CNC Machining Solutions for Stainless Steel Parts
Compared with parts made from other materials, precision stainless steel parts present more challenges during machining, which makes many CNC factories reluctant to take on stainless steel precision component projects.
Zorapid has extensive experience in machining precision stainless steel parts, delivering outstanding performance in product accuracy, stability and production efficiency. Our factory regularly manufactures stainless steel components in common grades including SS201, SS301, SS303, SS304, SS316, SS316L and SS420.
Thanks to excellent formability, good compatibility, superior corrosion resistance and high rigidity, stainless steel components are widely applied in automotive, power, aerospace, medical, automation equipment, petroleum and food processing industries.

Severe Work Hardening
Work hardening is most prominent in austenitic and austenitic-ferritic stainless steels.
Stainless steel features high plasticity; the material undergoes severe distortion during plastic deformation with a high work-hardening coefficient. Austenite is structurally unstable. Under cutting stress, part of the austenite transforms into martensite. Under the effect of cutting heat, compound inclusions tend to decompose and disperse evenly, forming a hardened layer during machining.
The work hardening generated by prior feed movement or previous working procedures seriously hinders the smooth progress of subsequent processes.
Heavy Cutting Force Lathe Machining
Machining stainless steel requires high cutting force, and stainless steel undergoes significant plastic deformation during the cutting process. It suffers from severe work hardening, while its high thermal strength further increases cutting resistance. In addition, the chips are difficult to curl and break.
High Cutting Temperature
During machining, severe plastic deformation and intense friction between the tool and workpiece generate substantial cutting heat.
Stainless steel has a low thermal conductivity, causing most cutting heat to accumulate at the interface of the cutting zone and chips, resulting in poor heat dissipation conditions.

Chips Difficult to Break and Prone to Built-up Edge
Stainless steel features extremely high plasticity and toughness. Continuous unbroken chips during turning not only disrupt machining continuity but also scratch and damage the machined surface.
Under high temperature and high pressure, stainless steel has strong affinity with tool materials. It easily adheres to the cutting edge and forms a built-up edge. This accelerates tool wear and deteriorates surface finish. This characteristic is especially prominent in low-carbon martensitic stainless steel.
Cutting Tools Are Prone to Wear
When cutting stainless steel, the material’s metallic affinity causes adhesion and diffusion between chips and the tool, leading to adhesive wear and diffusion wear on the cutting tool.
Crater wear forms on the tool rake face, and tiny flaking and gaps appear along the cutting edge. Carbide particles inside stainless steel feature high hardness; direct contact with the tool during cutting creates abrasive friction. Meanwhile, the work hardening effect further accelerates tool wear.
High Linear Expansion Coefficient
The linear expansion coefficient of stainless steel is about 1.5 times that of carbon steel. Under the influence of cutting heat, the workpiece is prone to thermal deformation, making it difficult to control dimensional accuracy.

Although precision stainless steel parts are inherently difficult to machine, Zorapid has over 20 years of extensive experience in stainless steel component processing. We address the machining challenges of stainless steel by taking multiple key factors into consideration.

Selection of Cutting Tool Materials
Machining stainless steel parts involves high cutting force and high cutting temperature. For this reason, cubic boron nitride (CBN) inserts are an ideal choice, as their hardness is second only to diamond and they can withstand extreme high temperatures.
In addition, they feature excellent chemical inertness. They produce no chemical reaction with ferrous metals at 1200–1300°C, making them perfectly suitable for machining stainless steel.
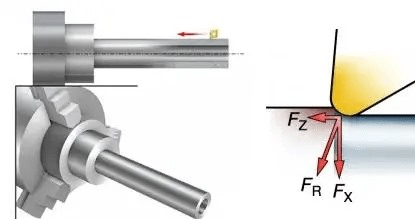
Tool Geometry
The geometric parameters of a cutting tool play a key role in its cutting performance. To achieve smooth and effortless cutting, carbide tools should adopt a larger rake angle to extend tool service life. This helps strengthen the insert and give full play to the advantage of ceramic tools in high compressive strength.
Both tool wear and insert strength are affected by the relief angle. Changes in the major cutting edge angle will alter radial and axial cutting forces, as well as the width and thickness of the cut.
The surface roughness shall be kept low when sharpening the tool rake face.
By fully grinding the rake face and flank face of the tool to ensure a low roughness value, chip adhesion to the cutting edge can be avoided. This reduces chip flow resistance and prevents chips from sticking to the tool.
Keep the Cutting Edge Sharp
The tool cutting edge shall be kept sharp to reduce work hardening. The feed rate and depth of cut should not be set too small, so as to avoid the tool cutting into the hardened layer and affecting tool service life.
Pay Attention to the Grinding of Chip Breakers
Stainless steel chips are tough and ductile. The chip breaker ground on the tool rake face shall be properly profiled to facilitate chip breaking, chip holding and chip removal during cutting.
Proper Selection of Cutting Oil
Stainless steel is prone to adhesion and features poor heat dissipation. Therefore, it is critical to select stainless steel-specific cutting oil with excellent anti-adhesion and heat dissipation performance for machining.
Selection of Cutting Parameters
According to the characteristics of stainless steel materials, low cutting speed and large feed rate should be adopted for machining.
Core Conclusion
Stainless steel CNC machining is moderately difficult, far more challenging than ordinary aluminum parts and 45# steel. The main difficulties include severe built-up edge, high hardness and toughness, poor thermal conductivity, easy thermal deformation, difficult surface roughness control, and high tool wear. However, with reasonable optimization of process parameters, cutting tools and workpiece clamping, stable mass production and high-precision prototyping can be fully achieved.
FAQ
Why Is Stainless Steel Machining More Expensive Than Aluminum?
Higher tool consumption and frequent tool changes
Lower spindle speed leads to longer machining time
Higher scrap rate and greater difficulty in machine setup
Higher-precision tooling and stricter process requirements
What Tolerance Can Stainless Steel CNC Machining Achieve?
Regular standard: ±0.02~0.05 mm
After finish milling & precision grinding: up to ±0.01 mm
Higher precision is achievable with wire EDM and lapping processes.
Which is Harder to Machine: Common 304 or 316 Stainless Steel?
Difficulty level: 316 > 304
316 contains molybdenum element, featuring higher toughness and adhesion, more severe work hardening, and faster tool wear. It also demands stricter requirements for cutting speed, feed rate and cutting fluid.


