
If you’re in manufacturing, you’ve definitely heard of CNC milling and turning—the backbone of precision part production. But do you really know when to use which, what makes them tick, and why some shops struggle with tough jobs while others nail them effortlessly?
At Zorapid, we live and breathe these two processes every day. We’ve turned “impossible” designs into high-tolerance reality for clients across aerospace, medical, automotive, and more. Let’s break down CNC milling and turning—how they work, how they differ, what materials they handle, and why Zorapid is your best bet for precision, speed, and quality.
Tech Deep Dive: CNC Milling & Turning Explained (With Pro Details)
First, let’s get one thing straight: milling and turning are not the same. They use opposite motion logic, different tools, and excel at totally different part types. Mastering both is the key to unlocking any precision project.
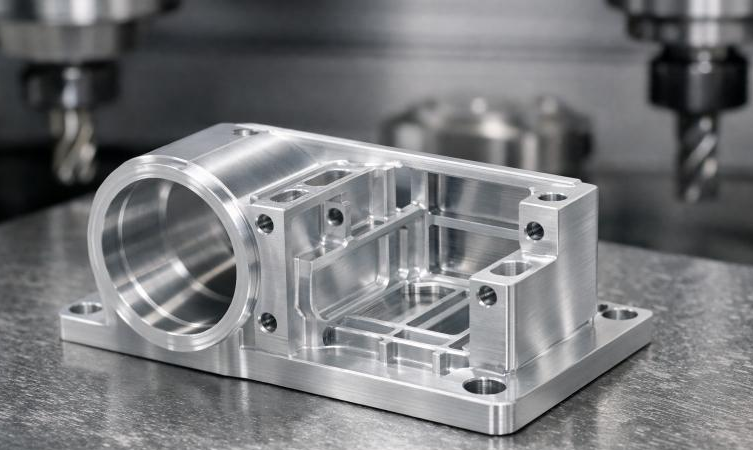
CNC Milling: The “Shape Shifter”
What it is: Milling uses a rotating cutting tool (end mill, ball nose, face mill) while the workpiece stays fixed (or moves in X/Y/Z axes). The tool spins and cuts into the material to remove stock.
Core motion: Tool spins; workpiece moves linearly.
Best for: Complex 3D shapes, flat surfaces, cavities, slots, and non-symmetric parts. Think enclosures, mold cavities, turbine blades, or custom fixtures.
Axis options:
- 3-axis: Basic X/Y/Z movement—great for simple parts, low cost.
- 5-axis: Tool tilts + rotates, accesses hard-to-reach angles in one setup.
Critical for aerospace/medical precision.
Precision: Up to ±0.002mm (2 microns) with high-end machines.
Pro challenges: Tool deflection in deep cuts; heat buildup in hard materials; thin-wall flexing.
CNC Turning: The “Rotary Master”
What it is: Turning flips the script—the workpiece spins at high speed while a fixed single-point cutting tool moves linearly (X/Z axes) to shave off material.
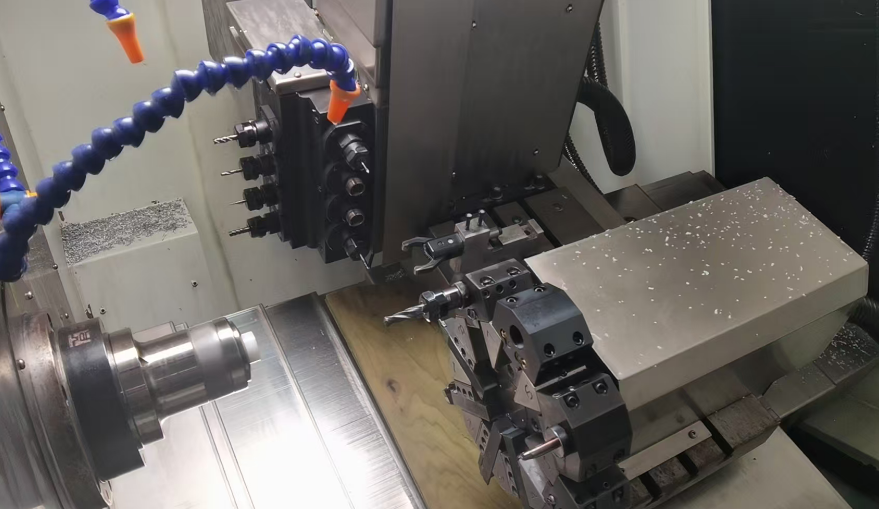
- Core motion: Workpiece spins; tool moves linearly.
- Best for: Symmetric round parts—shafts, pins, bushings, flanges, screws, and threaded components. 58% of automotive shafts are made with turning, for good reason.
- Axis options: 2-axis (X/Z) standard; multi-axis turning centers add milling/drilling for “done-in-one” parts.
- Pro challenges: Bar feed stability; chatter in long/thin parts; tool wear in hard metals.
- Precision: Up to ±0.001mm (1 micron) for tight-tolerance rounds.
Milling vs. Turning: Quick Comparison Table
| Feature | CNC Milling | CNC Turning |
|---|---|---|
| Motion | Tool spins; part moves | Part spins; tool fixed |
| Part Type | Complex, non-round, 3D | Symmetric, round, cylindrical |
| Key Features | Planes, slots, cavities, 3D contours | ODs, IDs, threads, tapers, grooves |
| Speed (Simple Parts) | Slower (multiple passes) | 3–5x faster (single setup) |
| Precision | ±0.002mm | ±0.001mm |
| Ideal Volume | Low–medium (prototypes, complex batches) | Medium–high (mass-produced rounds) |
Industry Analysis: Why Milling & Turning Dominate Modern Manufacturing
The global CNC market is booming, and milling/turning are leading the charge—here’s why:
Market Growth & Demand
- The CNC milling-turning center market hit $3.44B in 2025 and will reach $7.09B by 2035 (7.5% CAGR).
- Milling machines hold 34% of the CNC machine market (largest segment); turning machines 29%.
- Aerospace, medical, EVs are the top drivers: EV manufacturing increased lathe use by 23% in advanced hubs.
Key Industry Trends
Multi-Tasking Machines: 5-axis mills and turn-mill centers replace multiple setups, cutting time by 40% and errors by 60%.
Ultra-Precision Demand: Medical (implants) and aerospace (turbine parts) require ±0.002mm or tighter tolerances—only top shops can deliver.
Hard Material Machining: More parts use titanium, Inconel, hardened steel—standard tools fail; specialized gear is a must.
Automation & Smart Manufacturing: 24/7 lights-out production, AI adaptive control, and in-process CMM checks are no longer optional.
The “Gap” in the Market
Most shops fall into two buckets:
- Low-cost, low-precision: Rush jobs, poor tolerances, high scrap.
- High-cost, slow delivery: Big names with long lead times, minimum orders, and inflexibility.
Zorapid fills this gap: We deliver aerospace-grade precision (±0.002mm) at competitive prices with 3–5 day lead times—no MOQs, no excuses.
The “Impossible” Parts We Nail (Others Can’t)
Any shop can make simple bolts or brackets. The real test? Thin walls, micro features, hard materials, and tight tolerances—jobs most shops reject as “too risky.” At Zorapid, we specialize in these tough challenges.
Ultra-Thin Walls (0.5–1mm)
Problem: Thin walls flex under cutting forces, warp, or break—especially in aluminum or stainless steel. Most shops refuse walls under 1.5mm.
Zorapid Solution: Custom low-pressure fixturing, high-speed light passes, and rigid 5-axis setups. We machine 0.6mm aluminum walls and 0.8mm stainless walls with zero deflection and perfect flatness.
Micro Features & Deep Holes (0.8mm+)
Problem: Tiny holes, micro slots, or deep bores in hard materials (titanium, Inconel) cause tool breakage, chatter, or misalignment.
Zorapid Solution: Micro-grain carbide tools, peck drilling (to clear chips), and in-process laser alignment. We consistently hit ±0.01mm on 1mm holes in titanium and 0.5mm slots in hardened steel—no burrs, no breaks.
Hardened Steel & High-Temp Alloys (HRC 50–62)
Problem: Hardened steel (H13, S136) and superalloys (Inconel 718, titanium) destroy standard tools, cause burning, or lose tolerance.
Zorapid Solution: Coated carbide/ceramic tools, strict heat control (air mist cooling), and optimized feeds/speeds. We machine HRC 62 mold steel and Inconel 718 aerospace parts with Ra 0.8μm finish and full tolerance compliance.

Complex 5-Axis Geometry (One Setup)
Problem: Parts with undercuts, angled holes, or 3D contours require multiple setups—each setup adds error, time, and cost. Most shops can’t do 5-axis in-house.
Zorapid Solution: DMG/Mori 5-axis mills with full contouring capability. We machine complex aerospace brackets and medical implant components in one setup—cutting lead time by 50% and ensuring perfect alignment.

Materials We Machine (For Milling & Turning)
One size never fits all. We work with a massive range of metals and plastics—each with unique machining quirks. Here’s our go-to list, with pro tips for each.
Metals (Most Common for Precision Parts)
| Material | Key Traits | Best For | Machining Tips (Zorapid Know-How) |
|---|---|---|---|
| Aluminum (6061, 7075) | Light, strong, easy to machine | Aerospace, enclosures, heat sinks | High speed (12k–18k RPM), sharp tools, air cool—avoid heat warp |
| Stainless Steel (304, 316) | Corrosion-resistant, tough | Medical, food, marine parts | Coated tools, lower RPM, generous coolant—prevents work hardening |
| Carbon Steel (45#, 1045) | Cheap, strong, versatile | Shafts, gears, fixtures | High feed rate, carbide tools—excellent surface finish |
| Titanium (Ti-6Al-4V) | Light, ultra-strong, biocompatible | Medical implants, aerospace | Slow speed, high feed, sharp tools—avoid heat buildup (fire risk!) |
| Inconel 718 | Heat/corrosion resistant | Jet engines, gas turbines | Ceramic-coated tools, air cool only—slow, steady passes |
| Brass (C360) | Soft, low friction, conductive | Fittings, connectors, valves | Ultra-high speed, polished tools—excellent finish, no burrs |
Engineering Plastics & Composites
- ABS/PC: Enclosures, prototypes—high speed, air cool.
- POM (Delrin): Gears, sliders—polished tools, fast feeds.
- PEEK: Medical implants, aerospace—rigid setup, slow feeds.
- Carbon Fiber: Lightweight, high strength—sharp diamond tools, dust extraction.
Pro Tip: At Zorapid, we prep every material (dry plastics, stress-relieve metals) before machining—critical for avoiding warping, shrinking, or dimensional drift post-production.
Real-World Case Studies (Zorapid Success Stories)
Talk is cheap—here’s how we’ve solved tough milling/turning challenges for our clients.
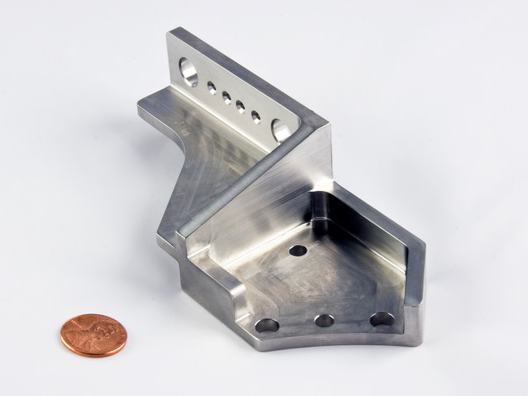
Case 1: Aerospace Titanium Bracket (5-Axis Milling)
Challenge: A defense client needed a Ti-6Al-4V bracket with complex 3D contours, 0.8mm thin walls, and ±0.02mm tolerance. Previous vendors failed—tool breakage, warping, and 4-week lead times.
Zorapid Solution: 5-axis DMG mill, micro-grain carbide tools, and custom fixturing. We machined 25 parts in 5 days with 100% CMM compliance and zero scrap.
Result: Client met a critical deadline, switched to Zorapid for all aerospace parts, and reduced costs by 30%.
Case 2: Medical 316L Stainless Shaft (Precision Turning)
Challenge: A medical device company needed 500 316L stainless shafts (6mm diameter, 150mm length) with ±0.001mm runout and mirror finish. Competitors delivered 20% scrap in 2 weeks.
Zorapid Solution: High-precision CNC lathe, diamond-tipped tools, and in-process runout checks. We delivered zero scrap in 4 days, with Ra 0.4μm finish.
Result: Client launched their surgical instrument line early, and Zorapid became their exclusive precision turning partner.

Case 3: Automotive Inconel 718 Turbo Component (Turn-Mill)
Challenge: An automotive OEM needed a Inconel 718 turbo valve with turned OD, milled slots, and threaded holes—all in one part. Most shops required 3 setups and 2 weeks.
Zorapid Solution: Turn-mill center (one setup), coated ceramic tools, and air cooling. We machined 100 parts in 6 days with full tolerance compliance.
Result: Client streamlined production, reduced lead time by 70%, and cut assembly errors by 50%.
Top Applications for CNC Milling & Turning Parts
Milling and turning power nearly every industry that makes physical products. Here’s where our parts end up every day:
Aerospace & Defense
- Milling: Structural brackets, turbine blades, wing components (titanium/aluminum).
- Turning: Fasteners, hydraulic shafts, fuel system components (Inconel/titanium).
Medical & Healthcare
- Milling: Implant plates, surgical instrument bodies, diagnostic housings (316L/PEEK).
- Turning: Bone screws, spinal rods, catheter components (titanium/316L).
Automotive & EV
- Milling: Chassis components, battery trays, motor housings (aluminum).
- Turning: Transmission shafts, axles, valve components (steel/stainless)
Consumer Electronics
- Milling: Phone frames, heat sinks, internal brackets (aluminum/ABS).
- Turning: Connector pins, camera barrels, fasteners (brass/stainless)
Industrial & Robotics
- Milling: Gear boxes, custom fixtures, robot arms (steel/aluminum).
- Turning: Drive shafts, bearings, rollers (steel/POM)
Blazing-Fast Delivery: How We Beat Industry Lead Times
We know speed is everything—especially for prototypes, urgent batches, and time-sensitive projects. The industry average for precision parts is 10–14 days. At Zorapid, we deliver 3–5 days—without cutting corners on quality.
Our Speed Secrets
24/7 Lights-Out Machining: Our DMG/MAZAK mills and lathes run around the clock—no downtime, no delays.
In-House Everything: Machining, CMM inspection, finishing (polishing/anodizing), and packaging—all under one roof. No waiting on third-party vendors.
Rapid DFM & Quoting: We review your CAD files in 2 hours (not 2 days) and start machining within 24 hours of order confirmation.
Optimized Workflows: 5-axis and turn-mill centers cut setups from 3–5 to 1, slashing production time by 50%.
Typical Lead Times
- Prototypes (1–10 parts): 1–3 days
- Small Batches (10–500 parts): 3–7 days
- High-Volume Runs (500+): 7–14 days
No shortcuts, no excuses: Every part gets a full CMM inspection before shipping—fast and precise, always.
Why Choose Zorapid for CNC Milling & Turning?
Plenty of shops do milling and turning. But none combine precision, speed, material expertise, and “impossible” part capability like Zorapid. Here’s why clients worldwide pick us:
Unmatched Precision (±0.002mm Tolerances)
We hold tighter tolerances than 95% of shops—even for tricky materials and complex geometries. Our CMM inspection ensures 100% dimensional compliance for every part.
“Impossible” Part Specialists
Thin walls, micro features, hardened steel, superalloys, 5-axis complexity—we specialize in jobs others reject. No “it can’t be done” here.
Mastery of Hard & Exotic Materials
We don’t shy away from titanium, Inconel, hardened steel, or carbon fiber. Our specialized tools and parameters handle them with ease.
Premium Equipment & Automation
DMG/MAZAK 5-axis mills, high-precision lathes, and in-process CMM checks—we invest in the best to deliver the best.
Global Quality Certifications
ISO 9001, ISO 13485 (medical), AS 9100 (aerospace)—we meet strict international standards for every industry.
Transparent Pricing & No MOQs
Pay only for what you need—no minimum orders, no hidden fees. We provide detailed quotes upfront, so you know exactly what you’re paying.
English-Speaking Engineering Team
No language barriers, no miscommunication. Our US/UK-trained engineers understand your design intent and deliver exactly what you need.
Wrap-Up: Milling & Turning Done Right—Only at Zorapid
CNC milling and turning aren’t just “cutting metal”—they’re a perfect blend of art and science:
- Art: Understanding material quirks, tool behavior, and how to avoid warping/chatter.
- Science: Precise parameters, rigid setups, and data-driven quality control.
At Zorapid, we’ve mastered both. We don’t just make parts—we solve your toughest manufacturing challenges. Whether you need a one-off titanium prototype, a batch of precision medical shafts, or complex 5-axis aerospace components—we’ve got the skills, machines, and speed to deliver.
No “impossible” jobs, no excuses, just perfect parts, every time.
FAQs: Your Burning Milling & Turning Questions Answered
Should I choose milling or turning for my part?
Ask one question: Is it symmetric and round?
- Yes → Turning (faster, cheaper, tighter tolerances).
- No → Milling (complex shapes, non-symmetric features).
- Both → Turn-mill center (one setup, no errors).
What’s the tightest tolerance Zorapid can hold?
±0.001mm (1 micron) for turning, ±0.002mm (2 microns) for milling—even for hard materials like titanium or Inconel.
Can you machine hardened steel (HRC 50+)?
Absolutely. We use coated ceramic tools and optimized parameters to machine HRC 62 mold steel with Ra 0.8μm finish and full tolerance compliance.
What’s the maximum part size you can handle?
- Milling: Up to 1000×800×500mm
- Turning: Up to 500mm diameter × 1500mm length
Do you offer secondary finishing (anodizing, polishing, plating)?
Yes! In-house finishing includes:
- Metal: Anodizing, black oxide, polishing (mirror/satin), plating (nickel/chrome).
- Plastic: Painting, silk-screening, polishing.
Can you help with DFM (Design for Manufacturability)?
Absolutely. Our engineering team reviews your CAD files for free and provides DFM feedback to reduce cost, improve quality, and speed up production.
Ready to Start Your CNC Milling & Turning Project?
Drop your CAD files here, and our English-speaking engineering team will get back to you with a custom quote & free DFM feedback in 2 hours. Let’s turn your design into precision reality—fast.


