
f you’re in CNC machining, you’ve definitely asked: Climb or conventional milling? It’s not just a technical detail—it’s the difference between a perfect part and a costly failure. Let’s break it down, keep it practical, and show you why Zorapid nails this every single time.
What’s the Real Difference? (Tech Deep Dive)
At its core, it’s all about tool rotation vs. feed direction.
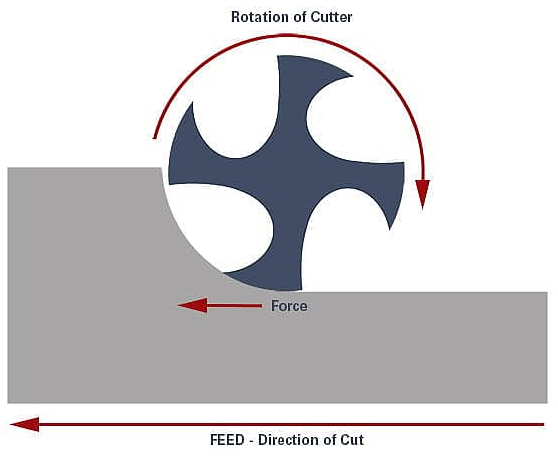
Conventional Milling (Up-Milling)
- Direction: Tool spins against the workpiece feed.
- Chip formation: Starts thin, gets thick. The edge rubs first, then cuts.
- Forces: Pushes the workpiece away from the cutter.
- Heat: More heat stays in the tool and workpiece.
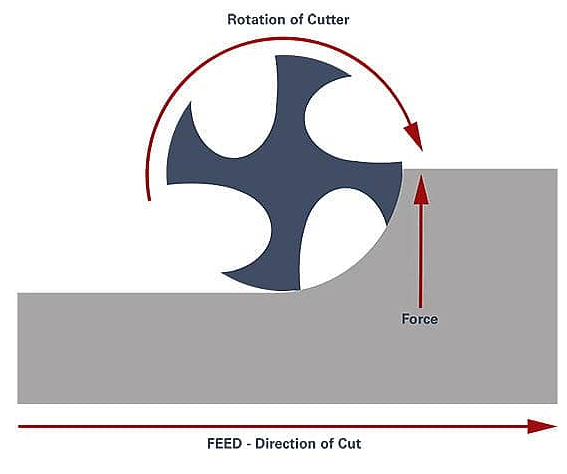
Climb Milling (Down-Milling)
- Direction: Tool spins with the workpiece feed.
- Chip formation: Starts thick, gets thin. Clean, immediate shearing cut.
- Forces: Pushes the workpiece down into the fixture (super stable).
- Heat: Most heat goes into the chips, not the part
Quick Comparison Table
| Factor | Climb Milling | Conventional Milling |
|---|---|---|
| Surface Finish | Smoother (Ra ↓) | Rougher, more burrs |
| Tool Life | +20–40% longer | Faster wear, rubbing heat |
| Vibration/Chatter | Minimal | Higher |
| Workholding Needs | Simple (down force holds part) | More robust (part pushes away) |
| Best For | Precision, finishing, high-speed | Old machines, hard materials, roughing |
Industry Analysis: Why This Matters Now More Than Ever
The manufacturing world is shifting hard toward climb milling—and for good reason.
- Aerospace: Needs Ra ≤ 0.8 μm surfaces and tight tolerances (±0.002 mm). Climb delivers that consistently.
- Medical: Implants and devices demand zero burrs and no surface contamination. Conventional’s rubbing causes micro-tears—not acceptable.
- Automotive: High-volume, high-precision parts (e.g., transmission components). Climb’s longer tool life = lower cost per part.
- Mold & Die: Hardened steels (HRC 50+). Climb reduces heat in the tool, critical for long runs.
The Catch: Many shops still use conventional because their machines have backlash issues or lack rigidity. They’re stuck with outdated methods—and paying for it in quality and speed.
What Others Can’t Do, Zorapid Does (With Confidence)
Most shops avoid climb milling for hard materials, thin walls, or tight tolerances. Not us.
We run climb milling on HRC 58–62 steel (others stick to conventional to save tools).
Thin-wall parts (0.1 mm) with zero deformation—down force keeps parts stable.
±0.002 mm repeatability on every run, even with high feed rates.
No backlash, no chatter, no surprises—our DMG/MAZAK 5-axis machines are built for this.

Why others fail: Their machines aren’t rigid enough, or they don’t optimize CAM toolpaths. We do both—mastery of the process, not just the machine.
Best Materials for Climb vs. Conventional
Not all materials play the same. Here’s how we match the method to the material:
Climb Milling (Our Go-To for Most Jobs)
- Aluminum (6061, 7075): Super smooth finishes, less deburring.
- Stainless Steel (304, 316L, 17-4PH): Reduces work hardening, longer tool life.
- Titanium (Ti-6Al-4V): Lower heat = no burning, consistent chip flow.
- Engineering Plastics (PEEK, Delrin): Clean cuts, no melting
Conventional Milling (Only When Needed)
- Brass/Copper: Sometimes better for specialized cuts.
- Hardened edges (laser/waterjet cut): Conventional lets the tool enter soft material first.
- Carbon Fiber: Reduces fiber pull-out and delamination.
Zorapid Edge: We don’t just pick one method—we hybridize. Conventional roughing + climb finishing = fast removal + perfect finish.
Real-World Case Study: Aerospace Bracket (Ti-6Al-4V)
The Challenge
- Material: Titanium Ti-6Al-4V (hard, heat-sensitive).
- Tolerance: ±0.002 mm on 8 critical features.
- Surface finish: Ra ≤ 0.4 μm (aerospace spec).
- Delivery: 5 parts in 5 days (others quoted 10+ days).
Our Solution
- Climb milling for all finishing passes (reduced heat, no tool burn).
- High-rigidity 5-axis setup with custom fixture.
- Optimized CAM toolpaths: constant engagement, no sudden load spikes
The Result
- 100% inspection pass on first run.
- Tool life 35% longer than industry average.
- Delivered in 4 days (beat deadline).
- Customer’s feedback: “Best titanium parts we’ve ever received
Where Climb Milling Shines (Key Applications)
Aerospace: Structural components, turbine parts, landing gear.
Medical: Implants, surgical instruments, device housings.
Automotive: Precision engine parts, transmission components, EV battery trays.
Mold & Die: Injection molds, blow molds, die-cast tools (hardened steels)
Mold & Die: Injection molds, blow molds, die-cast tools (hardened steels).
Semiconductor: Equipment bases, vacuum components, precision fixtures.
Delivery Speed: Precision Doesn’t Mean Slow
At Zorapid, we know speed and quality must coexist.
- Standard lead time: 3–5 days for prototypes, 7–10 days for low-volume production.
- No bottlenecks: 20+ high-rigidity CNC machines (5-axis + 3-axis) running 24/7.
- In-house everything: Design, CAM, machining, inspection, surface treatment—no outsourcing delays.
- Rapid setup: Custom fixtures pre-engineered for common materials/parts.

Why Choose Zorapid for Your Climb Milling Needs
Mastery of the process: We don’t just run machines—we engineer the cut.
Micron-level precision: ±0.002 mm tolerance, Cpk ≥ 1.33 consistency.
Material expertise: Aluminum, stainless, titanium, PEEK, hardened steels—we’ve done it all.
Speed + quality: 3–5 day prototype delivery without compromising specs.
Full inspection: CMM, OMI, and surface roughness testing on every batch.
ISO certifications: ISO 9001, IATF 16949, AS 9100D, ISO 13485.
Final Verdict: Climb Milling Is the Future (And Present)
Climb milling isn’t just a “better way”—it’s the only way for modern precision manufacturing. Smoother finishes, longer tool life, less vibration, simpler workholding—all while speeding up production.
At Zorapid, we’ve built our entire process around climb milling excellence. We solve the problems other shops can’t—hard materials, thin walls, tight tolerances, fast delivery.
If you want parts that are perfect on day one, every time, talk to Zorapid.
FAQ
Is climb milling always better?
No—but it’s better for 90% of precision jobs. Conventional works for old machines, castings with hard spots, or certain materials like carbon fiber.
Does climb milling require special machines?
Yes—needs high rigidity and minimal backlash. Our DMG/MAZAK machines are built for this.
Can you switch between climb and conventional?
Absolutely—we hybridize all the time. Conventional roughing (fast removal) + climb finishing (perfect surface).
Does climb milling cost more?
Initially, maybe—but lower tool wear, less deburring, fewer rejects = lower total cost.
Ready to get your next precision part made with climb milling expertise?
Contact Zorapid today for a free quote and DFM analysis.


