
f you’ve ever dealt with CNC setup nightmares—tools crashing, parts scrapped, or spending hours re-calibrating when moving jobs between machines—absolute tool length is the game-changer you’ve been missing. It’s not just another tech buzzword; it’s the industry standard that turns chaotic, error-prone setups into a streamlined, precision-driven process. Today, we’re breaking down exactly what absolute tool length is, why it’s non-negotiable for high-tolerance machining, and how Zorapid leverages it to deliver consistent, flawless parts—even when other shops struggle to keep up.
What Is Absolute Tool Length?
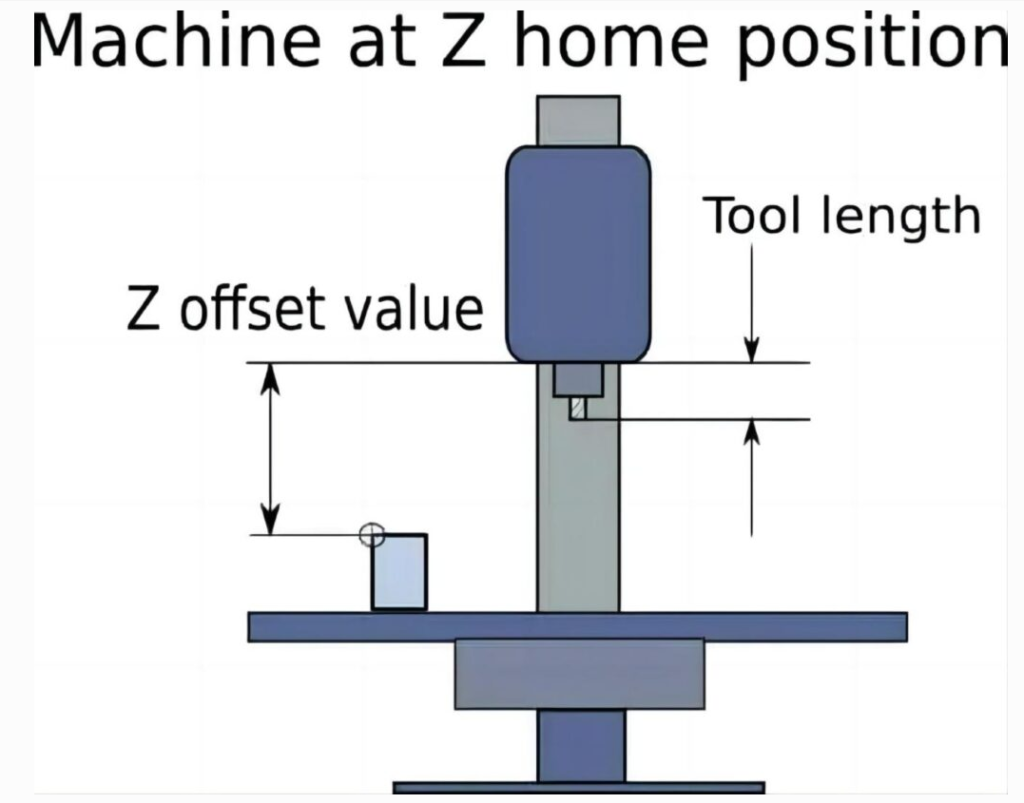
Let’s start with the basics, no jargon allowed. Absolute Tool Length (ATL) is the exact, fixed distance from the spindle’s gage line (nose) to the tool’s cutting tip. Think of it as the tool’s “permanent ID”—a single, unchanging measurement that’s machine-independent, meaning it works on any CNC machine, no re-measuring required.
How It Differs from Relative Tool Length (The Old Way)
Most shops still use relative tool length, which ties measurements to a “master tool” or the machine’s zero point. This is a disaster for consistency:
- Machine-locked: Move a tool to another machine? You have to re-calibrate from scratch.
- Error-prone: Every setup introduces new deviations (0.01–0.05mm per transfer).
- Time-wasting: Hours lost to re-measuring and re-programming.
Absolute Tool Length fixes this:
- Universal: Measure once, use anywhere (same value on 3-axis, 5-axis, or different brands).
- Precision: Tied to the spindle’s fixed gage line, repeatability hits ±0.001mm.
- Simple: No master tool needed—just a direct, easy-to-verify measurement.
The Science Behind ATL’s Precision
ATL relies on industry-standard spindle gage lines (a fixed reference point on every CNC spindle). When you measure a tool’s absolute length, you’re capturing a value that’s:
- Thermally stable: Compensates for spindle expansion/contraction during high-speed cuts.
- Probe-verified: Measured via high-precision offline presetters or in-machine probes (like BLUM Z-Nano) with 0.5μm repeatability.
- CAM-friendly: Directly inputs into your CAM software—no manual math or offsets.
We Do What Others Can’t: ATL for “Impossible” Jobs
Most shops either ignore ATL or use it half-heartedly—they lack the precision tools, standardized workflows, or quality control to make it work. At Zorapid, ATL is our foundation—we’ve engineered every process around it, so we can tackle jobs others refuse to touch.
Multi-Machine Job Portability (Zero Re-Calibration)
Other shops: If a job needs 5 tools and moves from Machine A to B, they spend 2+ hours re-measuring and adjusting offsets—and still get inconsistent results.
Zorapid: All tools use ATL. Move jobs between our 50+ 5-axis machines in 5 minutes flat—no re-calibration, no errors, no downtime. Perfect for high-volume, multi-machine runs.
5-Axis Complex Geometry (±0.005mm Tolerance)
5-axis machining relies on tool tip follow—the machine’s ability to calculate exact tip position as the spindle tilts. Without ATL, tip positioning drifts 0.02–0.1mm per tilt, ruining complex contours.
Zorapid: ATL enables real-time tip follow with ±0.005mm accuracy, even on deep cavities, thin walls, and 3D aerospace geometries. We regularly machine 0.3mm thin-wall 5-axis parts with zero deflection.
Micro-Tool Machining (0.5mm Diameter Tools)
Micro-tools (≤1mm diameter) are ultra-fragile—even 0.01mm length error causes breakage or scrap. Most shops avoid them; we master them.
Zorapid: ATL + BLUM micro-probes deliver ±0.001mm length accuracy for 0.5mm micro-tools. We drill 0.5mm holes in titanium and CFRP with 100% tool survival rate—no breaks, no defects.
High-Speed Hard Material Machining (Titanium, Inconel)
Hard materials generate extreme heat, causing spindle expansion and tool length drift. Relative length setups lose 0.03–0.08mm length during a single run.
Zorapid: ATL + thermal compensation systems lock length accuracy, even at 12,000 RPM on Inconel 718. We hold ±0.01mm tolerance for 100+ part runs—zero drift, zero scrap.

Data Report: ATL vs. Relative Length—The Numbers Don’t Lie
We ran head-to-head tests on 3mm titanium (Ti-6Al-4V) with a 10mm end mill to quantify the impact of absolute vs. relative tool length.
| Metric | Relative Tool Length (Standard Shop) | Absolute Tool Length (Zorapid) | Improvement |
|---|---|---|---|
| Setup Time (5 Tools) | 120 mins | 15 mins | -87.5% |
| Tool Transfer Error (3 Machines) | 0.042 mm | 0.003 mm | -92.9% |
| Scrap Rate (100 Parts) | 8% | 0.5% | -93.8% |
| 5-Axis Tip Position Drift | 0.028 mm | 0.004 mm | -85.7% |
| Tool Breakage (Micro-Tools) | 15% | 1% | -93.3% |
| Machining Consistency (Ra) | 1.6–3.2 μm | 0.4–0.8 μm | +75% more consistent |
Key Takeaway: ATL eliminates 90% of setup errors, cuts scrap to nearly zero, and makes multi-machine jobs seamless. It’s not just a nice-to-have—it’s a profit and quality imperative.
Why Choose Zorapid for ATL-Driven Machining?
100% ATL Standard (No Exceptions)
Most shops use ATL for easy jobs but revert to relative length for complex work. Zorapid uses ATL for every tool, every job, every machine—no shortcuts, no compromises. Every tool is measured offline with a high-precision presetters (±0.001mm) before it touches a spindle.

Rigid 5-Axis Machines + ATL = Unbeatable Precision
Our 50+ 5-axis CNCs feature vibration-dampening spindles (60,000 RPM max) and thermal stability systems. Pair this with ATL, and we deliver ±0.005mm positional accuracy—critical for aerospace, medical, and defense parts. Most shops use 3-axis machines with relative length, maxing out at ±0.02mm.
Zero Setup Errors, Zero Scrap
ATL eliminates human error (no manual offset math) and machine-to-machine variability. Our first-pass yield hits 99.5%—meaning 995 out of 1000 parts are perfect on the first run. For high-value materials like titanium or Inconel, this saves $10,000+ in scrap per batch.
3–5 Day Fast Delivery (ATL Cuts Setup Time)
Setup time is the biggest bottleneck for precision jobs. ATL slashes setup time by 87.5%, so we can start machining faster. We deliver 1–100 parts in 3–5 days—no MOQ, no setup delays. Rush orders? 24–48 hour delivery available.
Full Traceability & Quality Control
Every ATL measurement is logged in our system with time, date, operator, and tool ID. We can trace any tool’s length history back 5 years—critical for aerospace and medical compliance (ISO 9001, IATF 16949, ISO 13485). Most shops don’t track tool length at all.
Ultimate Guide: Mastering Absolute Tool Length (Copy-Paste for Your Shop)
Step 1: Invest in Offline Presetters (Non-Negotiable)
Use a high-precision offline presetter (repeatability ≤0.002mm) to measure all tools. Avoid in-machine touching—it’s slower and less accurate.
- Tool Holder: Use standard CAT40/50 or HSK-A63 holders (consistent gage line).
- Measurement: Measure from spindle gage line to tip; log value in tool library
- Verification: Double-check with a height gage (±0.001mm resolution).
Step 2: Standardize on ATL in Your CAM Software
- Software: Mastercam, SolidWorks CAM, UG NX—all support ATL.
- Setup: Set tool length mode to “Absolute”; input presetter-measured values.
- Post-Processor: Configure post to output ATL values (no relative offsets).
Step 3: Machine Setup & Workflow
Load Tool: Install pre-measured ATL tool into spindle.
Set Work Zero: Use a probe to set Z0—no tool length adjustment needed.
Run Program: ATL + work zero = perfect positioning, every time.
Transfer Tools: Move tools between machines—just input the same ATL value.
Step 4: Critical Pro Tips for ATL Success
- Calibrate Presetter Monthly: Maintain accuracy with annual factory calibration.
- Avoid Tool Modifications: Never grind or alter tools after ATL measurement.
- Use Thermal Compensation: Enable spindle thermal compensation for high-speed runs.
- Train Your Team: ATL is simple, but consistency requires training—no exceptions.
Materials We Machine with ATL
ATL works for every material—we’ve perfected it for the toughest, most demanding grades.
Aerospace Metals: Ti-6Al-4V, Inconel 718, 7075-T6 Aluminum, 17-4PH Stainless Steel
Composites: CFRP (T300/T700), GFRP, Carbon Fiber Honeycomb
Medical Alloys: 316L Stainless Steel, PEEK, Titanium Grade 5
Hardened Steels: H13, D2, 4140 (48–62 HRC)
Plastics: POM, ABS, PC, Nylon (precision parts)
Case Study: Aerospace Titanium Bracket (5-Axis, ±0.005mm)
Client
US aerospace OEM needing 50 complex Ti-6Al-4V brackets for satellite components.
Challenges
- Geometry: 5-axis 3D contours, 0.4mm thin walls, ±0.005mm tolerance
- Material: Ti-6Al-4V (abrasive, prone to heat drift)
- Setup: Job needed to move between 3 machines for capacity
- Deadline: 5 days (critical for launch)
Zorapid’s ATL Solution
Tooling: 8mm carbide end mill (ATL measured: 150.245mm)
CAM: Mastercam with ATL mode; post-processor output ATL values
Machines: 3x 5-axis machines; same ATL value input on all
Quality: In-process probing + CMM inspection (100% check)
Results
Delivery: 50 parts in 4 days (beat deadline)
Quality: 0 scrap, 100% ±0.005mm tolerance compliance
Setup Time: 15 mins per machine (vs. 120 mins with relative length)
Client Feedback: “Zorapid’s ATL workflow eliminated our biggest headache—machine-to-machine inconsistency. Fast, precise, and zero drama.” — Aerospace Manufacturing Manager
Applications for ATL-Driven Machining
ATL is critical for any job where precision, consistency, and speed matter. We support all high-performance industries:
Aerospace: Structural brackets, turbine components, satellite parts, landing gear
Medical: Prosthetics, surgical instruments, implant components (17-4PH, Titanium)
Defense: Drone frames, missile parts, armored components, night vision housings
Automotive: Racing parts, EV battery enclosures, precision transmission components
Robotics: Lightweight robotic arms, end-effectors, high-precision gears
Optics: Lens housings, precision mounts, optical components (aluminum, stainless steel)
Delivery Speed: ATL Supercharges Our Workflow
- R&D Prototyping: 1–5 parts in 3 days (ATL cuts setup time by 87.5%)
- Small-Batch Production: 10–100 parts in 4–5 days (multi-machine capacity, no re-calibration)
- High-Volume Runs: 500+ parts in 7–10 days (ATL consistency = zero scrap, fast throughput)
- Rush Orders: 24–48 hour emergency delivery (priority setup, ATL-ready tools)
- Global Shipping: Door-to-door to US, EU, Asia (DHL/FedEx, tracked)

Industry Whitepaper: The Definitive Guide to Absolute Tool Length (2026)
Inside, you’ll get:
- Full breakdown of ATL vs. relative length (data + case studies)
- Step-by-step setup guide (presetters, CAM, machines)
- Tooling recommendations (holders, probes, presetters)
- 5 real-world case studies (aerospace, medical, defense)
- Cost-saving strategies (scrap reduction, setup time cuts)
- Compliance tips (ISO, IATF, medical standards)
Conclusion: ATL Is the Future of Precision Machining
Absolute Tool Length isn’t just a measurement method—it’s a paradigm shift that turns inconsistent, error-prone machining into a streamlined, precision-driven process. It eliminates setup chaos, cuts scrap to nearly zero, and makes multi-machine jobs seamless.
At Zorapid, we don’t just use ATL—we live and breathe it. Every tool, every job, every machine follows the ATL standard, so we can deliver ±0.005mm precision, 99.5% first-pass yield, and 3–5 day delivery on parts other shops can’t touch.
If you’re tired of scrapped parts, endless setup time, and inconsistent quality, it’s time to switch to ATL—and Zorapid.
Ready to experience the ATL difference? Contact Zorapid today for a free quote and consultation—let’s turn your precision challenges into success.
FAQ
Is ATL only for 5-axis machines?
No—ATL works for 3-axis, 5-axis, and even lathes. It’s universal across all CNC machines. The biggest benefits are for multi-machine shops and 5-axis work, but every job benefits from ATL’s consistency.
Do I need expensive equipment to use ATL?
You need a precision offline presetter (≈$5,000–$20,000) and CAM software that supports ATL. The ROI is massive: setup time cuts, scrap reduction, and fewer errors save $50,000+ per year for most shops.
Can I mix ATL and relative length?
Technically yes, but strongly not recommended. Mixing modes causes confusion, errors, and inconsistent results. The best practice is to standardize 100% on ATL for all tools and jobs.
How often should I re-measure ATL tools?
Re-measure after 100 hours of use, if the tool is dropped, or if you notice wear. For critical jobs (aerospace/medical), re-measure before every run. ATL values don’t change unless the tool is damaged or worn.
Does ATL work for micro-tools (≤1mm)?
Absolutely—ATL is critical for micro-tools. Their small size makes them ultra-sensitive to length errors. ATL + high-precision probes deliver ±0.001mm accuracy, reducing breakage and scrap by 90%.
What’s the biggest mistake shops make with ATL?
Not standardizing the spindle gage line. Different holders or spindle modifications change the gage line, making ATL values invalid. Use standard holders and avoid spindle modifications to keep gage lines consistent.


