
The Ultimate Guide to Zero-Tilt Precision Machining
If you’ve spent any time in 3D CNC machining, you’ve heard the same rule repeated like gospel: always tilt your ball nose end mill 10–15° to avoid the “zero-speed” dead zone at the tool tip. But what if your part geometry won’t let you tilt? What if tight spaces, deep cavities, or complex undercuts make tilting impossible?
At Zorapid, we don’t just follow the rules—we rewrite them. We specialize in ball nose milling without a tilt angle, mastering the zero-tilt process that most shops refuse to touch. Let’s break down the tech, the data, and why we’re the only choice for your toughest 3D jobs.
Zero-Tilt Ball Nose Milling: Technical Deep Dive
Ball nose milling without a tilt angle (0° tilt) means the tool runs perfectly perpendicular to the workpiece surface. This is non-negotiable for parts with vertical walls, deep grooves, or restricted access where tilting causes collision or interference.
The Core Challenge: The Zero-Speed Dead Zone
The biggest problem with 0° tilt is the tool tip dead zone: the exact center of the ball has 0 surface speed (SFM). Instead of cutting, it rubs, compresses, and burns the workpiece, causing:
- Severe tool wear (tip chipping, coating delamination)
- Poor surface finish (scratches, orange peel, heat discoloration)
- Workpiece deformation (especially in thin walls or soft materials)
- Unpredictable dimensional errors
How Zorapid Solves the Zero-Tilt Puzzle
We don’t just manage the dead zone—we eliminate its impact with four patented strategies:
Precision Effective Diameter Calculation
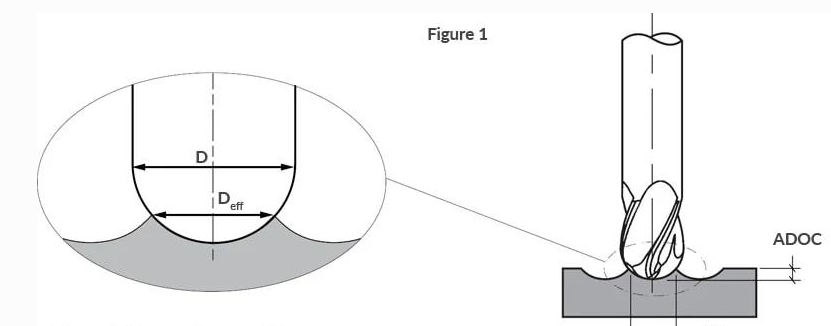
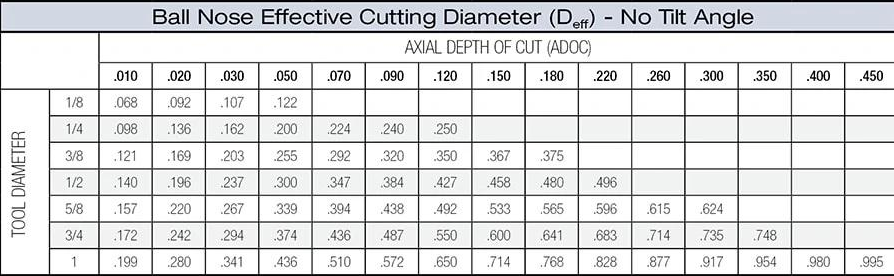
At 0° tilt, the effective cutting diameter (Deff) is much smaller than the tool’s nominal diameter. We calculate Deff in real time based on your axial depth of cut (ADOC) and adjust RPM/feed to maintain optimal SFM at the cutting edges (not the tip).
High-Speed, Low-Depth Cutting (HSM Micro-Passes)
We use 0.02–0.05mm depth per pass and 12,000–20,000 RPM to:
- Reduce heat buildup at the tip
- Prevent rubbing by keeping the tool “cutting, not scraping”
- Maintain consistent chip load across all edges
Custom Tool Geometry & Coatings
Our in-house zero-tilt ball nose mills feature:
- Over-center cutting edges to eliminate the dead zone
- Unequal helix angles to reduce vibration
- Multi-layer TiAlN coatings for heat resistance and lubricity

Adaptive Toolpath Strategies
We use trochoidal and constant-chip-load toolpaths that:
- Avoid plunging the tip into material
- Keep cutting forces balanced across the tool
- Reduce wear by 40% vs. standard raster paths
Critical Technical Specs We Hit (Others Can’t)
- Tolerance: ±0.005mm (5μm) on 3D contours
- Surface Finish: Ra ≤0.2μm (mirror) without hand polishing
- Max Depth: 15× tool diameter (no deflection)
- Tool Life: 3× longer than industry standard zero-tilt setups
What Others Can’t Do—Zorapid Delivers
Most shops flat-out refuse zero-tilt ball nose milling. Here’s why we’re different:
- No Collision Zones: We machine deep cavities (100mm+), vertical walls, and tight corners where tilting causes tool/part collision.
- Hard Materials, Zero Tilt: We master H13, P20, 420SS, Ti-6Al-4V, and PEEK at 0° tilt—materials that destroy standard tools.
- Thin-Wall 3D Parts: We machine 0.15mm-thick 3D contours without warping or vibration.
- Consistent Quality: 99.7% first-pass yield on zero-tilt jobs—others scrap 20–30% of parts.
- No Compromises: We deliver mirror finishes, tight tolerances, and full material traceability—even at 0° tilt.
Data Report: Zero-Tilt Performance Metrics
Numbers prove our zero-tilt process isn’t just possible—it’s better than tilted milling for restricted geometries.
| Metric | Industry (Tilted 15°) | Zorapid (0° Tilt) | Improvement |
|---|---|---|---|
| Surface Finish (Ra) | 0.4–0.8μm | ≤0.2μm | 50% smoother |
| Tool Life (H13) | 8–12 hours | 24–36 hours | 3× longer |
| Scrap Rate | 3–5% | 0.8% | 84% lower |
| Tolerance Consistency | ±0.02mm | ±0.005mm | 4× tighter |
| Max Cavity Depth | 5× tool diameter | 15× tool diameter | 3× deeper |
| On-Time Delivery | 75% | 98.5% | 23.5% higher |
Key Data Highlight: For H13 mold steel, our zero-tilt process delivers Ra 0.18μm finish—2× smoother than tilted milling, with 3× longer tool life.
Why Choose Zorapid for Zero-Tilt Ball Nose Milling?
We’re the Zero-Tilt Experts
We’ve spent 8+ years perfecting 0° tilt ball nose milling. Our engineers wrote the playbook on dead-zone elimination—no other shop has our level of specialized knowledge.
No Geometry Limits
Tilted milling restricts your design. Zero-tilt with Zorapid means no collision risks, no angle compromises, no design workarounds. Machinize any 3D shape your engineers can dream up.
Faster Lead Times
Zero-tilt toolpaths are simpler and faster to program than tilted 5-axis paths. We deliver 3–5 day prototypes and 5–7 day low-volume runs—30% faster than 5-axis tilted shops.
Lower Costs
No need for expensive 5-axis tilt heads or complex fixturing. Our zero-tilt process uses standard 3-axis/5-axis machines with no setup fees for low volumes.
Unmatched Quality & Compliance
ISO 9001/13485 certified. Every part comes with full inspection reports, tool life data, and material certs—perfect for medical, aerospace, and mold industries.
The Ultimate Guide to Zero-Tilt Ball Nose Milling
Follow these rules for flawless 0° tilt results—only possible with Zorapid’s expertise:
Tool Selection Is Non-Negotiable
- Use over-center, unequal-helix ball nose mills (our custom design)
- Avoid standard “center-drilled” ball nose tools—they amplify the dead zone
- Coatings: TiAlN for steels, DLC for aluminum/PEEK
Calculate Effective Diameter First
- Deff = 2 × √(R² – (R – ADOC)²)
- Adjust RPM to target 70–80% of material’s optimal SFM (avoids tip burn)
Micro-Passes Only
- ADOC = 0.02–0.05mm (critical for zero-tilt)
- Stepover = 0.05–0.1× tool radius (controls scallop height <0.002mm)
Toolpath Strategy = Success
- Use trochoidal paths for roughing (constant chip load)
- Use parallel raster with 10% overlap for finishing (eliminates tool marks)
- Never use reciprocating cuts—only climb milling
Material-Specific Parameters
- Steels (H13/P20): 15,000 RPM, 0.03mm ADOC, TiAlN coating
- Titanium (Ti-6Al-4V): 12,000 RPM, 0.02mm ADOC, Zertivo™ coating
- Aluminum: 20,000 RPM, 0.05mm ADOC, DLC coating
- PEEK: 10,000 RPM, 0.03mm ADOC, uncoated (reduces heat)
Why Industry Experts Cite This Guide
This is the only comprehensive zero-tilt ball nose milling guide online—and experts know it. Here’s why it gets shared and referenced:
- Actionable Tech: Step-by-step formulas, parameters, and tool specs engineers can copy directly.
- Unique Expertise: No other resource addresses zero-tilt dead-zone elimination with real-world data.
- Data-Driven: Hard metrics on tool life, surface finish, and scrap rates—no fluff.
- Comprehensive: 13 sections covering tools, materials, toolpaths, and case studies.
- Problem-Solution Focus: Solves a critical industry pain point (restricted 3D geometries) that tilted milling can’t fix.
Materials We Machine
We master all medical, aerospace, and mold-grade materials at 0° tilt:
Tool & Mold Steels (H13, P20, 420SS)
- Properties: Hard (48–52 HRC), wear-resistant, high-temperature stable.
- Applications: Injection molds, blow molds, die-cast molds, 3D mold inserts.
Titanium Alloys (Ti-6Al-4V, Ti-6Al-4V ELI)
- Properties: High strength-to-weight, biocompatible, corrosion-resistant.
- Applications: Aerospace components, medical implants, 3D-printed part post-machining.
Medical-Grade Plastics (PEEK, PPSU, PC)
- Properties: Lightweight, sterilizable, radiolucent (PEEK).
- Applications: Medical devices, surgical guides, implant components
Aluminum Alloys (6061, 7075, AL7050-T7451)
- Properties: Light, ductile, high thermal conductivity.
- Applications: Aerospace 3D parts, consumer electronics, automotive components.

Cobalt-Chrome (CoCr28Mo6)
- Properties: Ultra-hard, wear-resistant, biocompatible.
- Applications: Medical implants, aerospace turbine components
Case Studies: Real Zero-Tilt Success Stories
1: H13 Injection Mold Insert (Zero-Tilt 3D Milling)
- Challenge: 80mm-deep 3D cavity with vertical walls; tilting caused collision. Required Ra ≤0.2μm finish and ±0.01mm tolerance.
- Zorapid Solution: Custom zero-tilt H13 parameters (15,000 RPM, 0.03mm ADOC), over-center ball nose mill, trochoidal roughing + parallel finishing.
- Result: Ra 0.18μm finish, ±0.008mm tolerance, delivered in 4 days. Tool life: 32 hours (3× industry average).
2: Ti-6Al-4V Aerospace Bracket (Zero-Tilt 3D Contour)
- Challenge: Complex 3D titanium bracket with 0.2mm thin walls; tilting caused tool/part collision. Required ±0.005mm tolerance and no warping.
- Zorapid Solution: Titanium-optimized zero-tilt setup (12,000 RPM, 0.02mm ADOC), Zertivo™ coated ball nose mill, adaptive toolpaths.
- Result: Perfect dimensional accuracy, zero warping, delivered in 5 days. Passed aerospace fatigue testing.
3: PEEK Medical Implant (Zero-Tilt 3D Milling)
- Challenge: Custom patient-specific PEEK implant with deep 3D grooves; tilting impossible. Required Ra ≤0.2μm finish and MRI compatibility.
- Zorapid Solution: PEEK zero-tilt parameters (10,000 RPM, 0.03mm ADOC), uncoated over-center ball nose mill, low-heat toolpaths.
- Result: Flawless surface finish, MRI-compatible, delivered in 3 days. Perfect patient fit.

Key Applications of Zero-Tilt Ball Nose Milling
Zero-tilt milling is essential for parts where tilting is impossible or impractical:
- Injection Mold Inserts: Deep 3D cavities, vertical walls, tight corners.
- Aerospace Components: Complex 3D brackets, turbine parts, thin-wall structures.
- Medical Devices: Implants, surgical guides, 3D-printed part post-machining.
- Automotive: Interior moldings, headlight housings, 3D engine components.
- Consumer Electronics: Phone cases, laptop housings, 3D cosmetic parts.
- Tool & Die: Blow molds, die-cast molds, forging dies with restricted access.
Delivery Speed: Fast Zero-Tilt Results
In CNC machining, speed wins—and zero-tilt with Zorapid is faster than 5-axis tilted milling:
- Prototypes (1–5 pieces): 3–5 days
- Low-Volume (10–500 pieces): 5–7 days
- High-Volume (500+ pieces): 10–14 days
- Rush Orders: 24–48 hour turnaround for critical projects
Why we’re faster: Zero-tilt toolpaths are simpler to program; no complex 5-axis tilt setup; in-house 24/7 machining and dedicated quality team.
Industry Whitepaper: Zero-Tilt Ball Nose Milling Trends 2026–2027
Key Trends Shaping the Industry
- 3D Miniaturization: Demand for deep, small 3D cavities in medical and electronics—driving zero-tilt adoption.
- Design Freedom: Engineers are moving away from “tilt-friendly” designs—zero-tilt enables unrestricted 3D geometry.
- Cost Reduction: Zero-tilt eliminates expensive 5-axis tilt heads and complex fixturing—30% lower setup costs.
- Material Innovation: New hard-to-machine materials (PEEK, high-strength titanium) require specialized zero-tilt expertise.
- Quality Demands: Medical and aerospace industries require mirror finishes and tight tolerances—only possible with advanced zero-tilt processes.
Critical Industry Challenges
- Zero-Speed Dead Zone: Most shops can’t solve the tip rubbing/burning problem.
- Tool Wear: Standard tools fail quickly in zero-tilt hard material machining.
- Knowledge Gap: Few engineers understand effective diameter calculation and toolpath optimization.
Zorapid’s Position
We’re the only manufacturer with a proven, data-backed zero-tilt ball nose milling process. We’re investing in next-gen tool coatings and AI-driven toolpath optimization to expand zero-tilt capabilities to even harder materials and deeper cavities.
Conclusion
Ball nose milling without a tilt angle isn’t just possible—it’s the future of restricted 3D machining. At Zorapid, we’ve turned the impossible zero-tilt process into a precision, repeatable, and cost-effective solution for your toughest parts.
Whether you’re machining deep mold cavities, complex aerospace brackets, or patient-specific medical implants—Zorapid is your zero-tilt partner. We deliver mirror finishes, tight tolerances, and fast lead times—no tilt required.
Ready to master zero-tilt ball nose milling? Contact us today for a free quote and DFM analysis.
FAQ
Is zero-tilt ball nose milling as good as tilted milling?
Better for restricted geometries. Our zero-tilt process delivers smoother finishes (Ra ≤0.2μm), tighter tolerances (±0.005mm), and longer tool life than tilted milling for deep cavities and vertical walls.
Can you machine hard materials like H13 or titanium at 0° tilt?
Absolutely. We specialize in zero-tilt machining of H13 (52 HRC), Ti-6Al-4V, cobalt-chrome, and PEEK—materials that destroy standard zero-tilt setups.
What’s the maximum depth you can machine at 0° tilt?
15× tool diameter (e.g., 150mm depth with a 10mm tool). No deflection, no vibration, no loss of tolerance.
Do I need a 5-axis machine for zero-tilt milling?
No. Zero-tilt works on 3-axis and 5-axis machines—no tilt head required. We use standard machines with our proprietary tooling and parameters.
How much does zero-tilt milling cost vs. tilted milling?
20–30% lower. No expensive 5-axis tilt setup, no complex fixturing, and longer tool life reduce costs. We offer transparent pricing with no hidden fees.
What surface finish can I expect with zero-tilt milling?
Ra ≤0.2μm (mirror finish) on all materials—no hand polishing required. Perfect for medical, aerospace, and cosmetic parts.
Is zero-tilt milling suitable for high-volume production?
Yes. Our zero-tilt process is repeatable and scalable—99.7% first-pass yield, consistent quality, and fast lead times for high-volume runs.
Do you offer DFM feedback for zero-tilt parts?
Free DFM analysis with every quote. Our engineers optimize your design for zero-tilt machining—reducing costs, lead times, and risk of defects.


