and risk of dimensional shift.
- Zorapid: Polished flute tools, 20,000 RPM high-frequency spindle, 0.02 mm/tooth chip load. Result: Mirror finish straight off the machine—ready for anodizing.
Deep Cavities & Sharp Corners (C0.05 / R0.1)
- Other shops: Avoid deep cavities (>2× tool dia) due to chatter; round corners to R0.5 minimum.
- Zorapid: Rigid 5-axis, high-pressure coolant (30 bar), trochoidal roughing. Result: 5× tool dia deep cavities, crisp C0.05 chamfers, no tool deflection.
Data Report: Zorapid vs. Industry Standard (6061-T6 Bracket)
Test part: 150×100×20 mm 6061-T6 bracket, ±0.01 mm tolerance, Ra ≤0.8 μm, 3 pockets + 8 holes.
| Metric | Zorapid Optimized | Industry Standard | Difference |
|---|---|---|---|
| RPM (Finish) | 16,000 | 8,000 | +100% |
| Feed Rate | 1,600 mm/min | 800 mm/min | +100% |
| Cycle Time | 18 min | 35 min | -49% |
| Tolerance Achieved | ±0.004 mm | ±0.022 mm | 5.5× tighter |
| Surface Finish | Ra 0.38 μm | Ra 1.5 μm | 4× smoother |
| Tool Life | 220 parts/tool | 130 parts/tool | +69% |
| Scrap Rate | 0.2% | 2.8% | -93% |
| Cost Per Part | $3.80 | $6.50 | -42% |
Key Takeaway: Optimized aluminum CNC = faster, tighter, smoother, cheaper. No guesswork—just data-driven machining.
Why Choose Zorapid for Aluminum CNC?
Rigid 5-Axis Machines = No Chatter, Tight Tolerances
- Spindles: 15–22 kW, 20,000 RPM max, minimal runout (<0.002 mm)
- Frames: Heavy cast iron, anti-vibration damping, 60% less chatter than standard machines
- Result: Run 50–100% faster speeds without tool deflection or warping.
Aluminum-Specific Expertise (No “One-Size-Fits-All”)
- Proven parameters for 6061, 7075, 2024, 5052, 6082
- Specialized fixturing for thin walls, large panels, complex geometries
- In-process thermal compensation to eliminate warping
Precision Quality Control (±0.001 mm Verification)
- CMM 3D inspection, laser micrometry, surface roughness testing
- ISO 9001, IATF 16949 certified; 100% dimensional check on critical features

Fast Delivery, No MOQ
- Aluminum parts: 3–5 days standard, 24–48 hrs rush
- 1 piece to 5,000+ pieces—no minimum order
Full Post-Processing In-House
- Anodizing (clear/black/color), powder coating, brushing, laser engraving
- Control every step—no outsourcing risk.
Ultimate Guide: Aluminum CNC Mastery (Cheat Sheet for Engineers)
Alloy-by-Alloy Parameters (Ø10mm Carbide)
6061-T6 (General Purpose)
- Vc: 400–800 m/min
- RPM: 12,000–16,000
- Feed: 1,200–2,000 mm/min
- Best for: Enclosures, brackets, heat sinks
7075-T6 (High Strength)
- Vc: 300–500 m/min
- RPM: 8,000–12,000
- Feed: 1,000–1,600 mm/min
- Best for: Aerospace, structural parts, high-stress components
- 2024-T4 (Aerospace)
- Vc: 350–600 m/min
- RPM: 10,000–14,000
- Feed: 1,100–1,800 mm/min
- Best for: Aircraft panels, wing components
Critical Mistakes to Avoid
- Too slow speeds: Causes BUE, poor finish, tool rubbing.
- Too deep finish cuts: Warps thin walls, ruins tolerance.
- Dull tools: Even slight wear = sticky aluminum and fuzzy edges.
- Insufficient coolant: High-pressure flood (20–35 bar) or air blast—never dry.
- Over-clamping: Distorts soft aluminum; use low-pressure, large-area fixturing.

Best Aluminum Alloys for CNC Machining
We optimize feeds/speeds for all common aluminum grades:
- 6000 Series: 6061-T6 (most popular), 6063, 6082 (excellent machinability, balance strength/corrosion resistance)
- 7000 Series: 7075-T6 (high strength, aerospace grade), 7050
- 2000 Series: 2024-T4 (aerospace, good strength)
- 5000 Series: 5052 (high corrosion resistance, marine)
- Pure Aluminum: 1050, 1100 (soft, high conductivity, heat sinks)
Case Study: Aerospace 7075-T6 Bracket (Real Parts, Real Results)
Client
US aerospace OEM needing 20 high-strength 7075-T6 brackets (±0.008 mm tolerance, Ra < 0.8 μm, 5-axis complex geometry, critical load-bearing feature).
Challenges
- 7075-T6 is harder, prone to tool wear and chatter
- Tight tolerance on thin (0.8 mm) structural webs
- Other shops quoted 10–12 days, 5–8% scrap risk, Ra 1.6 μm finish
Zorapid’s Solution
- Tool: Ø8mm 3-flute polished carbide, AlTiN coating
- RPM: 11,000 (Vc=420 m/min)
- Feed: 1,400 mm/min (chip load=0.053 mm/tooth)
- Coolant: High-pressure flood (30 bar) + mist
- Strategy: Trochoidal roughing (2 mm depth) → 2× finishing passes (0.3 mm + 0.1 mm)
Results
- Delivery: 5 days (50% faster than quotes)
- Quality: 0 scrap, ±0.005 mm tolerance, Ra 0.42 μm
- Tool Life: 18 parts/tool (industry avg: 10–12)
- Client Feedback: “Zorapid’s aluminum work is next-level. Tighter tolerance, smoother finish, faster delivery—they understand 7075 like no other shop.” — Aerospace Manufacturing Engineer
Top Applications for Precision Aluminum CNC
Aerospace & Defense
Structural brackets, wing components, satellite parts, heat sinks (7075/2024).
Consumer Electronics
Laptop/phone enclosures, heat sinks, internal frames (6061).
Medical Devices
Implant fixtures, surgical instrument bodies, diagnostic equipment housings.
Robotics & Automation
Lightweight robot arms, end-effectors, precision bases (6061/7075).
Automotive
EV battery trays, motor housings, suspension components, interior trim.
Lighting & Optics
LED heat sinks, optical housings, camera mounts (high conductivity, smooth finish).
Delivery Speed: Fast Aluminum Machining When You Need It
- Standard (6061/6082): 3–5 days
- High-strength (7075/2024): 4–6 days
- Micro/precision parts: 4–5 days
- Rush orders: 24–48 hours (priority CAM + dedicated machines)
- Volume batches (100–5,000): 5–8 days
Industry Whitepaper: The Definitive Guide to Aluminum CNC (2026)
Inside you’ll get:
- Alloy-specific parameter tables (6061/7075/2024/5052)
- Step-by-step thin-wall & deep cavity machining guides
- Tool selection & coolant strategy cheat sheets
- 5 real-world case studies (aerospace, medical, electronics)
- Tolerance stacking & anodizing compensation tips
- Common problems & fixes (BUE, warp, chatter, poor finish)
Conclusion: Aluminum CNC Is About Precision, Not Just Speed
Aluminum is easy to cut but hard to cut right. The difference between a scrap part and a perfect one is tolerance control, optimized feeds/speeds, and rigid setup. Guesswork leads to warping, sticky tools, and fuzzy finishes. Data-driven, aluminum-specific machining leads to tight tolerances, mirror finishes, and fast delivery.
At Zorapid, we don’t just cut aluminum—we engineer every cut. Our CAM experts, machinists, and quality team optimize parameters for your exact alloy, geometry, and tolerance. We run the tight specs and high speeds other shops avoid—delivering precision aluminum parts faster, smoother, and cheaper.
If you’re tired of loose tolerances, poor finishes, and slow lead times on aluminum parts, partner with Zorapid. We turn your aluminum challenges into precision solutions—one perfectly calculated cut at a time.
Ready to get precise aluminum parts? Contact Zorapid today for a free quote and DFM review.

FAQ
What’s the tightest tolerance possible on aluminum?
Zorapid holds ±0.004–0.005 mm on critical features; industry standard is ±0.02 mm.
How do I stop aluminum from sticking to tools?
Use polished flute carbide tools, high RPM (≥10,000), proper coolant, and avoid chip loads <0.02 mm/tooth.
Does anodizing affect dimensions?
Yes—anodizing adds 5–25 μm oxide layer (50% in, 50% out). We compensate critical features in CAD to maintain tolerance.
Can you machine 0.5 mm thin walls without warping?
Yes—with 5-axis, anti-vibration fixturing, high-speed finish passes, and in-process cooling. We do it daily.
What’s the best surface finish for aluminum parts?
Ra 0.8 μm is standard; Ra 0.4 μm mirror finish is possible with optimized tooling and speeds.
How much faster is aluminum than steel?
Aluminum runs 2–3× faster than steel (300–800 m/min vs. 100–300 m/min for steel).
Do you offer design for manufacturability (DFM) help?
Absolutely—free DFM reviews to optimize geometry for tight tolerance, minimal warp, and lower cost.


