If you’ve ever struggled with plastic parts that warp, crack, or just won’t hold tight tolerances—you’re not alone. CNC machining plastics is way trickier than metals: they melt easily, flex under tools, and every polymer behaves differently.
At Zorapid, we’ve spent years mastering these quirks, turning impossible plastic designs into precision parts. Let’s break down everything you need to know—from material picks to pro tricks that make all the difference.
The Tech Deep Dive: CNC Plastic Machining Basics
Plastics are heat-sensitive, low-rigidity, and prone to chipping—so machining them isn’t just “cutting slower.” It’s about controlling every variable to avoid deformation, tool clogging, or surface defects.
Core Challenges We Solve Daily
- Heat Warping: Most plastics soften at 60–120°C. Even minor friction from dull tools or high speeds can bend parts mid-cut.
- Tool Sticking: Soft plastics (ABS, POM) melt and stick to cutters, ruining surface finish and tolerances.
- Chipping/Cracking: Brittle plastics (PMMA, PC) chip easily if tools are too dull or feeds too fast.
- Dimensional Drift: Hygroscopic plastics (Nylon) absorb moisture, swelling/shrinking post-machining.
Zorapid’s Precision Machining Setup
We use high-speed CNC mills (8,000–12,000 RPM) with sharp, polished carbide tools—no dull blades allowed. For heat control, we skip messy liquid coolant (which causes moisture damage) and use compressed air mist cooling to keep parts stable without warping. Our rigid workholding (low-pressure hydraulic vises) prevents flexing, even for thin-walled parts (<1mm) that most shops reject.
The Impossible Parts We Nail (Others Can’t)
A lot of shops say no to thin walls, micro features, or tight-tolerance plastic parts. At Zorapid, we specialize in these tough jobs—here’s proof:
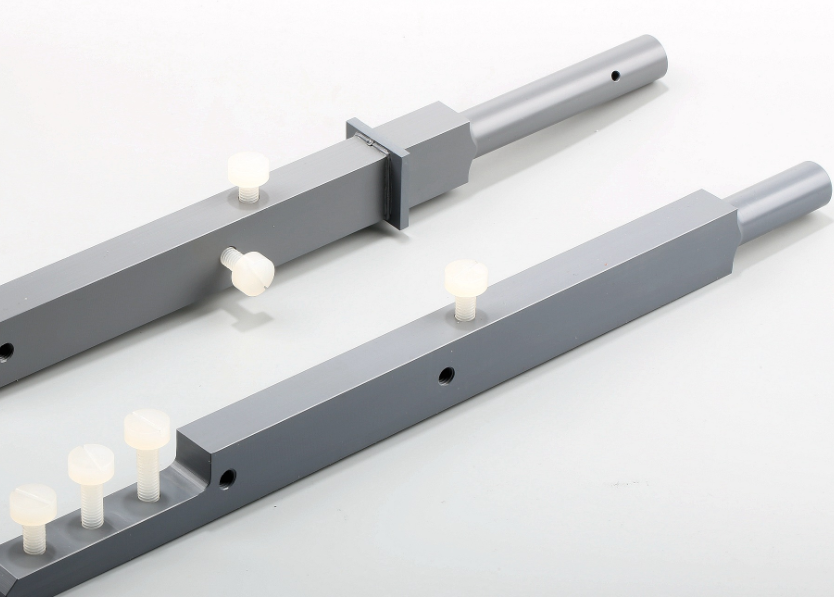
Ultra-Thin Walls (0.5–1mm)
Most plastics flex under cutting forces, so walls thinner than 1mm warp or break. Our solution: low-feed, high-speed passes + custom fixturing that supports every millimeter. We’ve machined 0.6mm PEEK and PC walls with zero deflection—perfect for medical devices and aerospace enclosures.
Micro Holes & Fine Features (0.8mm+)
Drilling tiny holes in brittle PMMA or soft POM? Most tools chip or clog. We use micro-grain carbide drills with sharp point geometry, plus peck drilling (interrupted cuts) to clear chips fast. We regularly hit ±0.02mm tolerances on 1mm holes in POM and Nylon—no burrs, no cracks.
High-Temp & Reinforced Plastics (PEEK, GF-Nylon)
PEEK (250°C max temp) and glass-filled Nylon are tough on tools and prone to burning. We use specialized coated tools and strict heat control (air cooling only) to avoid charring. We’ve machined PEEK aerospace brackets and 30% GF-Nylon gears with perfect surface finish—jobs most shops quote 2x higher or refuse entirely.
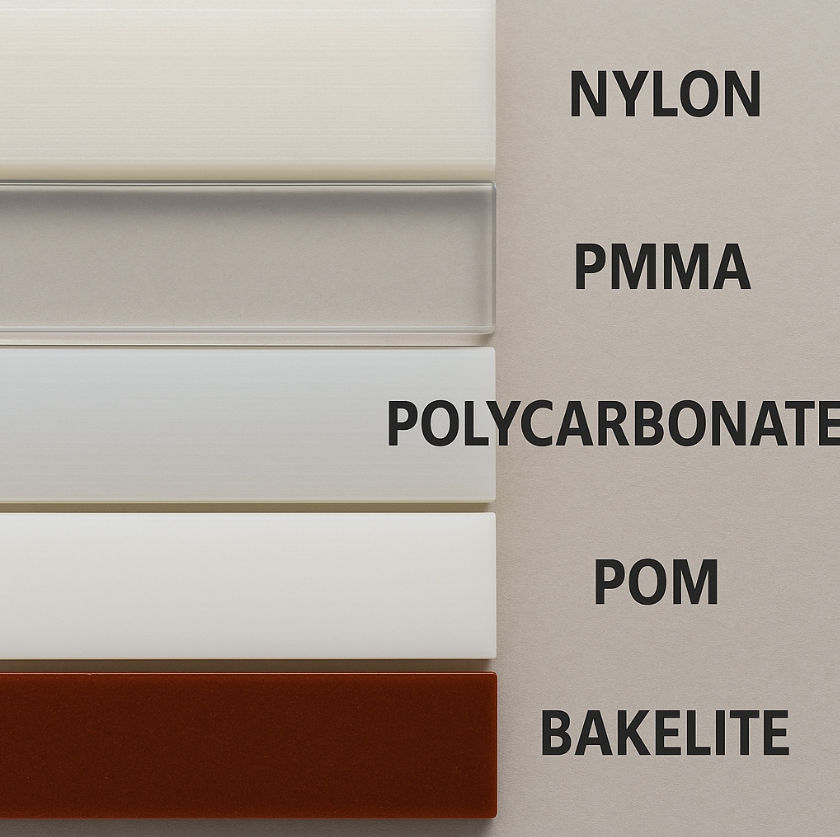
Go-To Plastics for CNC Machining
Not all plastics are created equal. Here’s our curated list of the best CNC-friendly polymers, plus when to use each and how to machine them right.
| Material | Key Traits | Best For | Machining Pro Tips |
|---|---|---|---|
| ABS | Cheap, tough, easy to machine; prone to heat buildup | Enclosures, prototypes, fixtures | Sharp tools, high speed (10k RPM+), air cool—avoid overheating |
| POM (Delrin) | Low friction, rigid, dimensionally stable | Gears, sliders, bearings | Fast feeds, polished tools—prevents sticky long chips |
| PC (Polycarbonate) | Clear, impact-resistant, heat-tolerant | Safety shields, lenses, aerospace covers | Light cuts, slow feeds—no sudden temp changes (causes cracking) |
| PMMA (Acrylic) | Crystal clear, polishable, brittle | Displays, optical parts, signs | Ultra-sharp tools, high speed—no heavy clamping (chips easily) |
| Nylon (PA6/66) | Wear-resistant, self-lubricating | Bushings, rollers, wear pads | Dry before machining (80°C for 2hrs)—prevents moisture swelling |
| PEEK | High-temp (250°C), chemical-resistant | Medical implants, aerospace parts | Rigid setup, coated tools, air cool—slow feeds to avoid burning |
Pro Tip: Always dry hygroscopic plastics (Nylon, PC) before machining—moisture causes bubbles and dimensional drift. We use industrial dryers to pre-treat all sensitive materials.
Real-World Case Studies (Zorapid’s Success Stories)
Talk is cheap—here’s how we’ve solved tough plastic machining challenges for our clients.
Case 1: Medical PEEK Implant Component
Challenge: A medical client needed a PEEK spinal spacer with 0.8mm thin walls and ±0.02mm tolerance. Most shops said it was “too risky” due to PEEK’s heat sensitivity and thin-wall flexing.
Zorapid Solution: Custom low-pressure fixturing, coated carbide tools, and air-cooled high-speed passes. We machined 50 parts with 100% dimensional compliance and zero surface defects.
Result: Client launched their implant line 2 weeks early—no delays, no rework.

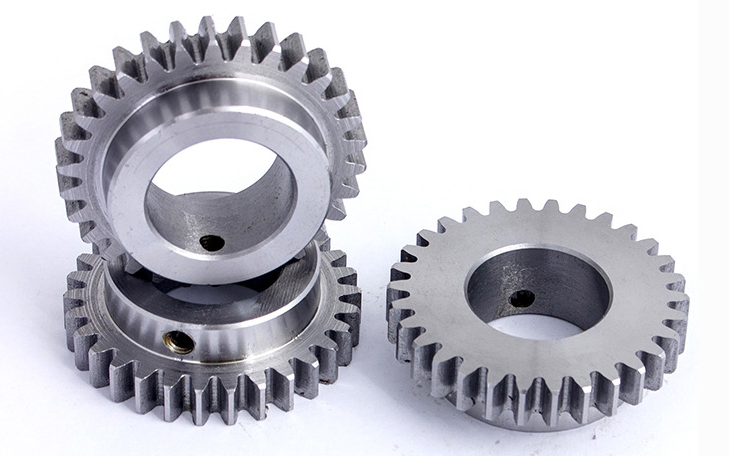
Case 2: Automotive POM Gear Assembly
Challenge: An automotive client needed 200 POM gears (12mm diameter, 0.5mm tooth width) with tight runout tolerances. Previous vendors had consistent burrs and dimensional drift.
Zorapid Solution: Polished carbide gear cutters, high-speed milling, and in-process CMM inspections. We eliminated burrs and held runout to ±0.015mm.
Result: Zero defects in batch—client switched to us for all their precision plastic gear needs.
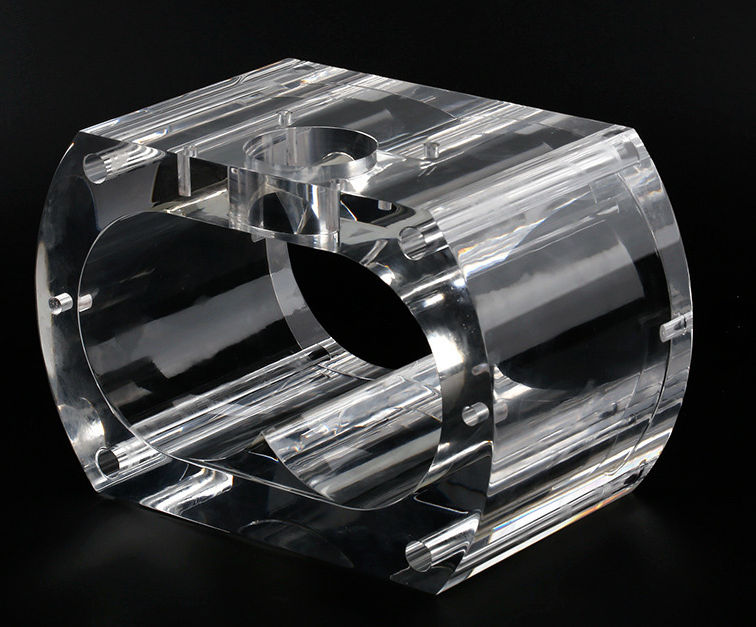
Case 3: Consumer Electronics PMMA Display Cover
Challenge: A tech startup needed a 3mm thick PMMA display cover with polished edges and zero scratches. Brittle PMMA often chips during machining/polishing.
Zorapid Solution: Ultra-sharp diamond-tipped tools, high-speed light cuts, and a 3-step polishing process. We delivered crystal-clear parts with no chips or scratches.
Result: Parts passed strict cosmetic QC—client used them in their flagship product launch.
Top Applications for CNC Plastic Parts
CNC plastics shine in industries where light weight, precision, and cost savings matter most. Here’s where our parts go every day:
- Medical & Healthcare: Implants (PEEK), surgical instrument handles, diagnostic device housings (PC/ABS)
- Aerospace & Defense: Lightweight brackets, interior panels, sensor covers (PEEK/PC)
- Consumer Electronics: Phone cases, display covers, internal structural parts (ABS/PMMA)
- Automotive: Gears, interior trim, sensor housings, battery components (POM/Nylon)
- Industrial & Robotics: Wear pads, bushings, custom fixtures, insulating parts (POM/PTFE)
Blazing-Fast Delivery: How We Beat The Clock
We know speed is everything—especially for prototypes and small batches. At Zorapid, we’ve streamlined every step to get your parts to you 3–5 days faster than the industry average.
Our Speed Secret:
- 24/7 CNC Operation: Our machines run around the clock—no downtime, no delays.
- In-House Everything: Machining, inspection, finishing—all under one roof. No waiting on third-party vendors.
- Rapid DFM & Quoting: We review your CAD files in hours, not days, and start machining within 24hrs of order confirmation.
Typical Lead Times:
- Prototypes: 1–3 days
- Small batches (10–500): 3–7 days
- High-volume runs: 7–14 days
We don’t sacrifice quality for speed—every part gets a full CMM inspection before shipping. Fast and precise, always.

Why Choose Zorapid For CNC Plastic Machining?
Plastic machining isn’t just about cutting—it’s about mastering the details that make or break parts. Here’s why clients worldwide pick us over competitors:
Unmatched Precision (±0.002mm Tolerances)
We hold tighter tolerances than most shops—even for tricky plastics. Our CMM inspection ensures every part meets your specs, no exceptions.
Impossible Part Expertise
Thin walls, micro features, high-temp plastics—we specialize in jobs others reject. No “it can’t be done” here.
Premium Material Selection
We stock all major CNC plastics (ABS, POM, PC, PMMA, Nylon, PEEK) in multiple grades—no cheap substitutes.
Flawless Surface Finishes
From as-machined (Ra 1.6μm) to mirror-polished (Ra 0.02μm), we deliver the finish you need—no burrs, no scratches.
Global Quality Certifications
ISO 9001, ISO 13485 (medical), AS 9100 (aerospace)—we meet strict international standards for every industry.
Transparent Pricing & No MOQs
Pay only for what you need—no minimum orders, no hidden fees. We provide detailed quotes upfront, so you know exactly what you’re paying.
Wrap-Up: CNC Plastics Done Right
CNC plastic machining is equal parts art and science—art in understanding each material’s quirks, science in controlling every variable (speed, feed, heat, fixturing). At Zorapid, we’ve mastered both, turning your toughest plastic design challenges into high-precision, flawless parts.
Whether you need a one-off PEEK prototype, a batch of POM gears, or crystal-clear PMMA displays—we’ve got the skills, machines, and speed to deliver. No “impossible” jobs, no excuses, just perfect plastic parts, every time.
Ready to bring your plastic part design to life? Send us your CAD files today for a fast, free quote—we’ll get you from design to delivery in days, not weeks.

FAQs: Your Burning Plastic Machining Questions Answered
What’s the tightest tolerance you can hold on plastic parts?
±0.002mm for most plastics (POM, PC, ABS). For PEEK and reinforced Nylon, we hold ±0.005mm—still tighter than the industry standard (±0.02mm).
Can you machine transparent plastics like PMMA or PC without scratches?
Absolutely. We use diamond-tipped tools and a 3-step polishing process to deliver mirror-clear parts with zero scratches or haze.
Do you offer secondary finishing (polishing, painting, assembly) for plastic parts?
Yes! In-house finishing includes polishing (mirror, satin), painting (custom colors), silk-screening, and assembly—all to your specs.
What’s the maximum part size you can machine?
Our CNC mills handle parts up to 1000x800x500mm—perfect for large enclosures, fixtures, and aerospace components.
How do you ensure consistency in batch production?
A: Every part gets 100% dimensional inspection with CMM. We also use in-process checks during machining to catch drift early—consistency guaranteed.
Ready to Start Your CNC Plastic Project?
Drop your CAD files here, and our engineering team will get back to you with a custom quote & DFM feedback in 12hrs. Let’s turn your plastic part ideas into precision reality—fast.


