If you’re an engineer, product designer, or procurement manager sourcing rotary, cylindrical, or shaft parts, you already know this: CNC turning is the backbone of precision mechanical manufacturing.
But not all CNC turning services are created equal. Many shops only handle simple, low-tolerance parts. They struggle with thin walls, hard metals, micro threads, and complex rotary geometries.
In this complete beginner-friendly but technically deep guide, we’ll break down exactly how CNC turning works, its core advantages, the hard-to-make parts we specialize in, compatible materials, real client cases, industry applications, fast turnaround, and why Zorapid stands out from typical CNC factories.

CNC Turning Technical Deep Dive: How It Works & Key Process Benefits
Let’s start with the fundamentals, explained in plain engineering terms.
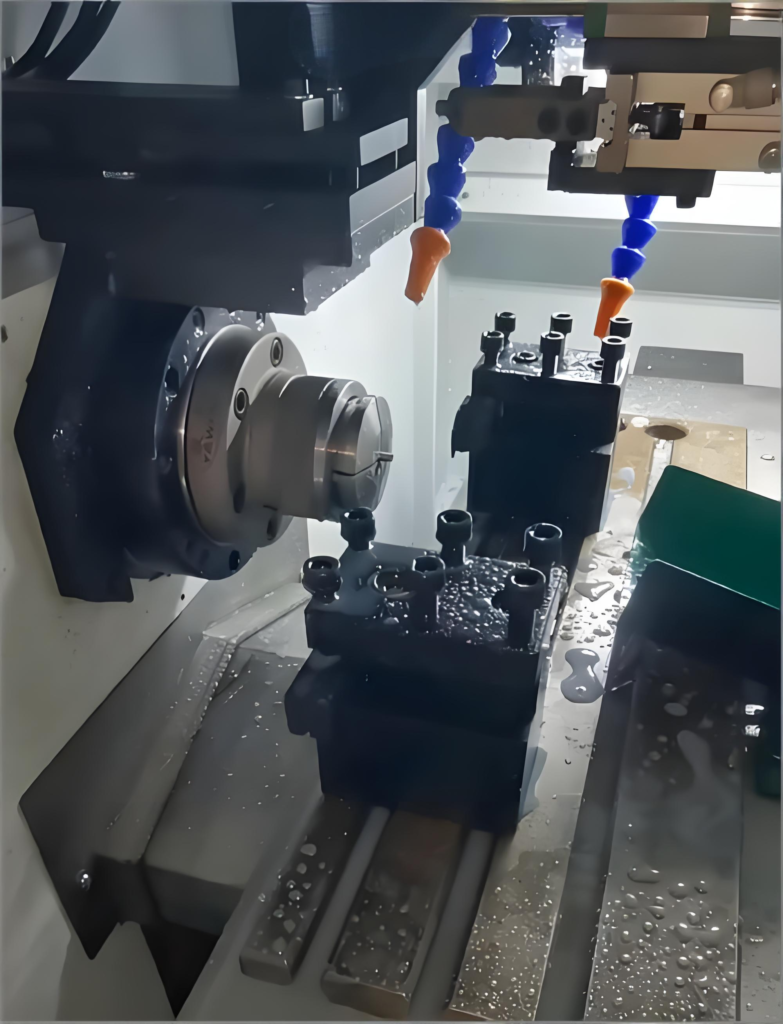
CNC turning is a subtractive manufacturing process. Unlike milling (where the tool spins), turning keeps the cutting tool fixed while the workpiece spins at high RPM. The tool removes material layer by layer to create perfectly round, cylindrical, tapered, threaded, and grooved parts.
Standard Professional Turning Workflow
Step 1: CAD & CAM Optimization We import your STEP/IGES/SolidWorks files and generate optimized G-code. Our engineers adjust toolpath strategy based on part rigidity, material hardness, and tolerance requirements to avoid vibration, tool wear, and deformation.
Step 2: Precision Fixturing & Tool Selection We use matched carbide tools, specialized threading inserts, and soft/hard custom jigs. This ensures minimal runout and zero clamping distortion before cutting starts.
Step 3: Three-Stage Cutting (Rough – Semi-Finish – Finish)Roughing removes bulk material quickly. Semi-finishing evens residual margins. Finishing uses low feed rate and high spindle speed to achieve ultra-smooth surface finishes and micron-level precision.
Step 4: In-Process Compensation We calibrate tool wear and spindle runout during production. This guarantees consistent dimensions across the entire batch, not just the first piece.
Step 5: Full QC & Documentation Every finished part is inspected via micrometers, calipers, and CMM. We deliver full inspection reports for every order.
Core Technical Advantages of High-End CNC Turning
- Perfect concentricity & roundness: Controls runout within 0.002 mm, ideal for high-speed rotating mechanical components.
- Superior surface quality: Achieves Ra 0.2μm mirror finish, eliminating manual polishing for most functional parts.
- One-setup multi-feature forming: Outer diameter, inner bore, taper, thread, groove, and chamfer done in one clamp. No cumulative alignment errors.
- Excellent batch repeatability: Strict dimensional consistency for small-batch and mass production.
- Low-stress cutting: Optimized parameters prevent thermal deformation on thin-wall and high-hardness parts.
Hard Turning Jobs Other Shops Can’t Do (We Specialize In These)
Most CNC turning factories only take easy jobs: simple shafts, thick sleeves, soft aluminum parts. When your project involves ultra-precision, thin walls, hard steel, or micro features, most shops will reject it or deliver defective batches.
Here’s exactly what we handle that competitors cannot:

Ultra-Thin-Wall Rotary Parts (0.2mm Minimum Wall)
Thin-wall hollow sleeves are notoriously difficult. Clamping force causes squeezing deformation. High cutting vibration creates ovality. Most factories fail below 0.8mm wall thickness.
Our solution: Custom soft fixture + layered low-stress turning + micro-feed finishing. We stably produce 0.2mm thin-wall cylindrical parts with perfect roundness and zero distortion.
Hard Turning for HRC 50–60 Hardened Steel
Standard lathes cannot machine quenched H13, S136, and SKD11 steel. Tools wear out instantly, leaving poor surface quality and burnt edges. Traditional processes rely on slow, expensive grinding.
Our solution: Nano-coated rigid turning tools + low-vibration hard-turning parameters. We replace grinding with direct turning, cutting lead time by 40% while holding tight tolerances.
Micro-Precision Small Turning Components
Micro shafts, tiny threaded pins, and miniature medical connectors under 1–3mm diameter are extremely challenging. Tool breakage and dimensional drift are common failures.
Our capability: We use micro-precision tooling and high-resolution spindle control to achieve ±0.002mm tolerance for micro turning parts.
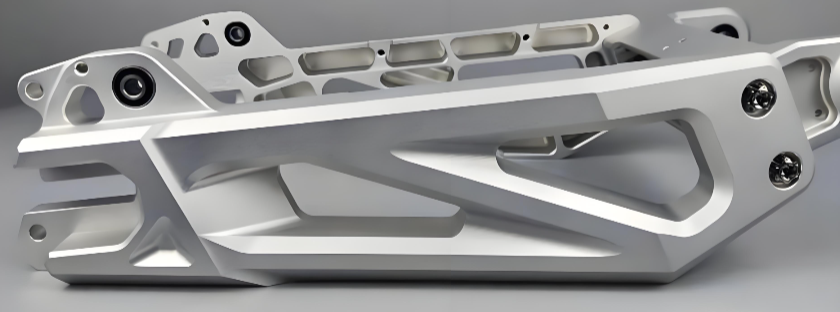
Complex Eccentric & Multi-Step Rotary Parts
Eccentric shafts, multi-stage bores, asymmetric grooves, and special taper structures require synchronized multi-axis movement. Ordinary single-axis lathes cannot finish these in one setup, resulting in serious cumulative errors.
Our advantage: Full-path linkage turning realizes one-time forming for complex heterogeneous rotary parts with perfect assembly accuracy.
High-Precision Custom Threads & Sealing Grooves
Fine-pitch threads, double-sided symmetrical grooves, and ultra-narrow sealing grooves often suffer from burrs and uneven tooth profiles in generic turning. We achieve clean, burr-free thread surfaces that fit perfectly without secondary trimming.
Full Material Range We Support for CNC Turning
Different materials require completely different spindle speeds, feed rates, cooling methods, and tool coatings. We don’t use generic parameters. Every material gets a tailored turning process for stable quality.
Industrial Metals
- Aluminum (6061, 7075, 2024): Fast clean cutting, mirror finish, low deformation. Perfect for lightweight structural shafts and heat sink parts.
- Stainless Steel (304, 316L, 17-4PH): Anti-corrosion, stable size. Ideal for medical, marine, and food equipment components.
- Titanium Ti-6Al-4V: Low-heat specialized turning, biocompatible. Used for surgical and aerospace rotary parts.
- Hardened Steel (H13, S136, SKD11): Professional hard turning for mold cores and wear-resistant pins.
- Inconel & Hastelloy: High-temperature resistant alloy turning for engine and energy equipment.
- Copper & Brass: Burr-free high-precision turning for conductive electrical components.
Engineering Plastics & Special Materials
- PEEK / PEI: Medical-grade clean cutting without melting or deformation.
- Delrin / Nylon / ABS: Stable batch turning for low-friction structural parts.
- PMMA Acrylic: Scratch-free transparent optical turning.
- Graphite: Low-loss precision turning for electrode parts.
Real-World CNC Turning Case Studies
These are real projects we delivered for overseas industrial, medical, and aerospace clients. Every case shows how we solve typical turning pain points.
Case 1: Medical Titanium Micro Threaded Shaft
Client: European medical device manufacturer Challenge: 2.5mm ultra-fine thread shaft with ±0.002mm tolerance. Other shops failed due to thread breakage and inconsistent size.
Zorapid Solution: Custom titanium turning parameters + low-vibration micro threading process.
Result: 100% dimensional compliance, burr-free surface, ISO 13485 qualified, delivered in 5 days.

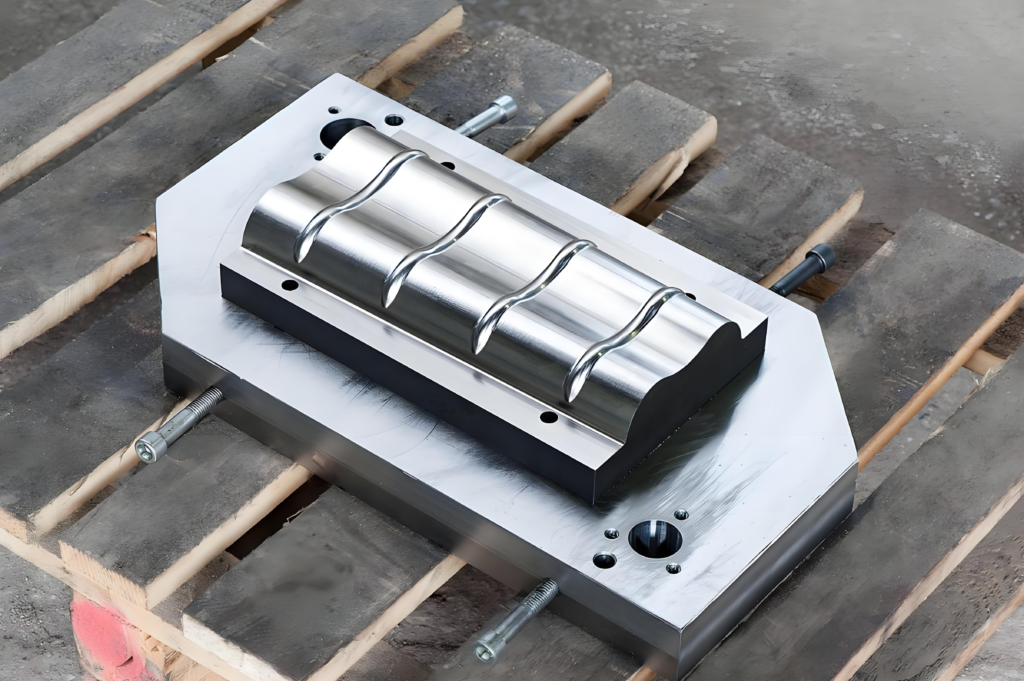
Case 2: Automotive Hardened Steel Mold Core
Client: German automotive mold supplier
Challenge: HRC 58 hardened steel rotary core with multi-groove features. Traditional grinding was slow and costly.
Zorapid Solution: High-precision hard turning replacement process.
Result: 45% faster production, Ra 0.2μm mirror finish, stable batch consistency.
Case 3: Aerospace Ultra-Thin Aluminum Sleeve
Client: US aerospace startup
Challenge: 0.25mm thin-wall aluminum sleeve, easily deformed during clamping and cutting.
Zorapid Solution: Custom soft fixture + layered low-stress turning.
Result: Zero deformation, perfect roundness, 200pcs batch delivered in 7 days.
Top Industry Applications for CNC Turning Parts
If your part is round, cylindrical, tapered, threaded, or shaft-shaped, CNC turning is always your most efficient and cost-effective manufacturing option.
Aerospace & Defense
Engine turbine shafts, precision fasteners, hydraulic rotary joints, drone structural components. Requires ultra-high concentricity and fatigue resistance.
Medical & Dental Devices
Surgical tool shafts, dental abutments, micro implant screws, medical equipment connectors. Strict zero-defect and biocompatibility standards.
Automotive & EV Industry
Motor rotating shafts, bearing pins, valve cores, EV charging connectors, transmission components.
Industrial Automation & Robotics
Robot joint shafts, linear motion parts, pneumatic/hydraulic valve cores, precision locating pins.
Optical & Precision Instruments
Optical lens sleeves, adjustment screws, micro precision rotary components with ultra-smooth surface requirements.
Consumer Hardware & Custom Mechanics
Custom connector pins, equipment fixing shafts, small-batch customized mechanical parts for R&D and testing.
Delivery Speed: Fast Turnaround Without Quality Compromise
We know engineering projects run on tight schedules. Waiting 3–4 weeks for simple turned parts will delay your testing, iteration, and product launch.
At Zorapid, we optimize every production link for speed while maintaining precision quality.
Our Standard Lead Time (vs Industry Average)
- Simple turning prototypes (1–10 pcs): 24–48 hours (Industry: 7–10 days)
- Standard precision small batch: 3–7 days (Industry: 12–18 days)
- Complex hard material / thin-wall parts: 8–12 days (Industry: 20–30 days)
- Medium batch mass production: 10–18 days (Industry: 3–5 weeks)
How We Achieve Fast Delivery
- 24/7 lights-out automatic turning production
- All processes in-house: programming, machining, finishing, QC
- Pre-prepared standard tools and custom fixture solutions
- Dedicated urgent order priority channel
Why Global Engineers Choose Zorapid for CNC Turning
Many factories offer CNC turning. But very few can handle complex precision jobs, maintain batch stability, and deliver fast at the same time. Here’s why Zorapid is trusted by overseas engineering teams:
Specialized in difficult turning jobs: We take thin-wall, hard steel, micro-precision, and complex rotary parts that others refuse.
Material-specific process tuning: No generic parameters. Every material gets exclusive cutting strategies to avoid deformation, burrs, and tool marks.
ISO-certified quality control: Compliant with ISO 13485, AS9100, IATF 16949. Full inspection reports provided.
Zero MOQ flexibility: Support 1pc prototype to 1000+pcs mass production with consistent quality.
Free professional DFM review: We optimize your design for better machinability, lower cost, and faster lead time.
Full in-house post-processing: Anodizing, plating, polishing, passivation, and surface treatment without third-party delays.
English-speaking engineering support: 24/7 clear communication, no language barriers.
Transparent pricing: Detailed itemized quotes with zero hidden fees.
Final Summary
CNC turning is the most efficient process for all rotary mechanical parts. But standard turning = basic quality, while precision turning = project success.
To sum up:
- Professional CNC turning delivers micron-level tolerance, mirror surface finish, and perfect batch consistency.
- Zorapid solves “unmachinable” turning challenges: ultra-thin walls, hardened steel hard turning, micro threads, and complex eccentric parts.
- We support full metal and plastic materials covering medical, aerospace, automotive, and automation industries.
- We provide industry-leading fast turnaround for prototypes and small-batch production.
- Strict QC + free DFM + English support makes your sourcing simple and reliable.
Whether you need rapid prototyping verification or stable low-volume production, Zorapid’s CNC turning service is your reliable long-term manufacturing partner.
Frequently Asked Questions
What’s the real difference between turning and milling?
Turning spins the part for round/cylindrical features. Milling spins the tool for flat/irregular shapes. For all shafts, sleeves, threads, and rotary parts, turning is faster, more accurate, and cheaper.
What tolerances can your CNC turning hold?
Standard tolerance ±0.01mm. Precision-level turning reaches ±0.002mm with Ra 0.2μm surface finish, meeting medical and aerospace standards.
Can you guarantee thin-wall parts won’t deform?
Yes. Our custom fixture and low-stress layered cutting process effectively eliminate clamping and cutting deformation, even for 0.2mm ultra-thin walls.
What design files do you accept?
STEP, IGES, STL, SolidWorks, AutoCAD, Fusion 360. We also accept 2D drawings with tolerance markings for quotation.
Do you support custom non-standard threads?
Absolutely. We handle metric, imperial, fine-pitch, and special custom thread profiles with perfect assembly fit.
Is small-batch turning more expensive?
No extra setup fees, no MOQ pressure. Our pricing stays reasonable whether you order 1 prototype or hundreds of production parts.
Do you provide official inspection reports?
Yes. Every order comes with full dimensional inspection reports and material certification files for industry audits.
Can you optimize my design for better turning manufacturability?
Yes. Our engineers provide free DFM optimization to reduce difficulty, cost, and lead time without sacrificing part performance.
Ready to Start Your CNC Turning Project? Send your CAD files today. Zorapid’s English-speaking engineering team will provide a free quote + free DFM analysis within 24 hours.


