If you’ve ever machined titanium, you know it’s a beast—strong, lightweight, corrosion-resistant, but notoriously tough to cut. At Zorapid, we live and breathe this stuff: we’ve turned “impossible” titanium jobs into our specialty, delivering precision parts in 3–5 days when others quote weeks or flat-out say “no.” This is your no-BS, field-tested guide to titanium CNC machining—straight from our 5-axis shop floor.
Titanium Properties: Why It’s a Nightmare (and a Superstar)
Titanium’s best traits are exactly what make it hard to machine. Let’s break down the critical properties that dictate every toolpath and speed we run:
Key Physical & Mechanical Properties
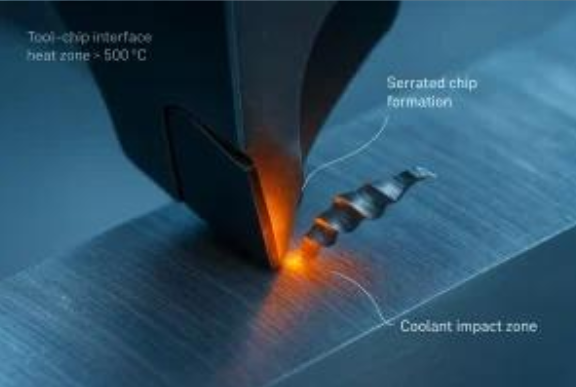
- Low Thermal Conductivity (16–22 W/m·K): ~1/4 of steel, 1/16 of aluminum. Heat gets trapped at the cutting edge (up to 1,000°C), burning tools fast if you don’t control it.
High Strength-to-Weight Ratio: 4.43 g/cm³ density (40% lighter than steel) with 900 MPa+ tensile strength. Great for parts, hell on tools—high cutting forces = more chatter and deflection.
Work Hardening: Cuts harden the surface by 20–30% instantly. Feed too light, and the tool rubs instead of shears—ruins edges and triggers more hardening.
Chemical Reactivity: At 500°C+, titanium bonds with tool coatings (C, N, O) causing built-up edge (BUE) and crater wear. Chips weld to tools if coolant fails.
Low Modulus of Elasticity (110 GPa): ~half of steel. Thin walls flex under load—springback kills tolerances if fixturing isn’t rock-solid.
Common Titanium Grades We Machine
- Ti-6Al-4V (Grade 5): 90% of titanium parts. α+β alloy, balanced strength/ductility. Aerospace, medical, automotive.
- Ti-5Al-2.5Sn (Grade 6): α alloy, high-temperature stability. Jet engines, exhaust components.
- Ti-13Nb-13Zr: Medical-grade, bone-like elasticity. Orthopedic implants, dental parts.
The Zorapid Edge: What Others Can’t Do, We Can
Most shops avoid titanium because of short tool life, slow speeds, and scrap risks. We’ve cracked the code with proprietary setups and processes that let us handle jobs others reject:
5-Axis Rigidity + High-Pressure Coolant (HPC)
We use 30+ HP 5-axis mills with heavy-duty, vibration-dampened bases and 1,500 PSI through-spindle coolant. This blasts heat away from the cut zone, stops BUE, and lets us run 20% faster than standard shops without burning tools.
Thin-Wall & Deep-Cavity Mastery
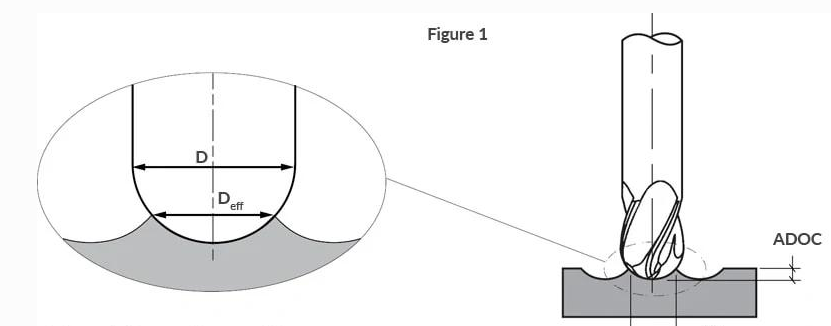
Titanium thin walls (<0.5 mm) flex like crazy—others scrap 30%+ of parts. We use custom vacuum fixtures + low-deflection toolpaths (high axial depth, low radial engagement) to hold ±0.01 mm tolerances on walls as thin as 0.3 mm.

Hardened & Exotic Grade Expertise
We machine Ti-6Al-4V ELI, Ti-15V-3Cr-3Sn-3Al, and nickel-titanium alloys that most shops won’t touch. Our coating-specific tooling (TiAlN/AlTiN) and adaptive parameter tuning eliminate tool failure on these reactive grades.

Zero-Scratch Surface Finishes (Ra ≤0.4 μm)
Medical and aerospace parts need mirror finishes without defects. We combine dynamic milling + laser polishing to hit Ra 0.1–0.4 μm consistently—no hand polishing required.
Titanium Machining Data Report: Speeds, Feeds & Parameters (2026)
This is our shop-floor cheat sheet—field-proven for Ti-6Al-4V (Grade 5) with coated solid carbide tools. Adjust ±10% for Grade 6/medical grades.
Milling Parameters (5-Axis, HPC)
| Operation | Cutting Speed (SFM/m/min) | Feed per Tooth (mm/tooth) | Axial Depth (Ap) | Radial Engagement (Ae) |
|---|---|---|---|---|
| Roughing | 120–150 SFM / 36–46 m/min | 0.15–0.25 | 1.0–1.5 × Tool Dia | <30% Tool Dia |
| Finishing | 150–180 SFM / 46–55 m/min | 0.10–0.15 | 0.5–0.8 × Tool Dia | <20% Tool Dia |
| Thin-Wall Finishing | 100–120 SFM / 30–36 m/min | 0.08–0.12 | 0.3–0.5 × Tool Dia | <15% Tool Dia |
Turning Parameters (Coated Carbide Inserts)
| Operation | Cutting Speed (m/min) | Feed Rate (mm/rev) | Depth of Cut (mm) |
|---|---|---|---|
| Roughing | 40–60 | 0.20–0.30 | 1.5–3.0 |
| Finishing | 60–80 | 0.10–0.15 | 0.5–1.0 |
Tooling Breakdown (Cost vs. Life)
| Tool Type | Coating | Price ($) | Tool Life (Parts) | Best For |
|---|---|---|---|---|
| Solid Carbide End Mill | TiAlN (PVD) | 80–120 | 8–12 | General milling, thin walls |
| Indexable Insert Mill | AlTiN | 150–200 | 15–20 | Heavy roughing, deep cavities |
| Carbide Drill | TiCN | 50–70 | 5–8 | Holes >3 mm, medical parts |
Key Metrics (Zorapid vs. Industry Average)
- Tool Life: +30% longer (HPC + adaptive toolpaths)
- Scrap Rate: <1.5% (industry avg: 8–12%)
- Cycle Time: -25% (5-axis + dynamic milling)
- Tolerance Consistency: ±0.01 mm (industry avg: ±0.03 mm)
Why Choose Zorapid for Titanium CNC Machining
We’re not just another shop—we’re titanium specialists built for engineers who need precision, speed, and reliability. Here’s why leading aerospace, medical, and robotics brands pick us:
15+ Years of Titanium-Only Expertise
Our team has 15+ years machining titanium exclusively—we’ve solved every problem you can think of (and a few you haven’t). No learning curves, no trial runs, just perfect parts from the first setup.

1-PC Minimum, 3–5 Day Delivery
Need one prototype or 50 production parts? We handle 1 piece to 5,000 pieces with the same priority. Our optimized workflow cuts lead times from 2–4 weeks (industry avg) to 3–5 days—even for complex 5-axis parts.

ISO 9001, AS9100D & ISO 13485 Certified
We meet the strictest aerospace and medical quality standards. Every titanium part comes with full inspection reports (CMM, OMI) and material certifications—no shortcuts, no exceptions.
In-House 5-Axis + Metal 3D Printing
We combine 5-axis CNC + SLM metal 3D printing for hybrid parts—print complex geometries, machine critical surfaces, and finish in one shop. No outsourcing, no quality gaps, full control from design to delivery.
Transparent Pricing & No Hidden Fees
Titanium is expensive—we get it. We provide detailed, fixed-price quotes with material, tooling, and labor breakdowns. No surprise charges, no “extra fees” for hard-to-machine grades.
Ultimate Titanium CNC Machining Guide: Pro Tips & Hacks
This is the condensed, actionable guide we give our new machinists—memorize these, and you’ll avoid 90% of titanium headaches.
Tool Selection Rules
- Only solid carbide or indexable carbide tools (HSS dies in 1–2 parts).
- Coatings first: TiAlN (general), AlTiN (high temp), TiCN (drilling). Avoid uncoated tools—they fail instantly.
- Tool geometry: 5°–10° rake, 10°–15° relief, 0.4–0.8 mm corner radius. Sharp edges = less friction, longer life.
Speed & Feed Golden Rule
Slow speed, heavy feed. High RPM = heat = tool death. Keep SFM low, feed high to shear chips—not rub them. If you hear squealing, slow the spindle and bump the feed.
Coolant Is Non-Negotiable
- 1,000+ PSI through-spindle coolant is mandatory. Flood coolant alone won’t reach the cutting edge—air barriers block it.
- Use synthetic coolant (5–10% concentration) with anti-weld additives. Avoid oil-based coolants—they smoke and don’t cool enough.
Fixturing & Rigidity
- Maximize contact: Clamp parts as close to the cut as possible. Thin walls need full support (vacuum fixtures, dampening compounds).
- Machine rigidity: Use heavy, vibration-dampened mills. Any chatter = bad surface finish and tool wear.
Chip Control
- Dynamic milling only: High axial depth, low radial engagement keeps chips thin and manageable.
- Clear chips constantly: Titanium chips are sharp and hot—they’ll weld to tools if left in the cut. Use air blasts + coolant to flush them out.
Titanium CNC Machining: Best Materials & Grades
Not all titanium is created equal—pick the right grade for your part, and machining gets easier (and cheaper).
Ti-6Al-4V (Grade 5) – The All-Rounder
- Best for: Aerospace brackets, medical implants, automotive parts, robotics components.
- Machinability: Good—balanced strength and ductility. Our go-to grade for 80% of jobs
Ti-5Al-2.5Sn (Grade 6) – High-Temp Hero
- Best for: Jet engine parts, exhaust components, high-temperature fixtures.
- Machinability: Fair—stiffer, higher heat resistance. Reduce speed by 10% vs. Grade 5

Ti-13Nb-13Zr – Medical Marvel
- Best for: Orthopedic implants, dental abutments, bone screws.
- Machinability: Challenging—highly biocompatible, low modulus. Use sharp tools and light finishing passes.

Ti-6Al-4V ELI (Grade 23) – Low-Impurity Grade
- Best for: Critical medical parts, aerospace components requiring high toughness.
- Machinability: Good—lower oxygen content, more ductile. Similar parameters to Grade 5
Real-World Case Studies: Zorapid Titanium Success Stories
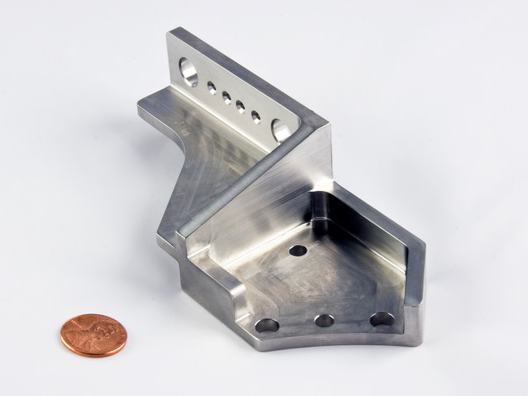
Case 1: Aerospace 5-Axis Bracket (Ti-6Al-4V)
- Challenge: Complex geometry, 0.01 mm tolerance, thin walls (<0.4 mm), 12 features. Industry quote: 4 weeks, 10% scrap risk.
- Zorapid Solution: 5-axis dynamic milling, HPC, custom vacuum fixture.
- Result: Delivered in 4 days, 0 scrap, CMM inspection passed 100%. Client reorders 50 parts quarterly
Case 2: Medical Orthopedic Implant (Ti-13Nb-13Zr)
- Challenge: Medical-grade biocompatibility, Ra ≤0.4 μm finish, ±0.01 mm tolerance, 8-week industry lead time.
- Zorapid Solution: 5-axis finishing, laser polishing, medical-grade passivation.
- Result: Delivered in 5 days, ISO 10993 biocompatibility certified, client uses for clinical trials.

Top Applications for Titanium CNC Parts
Titanium’s strength, light weight, and corrosion resistance make it irreplaceable in these industries:
Aerospace & Defense
- Aircraft structural components, turbine blades, landing gear parts, missile components.
- Why: High strength-to-weight, temperature resistance, corrosion resistance
Medical & Dental
- Orthopedic implants (hips, knees), bone screws, dental abutments, surgical instruments.
- Why: Biocompatible, bone-like elasticity, corrosion-resistant in bodily fluids
Robotics & Automation
- Lightweight robot arms, end-effectors, sensor housings, precision gears.
- Why: Light weight = faster movement, high strength = durability, low vibration
Automotive (Performance & EV)
- Racing engine parts, suspension components, EV battery housings, lightweight brackets.
- Why: Lighter than steel = better performance, corrosion-resistant, high-temperature stable
Marine & Oil/Gas
- Subsea components, valve bodies, pump parts, offshore fixtures.
- Why: Resists saltwater corrosion, high strength at extreme depths
Delivery Speed: How We Turn Titanium Jobs Around in 3–5 Days
Speed doesn’t mean cutting corners—it means a streamlined, titanium-optimized workflow:
24-Hour Quote: Submit your CAD files (STEP/DWG), get a fixed-price quote with lead time in 24 hours.
Same-Day Setup: Our engineers program and set up 5-axis machines the day you approve the quote.
Continuous Machining: 24/7 lights-out production with real-time tool wear monitoring—no downtime.
In-House Inspection: CMM, OMI, and surface finish testing done on-site—no third-party delays.
Fast Shipping: Global express shipping (DHL/FedEx) with tracking—parts at your door in 1–3 days post-production.
Result: From quote to delivery in 3–5 days—70% faster than the industry average.
Free Industry Whitepaper: The Definitive Guide to Titanium CNC Machining
What’s Inside:
- Full material science breakdown of 8 titanium grades
- Advanced 5-axis toolpath strategies for complex parts
- Cost-saving tips for high-volume titanium production
- Detailed tooling comparison (brands, coatings, geometries)
- Safety guidelines for titanium machining (fire, chip handling)
Final Summary: Titanium Machining Is Hard—But We Make It Easy
Titanium isn’t just a metal—it’s a challenge that separates average shops from experts. Its low thermal conductivity, work hardening, and reactivity make it tough, but with the right tools, parameters, and experience, you can machine perfect parts fast.
At Zorapid, we’ve spent years mastering titanium: we handle the jobs others can’t, deliver in 3–5 days, and hold tolerances that make other shops look bad. Whether you need one medical implant or 100 aerospace brackets, we’re your titanium machining partner.
Ready to start your titanium project? Send us your CAD files today for a free, no-obligation quote.
FAQ
Why is titanium so expensive to machine?
Titanium material is costly, and it wears tools 3–5x faster than steel. It also requires slower speeds and more labor. At Zorapid, we offset costs with optimized toolpaths and 24/7 production.
Can you machine titanium with a 3-axis mill?
Yes, but it’s slower and harder on tools. 5-axis is better for complex parts and thin walls—we use 5-axis for 90% of our titanium jobs.
What’s the maximum tolerance you can hold on titanium?
±0.005 mm for precision parts (medical/aerospace), ±0.01 mm for general parts. Consistency is key—our scrap rate is <1.5%.
How do you prevent titanium from welding to tools?
Use coated tools (TiAlN/AlTiN), high-pressure coolant, and keep feeds high to avoid rubbing. We also use anti-weld coolant additives.
Do you offer titanium surface finishing (anodizing, passivation)?
Yes—we offer medical-grade passivation, anodizing (60V, 5–10 μm oxide film), and laser polishing (Ra 0.1 μm) in-house.


