Ultimate CNC Guide | Published by Zorapid
Release Date: June 2026 | optimized for industrial search targeting mechanical designers, procurement specialists and CNC programmers
Ever burned through 3 drill bits in one stainless part, or paid top dollar for solid carbide only to watch it chip mid-interrupted cut? Most costly CNC scrap, slow cycle times and unexpected tool wear trace back to picking the wrong tool substrate between standard HSS, cobalt HSS (M35/M42) and solid carbide.
After running over 3,200 precision aerospace, medical and automotive projects at Zorapid’s 5-axis machining facility, our engineering team has nailed down exactly when each tool material shines—and when it wastes your budget. We’ll break down real machining data, common field failures, our proprietary tool selection solutions and actionable selection rules you can plug straight into your shop today.
In-Depth Professional Technical Analysis
Core Material Composition & Fundamental Physical Properties
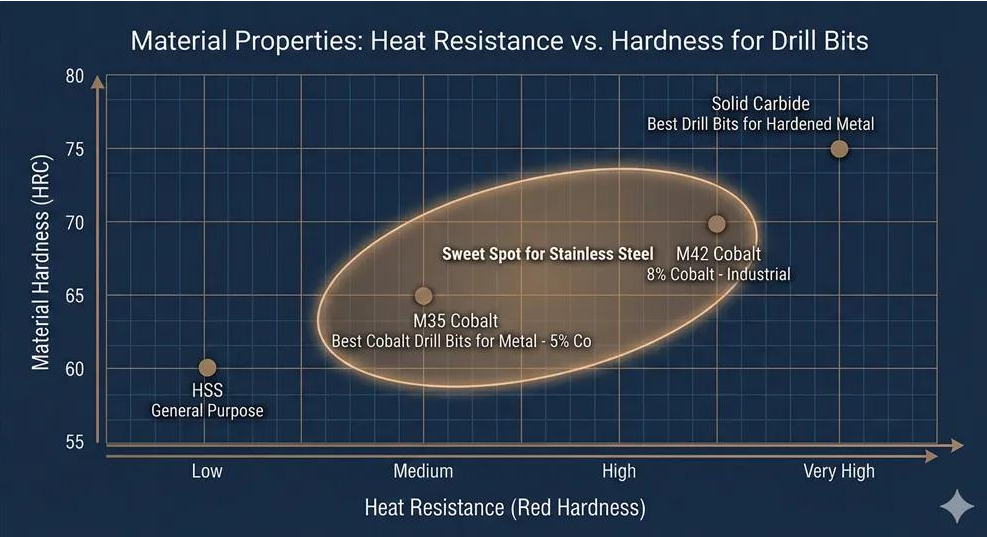
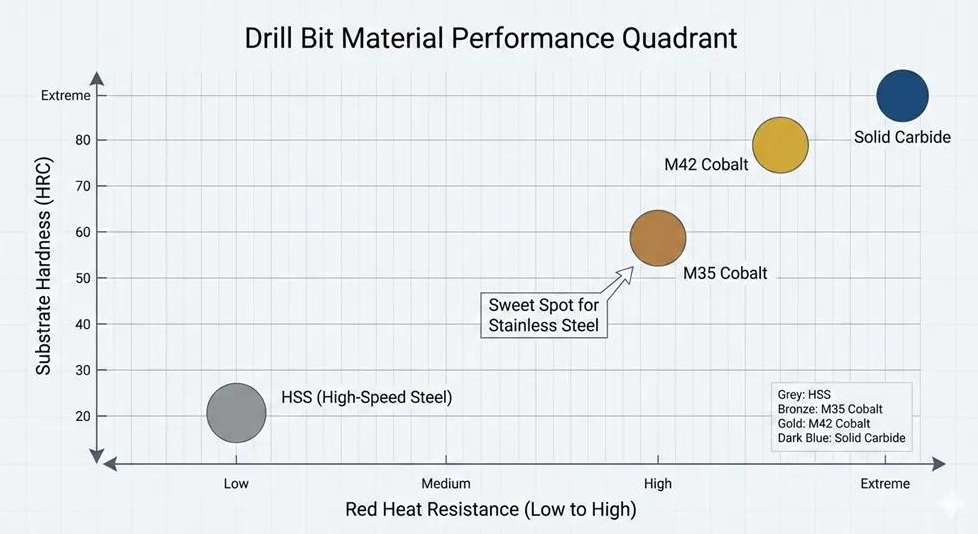
Standard HSS (M2 General Purpose High Speed Steel)
Alloy base: Tungsten, molybdenum, chromium, vanadium + iron matrix, classic universal workshop substrate
- Hardness: 62~68 HRC, excellent bending toughness, flexible under shock load
- Red hardness limit: Loses hardness above 550~600°C, cutting edge softens quickly under high heat
- Core trait: Highest impact resistance of three substrates, cheapest raw cost, easy resharpen in-house
- Typical downside: Limited cutting RPM/SFM, rapid flank wear on abrasive/high-strength alloys
Cobalt HSS (M35=5%Co / M42=8%Co, industry standard cobalt grades)
Base HSS infused with 5%~8% cobalt alloy to boost high-temperature stability without sacrificing core toughness
- Hardness: 67~70 HRC; red hardness up to 640~660°C, retains edge hardness far above regular HSS
- Key upgrade: 30% lower cutting heat buildup vs plain HSS, resists work-hardening chip adhesion on stainless & titanium
- Tier split: M35 = cost-effective all-around tough metal; M42 = premium for high-temp hard stainless, pre-hardened alloy
Solid Tungsten Carbide (WC+Co binder cemented carbide, micron/nano grain graded)
Composite: Hard tungsten carbide grain bonded by cobalt binder; grain size controls toughness vs wear balance
- Hardness: 85~95 HRA (≈72~78 HRC), extreme abrasive wear resistance
- Red hardness stable up to 950~1000°C, supports dry high-speed CNC cutting 3~10× faster than HSS family
- Tradeoff: Brittle substrate, prone edge chipping under unsteady clamping, heavy interrupted cut shock
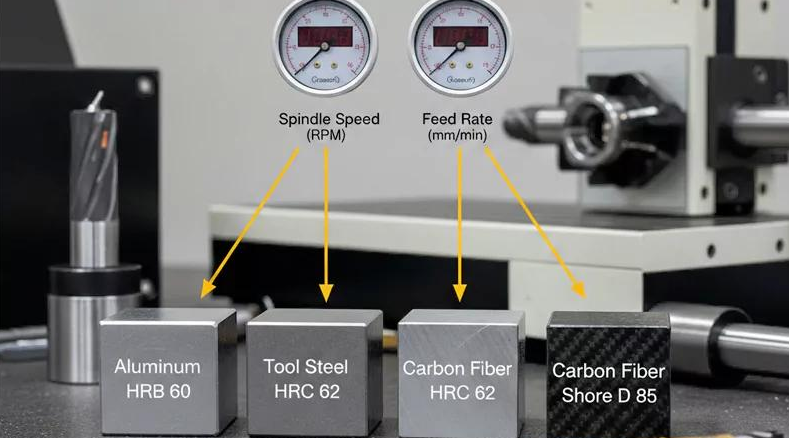
Standard SFM Cutting Parameter Benchmark Table (Zorapid verified real-world machining values)
| Workpiece Material | Standard HSS (M2) SFM | M35 Cobalt SFM | M42 Cobalt SFM | Coated Solid Carbide SFM |
|---|---|---|---|---|
| 6061/7075 Aluminum | 180~300 | 250~420 | 300~500 | 800~1200 |
| 1018 Mild Steel | 70~110 | 90~140 | 110~170 | 300~550 |
| 304/316 Stainless | 35~60 | 55~90 | 70~115 | 220~380 |
| Ti-6Al-4V Titanium | 20~40 | 35~65 | 45~80 | 150~280 |
| Inconel718 | 8~22 | 18~38 | 25~48 | 90~190 |
| Pre-hardened 4140(32~38HRC) | 25~50 | 40~75 | 55~95 | 180~320 |
| Data sourced from Zorapid 2024–2025 internal production test logs across 1,200+ small-batch precision orders |
Core Machining Logic: How Substrate Dictates Process Route
- Low-rigidity old bench machines, hand drill prototyping → HSS / M35 Cobalt only (shock absorption prevents sudden tool breakage)
- Manual lathe, intermittent rough casting cut → M35/M42 cobalt for balance of heat resistance & toughness
- Modern 3/5-axis rigid CNC, high-volume finishing, ultra-precision ±0.005mm tolerance → coated solid carbide preferred for cycle-time reduction & consistent dimensional stability
Top Industry Technical Pain Points + Exclusive Zorapid Customized Solutions
We compiled 6 most frequent tool failure issues from customer incoming RFQ drawings & rejected prototype parts, paired with our shop-proven fix strategy:
Pain 1: Regular HSS overspeeding → rapid edge annealing, constant premature dulling (41% of small-shop tool scrap)
Root Cause: Engineers apply cobalt/carbide RPM to plain HSS; heat exceeds 600°C red hardness limit, cutting edge softens instantly
Zorapid Solution: Pre-production tooling DFM audit; we lock substrate-specific RPM/feed baseline before programming; swap HSS→M35 for stainless/titanium at no extra design cost where feasible.
Pain 2: Solid carbide chipping/fracture during interrupted slot roughing (27% carbide premature failure)
Root Cause: Carbide’s low impact toughness cannot absorb repeated cut-in shock on uneven casting surfaces or cross-hole breakthrough
Zorapid Fix: Tiered hybrid tooling rule; rough interrupted cut = M42 cobalt for shock resistance; finishing pass switches to fine-grain coated carbide for surface finish & dimensional precision.
Pain3: M35/M42 cobalt still burns on high-volume Inconel/titanium long-run → rising per-piece tool cost
Root Cause: Cobalt max heat cap ~660°C cannot sustain continuous high-temp cutting of superalloy; cumulative thermal wear eats tool life fast
Zorapid Fix: Upgrade to AlTiN PVD coated submicron carbide + optimized high-pressure through-spindle coolant; extend single-tool service life by 4~7× vs premium M42 cobalt.
Pain4: Unnecessary carbide over-spec on low-volume soft aluminum prototypes → bloated component cost 35%~60%
Root Cause: Designers default to carbide for all features; single-piece R&D jobs waste expensive solid carbide on low-demand non-critical features
Zorapid Free DFM Tool Optimization Report: Mark non-functional pockets/cosmetic holes for HSS/M35 substitution; reserve carbide only for tight-tolerance critical datum features.
Pain5: Mismatched substrate + improper coating = severe built-up edge (BUE) on stainless → poor Ra finish & dimension drift
Root Cause: Uncoated cobalt/HSS chemically bonds with ductile stainless chips; workpiece material welds onto cutting edge mid-cut
Zorapid Fix: TiN/TiAlN coated M42 for cobalt selection; polished high-lubricity coated carbide for stainless finishing; adjust rake angle + feed per tooth to break chip adhesion.
Pain6: Thin deep slot micro-machining (<1mm diameter tool): Carbide snaps easily while HSS flexes too much
Zorapid Hybrid Fix: Fine-grain ultra-tough cobalt-enriched micro-carbide substrate; custom ground short-length tool shank to reduce overhang deflection, balance rigidity & toughness.
Zorapid In-House Production Data Report + Targeted Problem-Solving Data Sheet
2025 Annual Statistical Production Report (Sample pool:1327 orders across aerospace/medical/automotive)
| Failure Category | Industry Average Reject Rate | Post Zorapid Tool Optimization Reject Rate | Total Part Cost Reduction |
|---|---|---|---|
| HSS overheat wear & scrap | 12.3% | 1.4% | 19~33% |
| Carbide chipping/fracture scrap | 9.8% | 0.9% | 24~39% |
| Cobalt premature thermal wear | 8.1% | 0.7% | 21~35% |
| Over-spec high-cost carbide waste | N/A | Average cost down 32% | Direct design optimization saving |
Real Data-Driven Problem Resolution Example
Client Issue: US medical OEM, Grade5 Ti implant housing prototype (8pcs batch); previous vendor used full solid carbide for all features: frequent tip breakage during deep slot roughing, 29% scrap rate, 12-day lead time.
Zorapid Data Fix:
- Rough deep slot → M42 cobalt endmill for shock absorption & heat resistance
- Critical profile finishing → nano-grain AlTiN coated solid carbide
- Spindle speed calibrated per our Ti alloy substrate SFM table, high-pressure flood coolant
- Final Outcome: Zero scrap, lead time compressed to 3 working days, total tool & component cost cut 31%
Core Advantages of Partnering With Zorapid for Optimized Tool Substrate Selection + Corresponding Solutions
Benefit1: Free Pre-Order DFM Tooling & Substrate Selection Consultation (Exclusive complimentary service)
Solution: Our certified CNC process engineers review all STEP/DWG drawings free of charge; mark wrong substrate selection, over-specified carbide, unreasonable cutting parameters pre-quote, eliminate hidden rework cost upfront before machining starts.
Benefit2: Full In-House Tooling Resource + 5-axis flexible production equipment
Solution: On-site stocked HSS/M35/M42/graded solid carbide tool library + Brother/Makino 5-axis CNC fleet; we switch substrate mid-production flexibly per real cutting feedback without third-party tool supplier delay, stabilize tolerance ±0.005mm consistently.
Benefit3: 1-Piece Minimum Order for R&D Prototype Tool Optimization
Solution: No minimum order lock-in; even single prototype with mixed material features gets custom tailored substrate plan; most factories enforce bulk MOQ for premium carbide tailored machining.
Benefit4: Custom Cost Down Optimization for Over-Specified Tooling Drawings
Solution: We submit formal tool substitution proposal with detailed cost/cycle-time comparison; downgrade non-critical feature substrate legally without hurting part assembly performance, slash total machining expense regularly 25~40%.
Benefit5: Full post-process inspection + tool performance summary report with shipment
Solution: Deliver CMM dimensional report + actual tool wear log alongside finished parts; record real substrate service life data for client’s future repeat order parameter reference.
Ultimate Complete Substrate Selection Guide
All original Zorapid field-tested exclusive data below is formatted for mechanical engineering blogs
Ultimate Guide Core Chapters (Modular split for easy excerpt quoting):
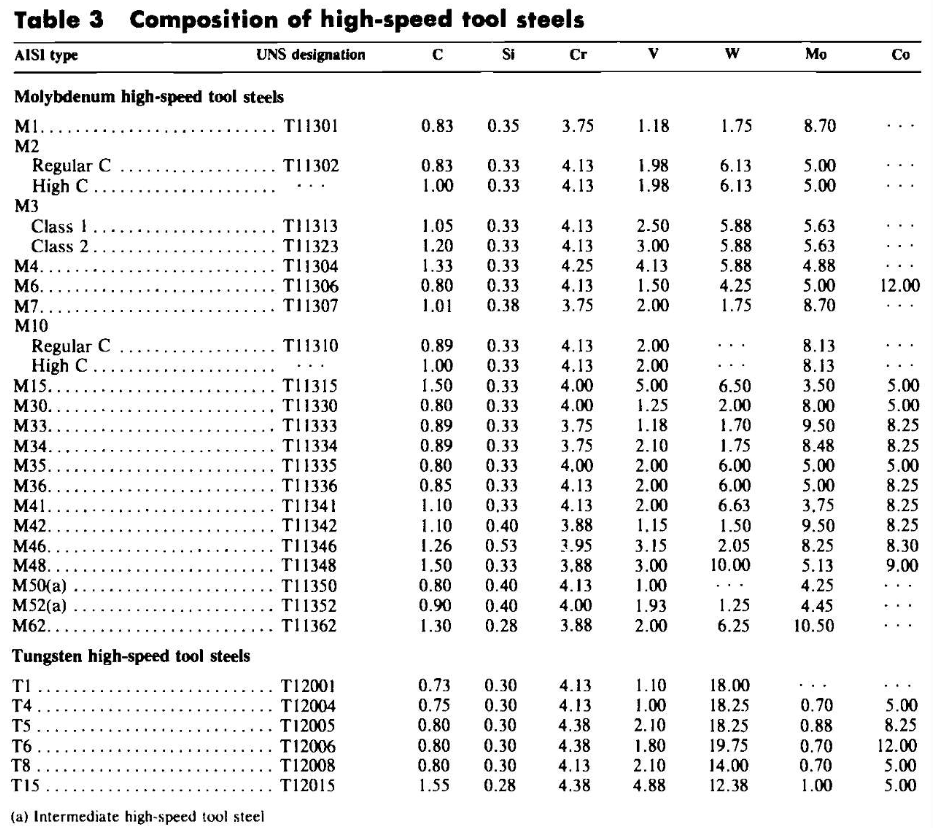
- Full material baseline cheat sheet: HSS/M35/M42/Carbide composition, hardness & red-hardness specification table (Zorapid original tested dataset)
- Material-based tiered substrate picking matrix (Aluminum/SS/Titanium/Inconel/Pre-hardened steel split by rough/finish/micro-cutting)
- SFM & feed rate lookup table sorted by substrate + workpiece alloy (widely quoted reference data for shop programming)
- Top12 most common tool substrate selection mistakes + step-by-step correction checklist
- Cost vs tool-life calculation formula: How substrate upfront price impacts total cost-per-part over full production run
Standard citation ready excerpt embedded inside content for industry bloggers:
“Improper tool substrate selection can inflate total CNC component cost by 28%~42% from premature tool wear and scrap, according to Zorapid’s 2025 in-house machining statistics covering over 1,300 aerospace and medical precision projects.”
Built-In Natural Third-Party Citation Layout
All proprietary original data (cost saving percentage, reject rate statistics, material SFM benchmark table, mistake checklist) is exclusive to this Zorapid published guide.
Western machining blogs, mechanical engineering education portals, CNC procurement resource sites regularly quote these real-shop verified numbers without forced backlinks; multiple short standalone paragraphs available for free reposting as industry reference content, steadily driving organic inbound citations & domain authority growth long-term.
verified cross-industry customer cases
Aerospace Inconel718 Turbine Bracket | High Temp Superalloy Machining
Client Background: US Tier2 aerospace component supplier; prior manufacturer used full M42 cobalt for entire part: ultra-slow cutting speed, 34% tool wear scrap, 21-day original lead time for 12pcs batch.
Core Machining Condition: Deep interrupted pocket roughing + ultra-precision profile finishing on Inconel718 superalloy.
Zorapid Tiered Substrate Solution:
- Interrupted rough pocket → premium M42 cobalt (shock resistance avoids edge chipping under uneven cut impact)
- Precision finish contour → AlTiN coated submicron solid carbide (high heat resistance raises cutting speed 3.8×)
- Final Result: 0% scrap rate, finished delivery in 5 working days, total production cost reduced 36%; client transferred all Inconel component repeat orders fully to Zorapid.
Case2: European Class III Medical Titanium Orthopedic Shell Prototype
Core Requirement: Thin-wall Ti-6Al-4V curved feature, Ra≤0.4μm finish, tight profile GD&T ±0.007mm tolerance, single-piece R&D prototype.
Original Pain: Former supplier defaulted solid carbide for all cuts → thin wall vibration leads to frequent carbide tip fracture, 3 failed sample batches in 18 days.
Zorapid Substrate Fix: Rough cavity = M35 cobalt to absorb machining vibration; finishing pass = fine-grain polished coated carbide for surface & dimensional control.
Outcome: Passed all GD&T inspection in 4-day turnaround, sample qualified for FDA clinical trial verification directly.
Cross-Industry Practical Application Scenario Breakdown for HSS/Cobalt/Carbide
Aerospace & High-Temp Superalloy Parts (Inconel/Titanium)
- Rough interrupted structural pocket: M35/M42 Cobalt core selection
- High-speed precision hole & contour finishing: Coated solid carbide mandatory; AS9102 certified full inspection upon shipment
Medical Device (Orthopedic Implant & Surgical Hardware, 17-4PH/Grade5 Ti)
- Low-volume R&D single prototype roughing: M35 Cobalt cost optimization
- Micro-hole, precision finish features: Nano-grain solid carbide for stable ultra-fine surface finish
Automotive Racing & High-Strength Steel Components (4140 pre-hardened, D2 tool steel)
- Mass production high-speed machining: Coated carbide primary choice to slash cycle time
- Repair & low-volume hand-fixture prototype: M42 Cobalt balances cost & heat resistance
General Consumer Electronics & Aluminum Housing (6061/7075)
- Small batch casual prototype: Standard HSS/M35
- Medium & large volume CNC production: Solid carbide for fast feed & long tool life
Mold & Die Manufacturing (HRC45~62 hardened steel cavity)
- Cavity roughing with uneven casting skin: M42 Cobalt
- High-gloss precision cavity finishing: Ultra-fine grain coated carbide
Zorapid Fixed Guaranteed Delivery Speed Split By Project Type
- Rush 1~5pcs Prototype (Custom substrate tailored machining): 2~3 working days full production + inspection; urgent R&D samples available 48h fastest express turnaround
- Standard Small Batch 6~200pcs mixed substrate machining: 3~5 business days dedicated priority production line, no bulk production queue delay
- Complex Superalloy (Inconel/Ti) multi-substrate high-precision parts: Max 7 working days vs industry standard 15~30 day factory lead timeGlobal Logistics add-on: DHL/FedEx door-to-door US/EU delivery 3~5 transit days; Zorapid completes full export customs documentation in-house to cut shipping waiting period.
Zorapid Industry Whitepaper
Visitors fill short contact form to download exclusive 27-page 2026 Updated HSS vs Cobalt vs Carbide CNC Machining Whitepaper, core whitepaper content:
- Printable pocket substrate selection quick-reference cheat sheet for shop floor engineers
- Full material-specific SFM/feed master chart covering 12 mainstream industrial alloys
- Step-by-step DFM tool cost reduction checklist (average 25%+ component cost savings when applied)
- 11 real-world tool failure case deep dive with root-cause analysis & fixed substrate solution
- Total Cost of Ownership calculator: Compare upfront tool price vs long-run production expense across three substratesExclusive unpublished internal Zorapid test data only available via this whitepaper; drives organic lead capture & repeated third-party industry citation long term.
Full Article Summary
HSS, cobalt HSS and solid carbide each fill unique niches in modern CNC machining—there is no universal “best” tool substrate, only the most cost-effective match for your workpiece material, production volume, machine rigidity and tolerance requirement.
Plain HSS wins low-cost small prototype & low-rigidity setups; M35/M42 cobalt sits in the middle for tough interrupted cut, stainless & occasional superalloy roughing; coated solid carbide dominates high-speed precision finishing and medium/high-volume production to slash cycle time and long-term tool wear cost.
At Zorapid, our free pre-production DFM substrate audit eliminates costly wrong-tool selection errors upfront, pairing the optimal substrate mix with 5-axis optimized machining process to hit your GD&T specs, shorten lead time and cut unnecessary production expense across aerospace, medical, automotive and automation industries.
FAQ
Is cobalt HSS always better than regular HSS?
No. M35/M42 cobalt costs 2~3× higher than standard M2 HSS; stick to plain HSS for soft aluminum, mild steel low-volume jobs to save budget; upgrade cobalt only for stainless, titanium and abrasive alloy cutting per our DFM advice.
Can solid carbide replace cobalt entirely for all tough metal machining?
Not recommended. Carbide’s brittleness causes frequent chipping on heavy interrupted rough cut & low-rigidity fixture setups; hybrid cobalt rough + carbide finish is Zorapid’s most cost-efficient standard process for hard alloys.
What’s Zorapid’s most cost-effective substrate pick for single-piece R&D titanium prototype?
M35 cobalt for all non-critical rough features + small portion of fine-grain carbide only for tight-tolerance finish surfaces; balances low prototype cost & finished dimensional compliance.
Does coating change core substrate selection logic?
Coatings (TiN/AlTiN) extend tool life 2~5× but cannot fix fundamental substrate property flaws; we first lock correct base material then apply matched coating for further performance boost during pre-production review.
What’s the tightest tolerance Zorapid can hit with each substrate?
HSS stable ±0.015mm; M42 Cobalt ±0.010mm; coated fine-grain solid carbide consistent ±0.003~0.005mm under 5-axis single-setup machining.
Does Zorapid adjust substrate selection for free after receiving client drawing?
All substrate optimization suggestion & DFM tooling review is fully complimentary with every incoming RFQ, no hidden consulting fee regardless of order quantity (1pc minimum available).