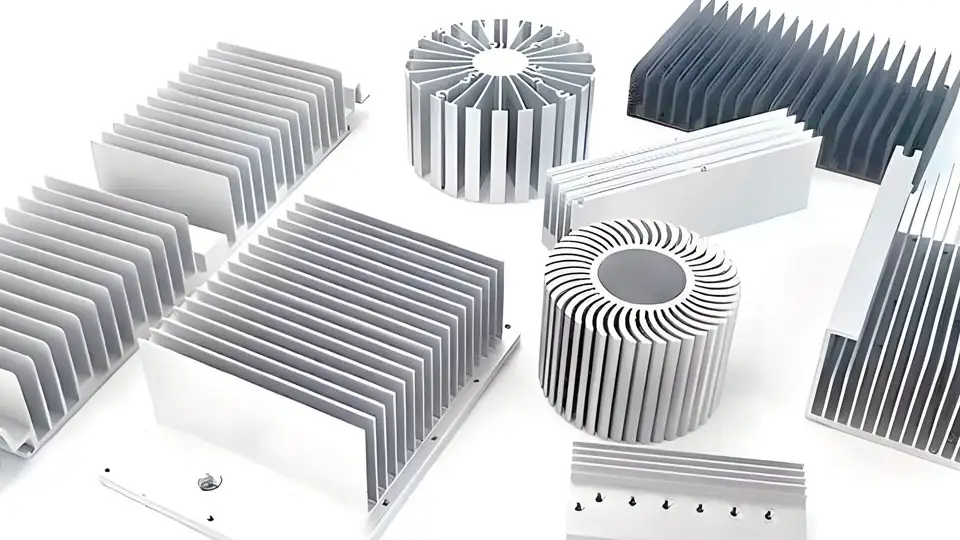
What is a Heat Sink?
A heat sink is a device that dissipates operating heat from equipment to maintain normal operation, mainly applied to core components such as computer CPUs and graphics cards.
It is classified by cooling method into air cooling, liquid cooling, heat pipe and other types. The mainstream materials are copper and aluminum alloy, along with non-metallic options like graphene thermal plastics and ceramics (silicon carbide, boron nitride, etc.).
Heat dissipation is realized through the combined effects of thermal conduction, convection and radiation. Common manufacturing processes include aluminum extrusion and copper-aluminum composite bonding. The design and forming of cooling fins directly determine heat dissipation efficiency.
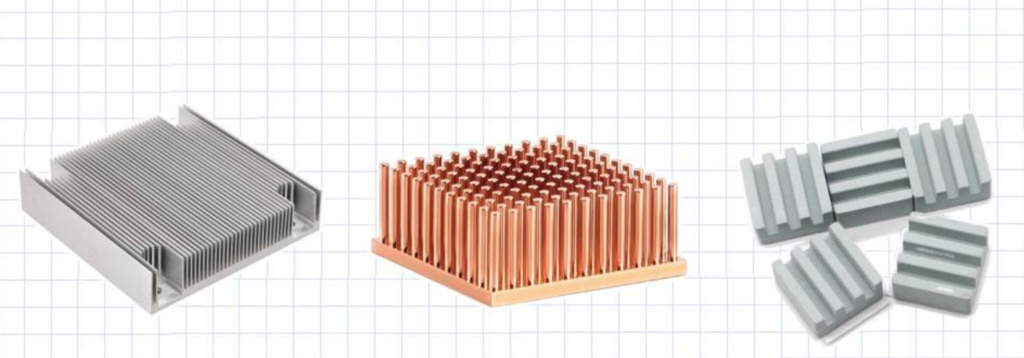
Heat Sink Materials?
Copper and aluminum alloy are the mainstream materials.delivers better thermal performance, with a thermal conductivity of 380–420 W/m·K, compared to 150–250 W/m·K for aluminum alloy.
Copper dominates high-end thermal dissipation scenarios, such as AI computing servers, high-power RF components, premium consumer electronics, GPUs and CPUs.
Aluminum alloy heat sinks are widely adopted for medium heat dissipation scenarios where structural strength and lightweight design matter most — ideal for power systems, photovoltaics, automotive gear, and communication base stations.
New metal composite materials include graphene-based aluminum, diamond/aluminum composites, and diamond/copper composites.
Graphene-based Aluminum Material
Graphene-based aluminum is produced by modifying aluminum with graphene via the smelting method. It effectively improves the thermal conductivity of aluminum alloys while retaining their excellent structural machinability and lightweight advantages. The thermal conductivity of graphene-based aluminum can reach 300–350 W/m·K.
Diamond Aluminum Composite
Diamond boasts a theoretical thermal conductivity up to 2000 W/m·K. Blending diamond with aluminum drastically boosts alloy thermal conductivity. Diamond-aluminum composites now achieve 500–600 W/m·K, delivering exceptional heat dissipation performance.
To achieve even higher thermal conductivity, a higher diamond content is required. However, this will significantly compromise the structural stability and machinability of the alloy. Meanwhile, the high cost of diamond addition also makes the overall product less cost-effective.
Diamond/Copper Composite
Diamond/copper composite modifies copper by leveraging diamond’s ultra-high thermal conductivity, greatly boosting copper’s heat conduction performance. Its thermal conductivity currently ranges from 600 to 1000 W/m·K, depending on the diamond filling ratio for performance trade-off.
Heat Sink Types & Machining Processes
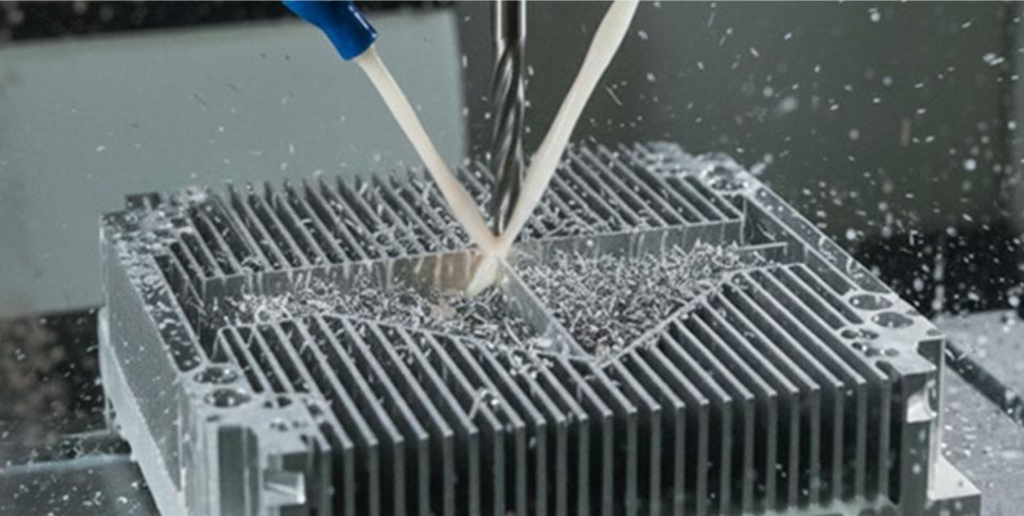
CNC Machining
A digital 3D model is processed by professional software into machine-readable G-code. The CNC system then precisely controls motors and cutting tools to automatically cut, engrave and drill metals, plastics and wood, producing physical parts identical to the 3D model.
CNC covers more than one process. It includes milling (rotating cutter, fixed workpiece) and turning (rotating workpiece, fixed linear-feed cutter), plus drilling, grinding, wire cutting and other options.
Multi-axis machining represents the pinnacle of high-end CNC technology.
3-axis machining is the most basic configuration, only capable of processing the top and side surfaces of parts, and cannot handle complex curved surfaces or undercut features.
4-axis machining adds an A-axis (rotation around the X-axis) to the 3-axis setup, enabling full-side machining of workpieces.
5-axis machining integrates both A-axis and C-axis (rotation around the Z-axis). The cutting tool can approach the workpiece from any angle, allowing one-time forming of highly complex geometries with outstanding precision and efficiency.
CNC offers outstanding precision and repeatability, easily holding micron-level tolerances for fully consistent batch parts. It’s widely used for heat sink prototype sampling, and for milling/planing die-cast and forged bases to guarantee perfectly flat heat-contact surfaces.
As for its downside, CNC is a subtractive manufacturing process. It shapes parts by cutting away excess material, which generates waste and leads to material loss.
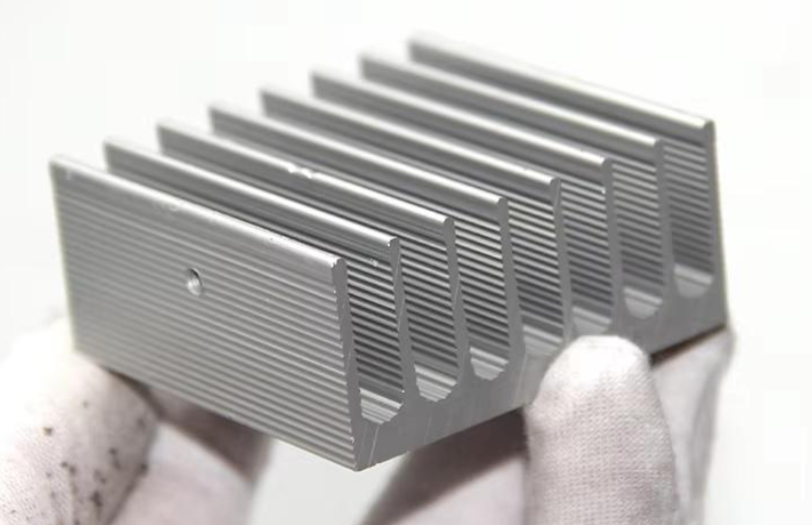
Aluminum Extrusion
Aluminum bars are heated to a softened solid state at 400–500°C (well below aluminum’s 660°C melting point). Massive hydraulic force pushes the softened aluminum through a shaped die to form continuous profiles matching the die’s cross-section. These profiles are then cut to size and finished via cutting, CNC milling, tapping and other secondary operations.

Aluminum extrusion is cost-effective and ideal for high-volume standard production. As one of the most common heat sink manufacturing methods, it’s widely used for fins on regular aluminum profile and low-power CPU air coolers. However, it limits fin aspect ratio, making ultra-thin, ultra-tall fins unachievable.
Die Casting
Die casting fully melts aluminum alloy into liquid. Molten aluminum is injected at high speed and pressure into a precision split steel mold, then rapidly cooled and solidified into final shape.
The advantage of die casting is one-piece forming. It can produce heat sinks with complex shapes and compact structures, such as graphics card heat sink housings and highly integrated chip cooling modules. However, die casting tends to cause porosity and shrinkage cavities, resulting in slightly lower thermal conductivity.

Forging
Forging works much like traditional blacksmithing: a red-hot metal billet is placed on an anvil and repeatedly hammered into shapes such as knives and swords. Modern forging is a mechanized, die-based version of this process.
An aluminum alloy billet is heated to forging temperature—below its melting point but with excellent plasticity—and placed into the lower forging die. The upper die closes rapidly under immense pressure, impacting and compressing the billet to fully fill the die cavity, forming a forged part with the required shape and dimensions.
Since the process relies on plastic deformation rather than melting, the internal metal grains of the forging flow and refine along the deformation direction. This creates a dense internal structure, giving forgings superior mechanical strength and thermal conductivity compared to die-cast parts.
Stamping
Stamping is a cold working process. It uses a punch press and dedicated molds to apply pressure to metal sheets (usually coil or sheet stock), causing material separation or plastic deformation to produce parts with the required shape and size.
Stamping technology has two major applications in heat sink manufacturing:
Manufacturing cooling fins, which is its core and most widely used application in the thermal dissipation industry. Most dense fins on mainstream mid-to-high-end air-cooled heat sinks are produced by stamping.Stamping allows designing various functional structures on fins, such as fin fasteners, flow guide air ducts, and lightening holes — features that cannot be achieved by aluminum extrusion.
The second application is the production of other structural and auxiliary components. Metal brackets, spring screw bases and other parts used to fix heat sinks onto CPUs or motherboards are generally stamped from high-strength steel or stainless steel.
Thin steel clips for fastening fans to heat sink fins, as well as metal housings and decorative cover plates for thermal modules, are all typical stamped parts.
Stamping features extremely high production efficiency. High-speed stamping presses can manufacture hundreds or even thousands of highly dimensionally consistent parts per minute. After mold development, the amortized unit cost is very low, making it ideal for mass production.
However, designing and manufacturing a set of precision progressive dies involves high costs. Therefore, the process is only economical for large-batch production and not suitable for small-batch orders or prototyping.
Stamping only works for thin sheet parts, and cannot make solid thick 3D components like heat sink bases.
Wire Cutting
Wire EDM uses a constantly moving thin metal wire (molybdenum or copper) as the electrode. Pulsed spark discharge between the wire and workpiece creates instant high heat, melting and vaporizing metal for precise cutting.
A tiny discharge gap stays maintained between wire electrode and workpiece with no physical contact. Virtually no cutting force means minimal deformation, perfect for ultra-thin and easily distorted parts. Since no contact is needed, wire EDM works on all conductive materials, regardless of hardness.
Wire EDM is vital for heat sink mold making. Stamping progressive dies for cooling fins require intricate, high-precision internal punches and inserts, crafted from ultra-hard tool steels like SKD11 and DC53. Traditional machining struggles with hardened steel and cannot produce sharp corners or narrow slits. Wire EDM serves as the perfect solution, easily cutting precise contours, fin profiles, fastener features and flow holes on steel harder than HRC 60.
The limitations of wire EDM lie in its slow machining speed, which cannot match mass-production processes such as stamping and extrusion. Electrode wear also occurs, which is more obvious in high-speed wire cutting; low-speed wire cutting compensates for this drawback through multi-pass cutting technology.
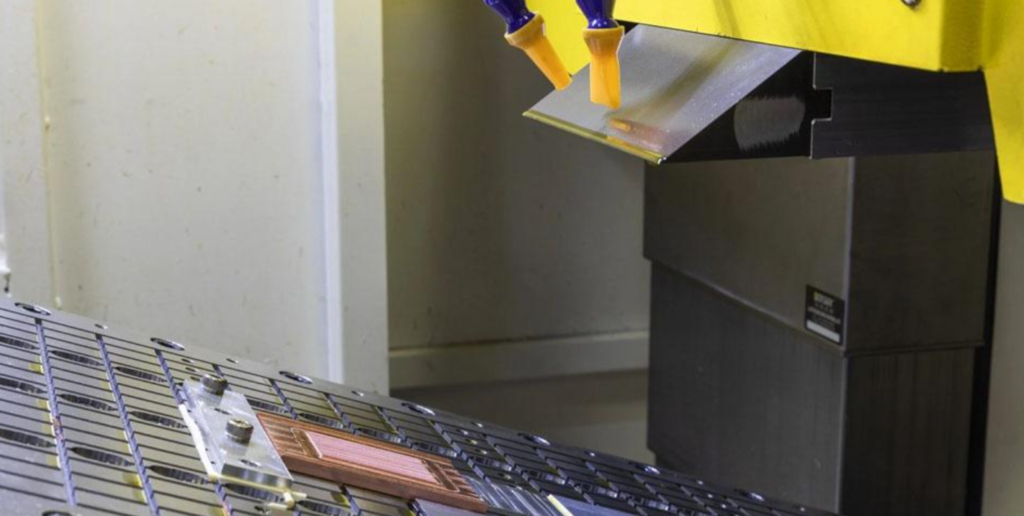
Skived Fin
Skiving fin manufacturing is a special process that produces thin metal fins through cutting machining.
It does not separate material like stamping, nor force material through a die like extrusion. Instead, it uses a custom skiving cutter to perform precision planing on a fixed base plate. While cutting, the tool plows and bends the stripped metal upward to form upright fins, rather than cutting it off completely as waste.
The skiving process features the following advantages:
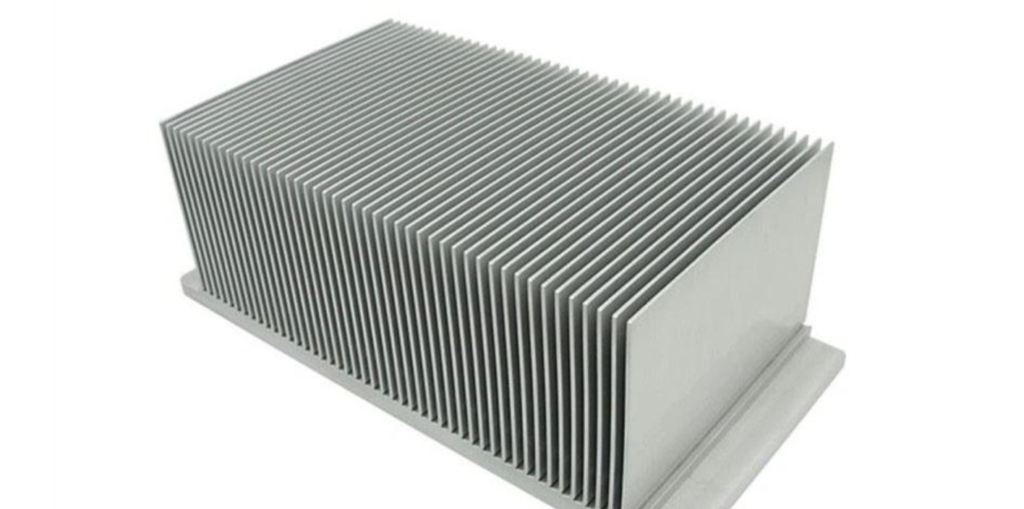
Zero contact thermal resistance. The fins and base are integrally formed from a single piece of raw material as one solid monolithic structure. Heat transfers seamlessly from the base to the fin tips, with no contact thermal resistance caused by mechanical assembly or welding. This is the fundamental reason for the superior thermal performance of skived heat sinks.
Fins can be fabricated extra tall, ultra-thin and tightly arranged. Simply adjusting tools and process parameters enables ultra-high aspect ratio fins. Dense fin arrays can be made as thin as 0.2 mm and over 20 mm tall — delivering a far larger heat dissipation area than aluminum extrusion can achieve. Currently, fin thickness and pitch can be minimized down to 0.08 mm.
Structural strength and rigidity
The integrally formed structure ensures firm fin roots, making the fins resistant to deformation and damage under vibration or impact.
Design flexibility
Single heat sinks can feature fins of varying heights and pitches to optimize airflow and cooling performance. Taller, denser fins can be arranged in the center to align perfectly with the core heat source.
Skived heat sinks suit high-performance, high-reliability cooling applications, ideal for high-power chip air coolers and liquid cooling micro-channel cold plates.
Heat Sink Surface Treatment
The rough surface structure of untreated metal heat sinks hinders heat transfer. The oxide layer acts like a thermal insulation barrier, and the metal material itself is also vulnerable to corrosion and erosion in harsh environments.
Anodizing
Suitable for aluminum alloy heat sinks.
Anodizing generally refers to the process of forming an oxide film on the heat sink surface by applying an external electric current in a sulfuric acid environment. It effectively remedies the deficiencies of aluminum alloy in surface hardness and wear resistance. Compared with traditional electrostatic powder spraying, anodizing does not compromise the heat dissipation performance of heat sinks.
Advantages
High hardness, excellent wear and corrosion resistance, and good electrical insulation. It supports a rich range of colors, with black being the most commonly used. The process is mature and stable with relatively controllable costs.
Disadvantages
The anodized layer introduces slight thermal resistance, having a minor impact on extreme heat dissipation performance, though its overall performance remains excellent. Black is the dominant color option, and the finish of other colors is relatively inferior.
Application
It is the mainstream surface treatment choice for the fins and bases of CPU and GPU heat sinks.

Electroplating
Electroplating is a process that deposits a thin layer of other metals or alloys onto the metal surface of heat sinks. The attached metal film prevents surface oxidation of the heat sink, while improving wear resistance, electrical conductivity, reflectivity, corrosion resistance and aesthetic appearance. For manufacturers, this process of applying protective and decorative coatings on metal surfaces is both economical and technically reasonable.
Nickel Plating
It provides excellent corrosion resistance with a premium silvery-white appearance. Widely used for protecting copper bases and connecting parts, the coating is uniform and suitable for complex-shaped components. An overly thick nickel layer may reduce thermal efficiency; its thermal conductivity is 90 W/m·K.
Chromium Plating
Features high hardness and high reflectivity (beneficial for thermal radiation) with a bright glossy look, mostly applied to decorative parts.
Silver Plating
Boasts outstanding theoretical thermal conductivity but comes at a high cost, reserved for high-end and special applications. Silver has a thermal conductivity of 429 W/m·K, close to pure copper at 398 W/m·K. It is commonly used in premium heat sinks for aerospace and radio frequency devices.
Micro-Arc Oxidation
Micro-arc oxidation is developed on the basis of anodizing technology, and the formed coating performs better than conventional anodizing.
By matching and adjusting electrolyte composition and electrical parameters, the process relies on the instantaneous high temperature and high pressure generated by arc discharge. It grows a modified ceramic coating dominated by base metal oxides and supplemented by electrolyte components on the surface of valve metals such as aluminum, magnesium, titanium and their alloys. Its corrosion resistance and wear resistance are significantly superior to traditional anodizing.
Advantages
Extremely high hardness (close to ceramic grade), top-tier wear and corrosion resistance, excellent electrical insulation, and strong bonding between the coating and substrate. It can greatly improve the surface emissivity of aluminum alloy.
Disadvantages
High processing cost; thicker coating leads to lower thermal conductivity compared with anodizing; available colors are mostly off-white or dark gray.
Applications
Widely adopted for heat sinks in special scenarios with stringent requirements for wear and corrosion resistance, such as military, aerospace and harsh industrial environments.
FAQ
How to Choose Between Aluminum Extrusion and Skived Fin?
Power ≤ 200W, tight budget, large mass production → Aluminum Extrusion.
Power > 200W, limited size, ultra-dense fins required → Skived Fin.
Mid-range budget, cost-performance priority → Zipper Fin (Clipped Fin).
What is the proper fin pitch?
Natural convection: 5–10 mm:(Too dense leads to high air resistance; too sparse results in insufficient heat dissipation area.)
Forced air cooling: 1.5–5 mm:(High airflow velocity allows dense fins to increase heat exchange area.)
Why Do Die-Cast Heat Sinks Have Poor Thermal Conductivity?
Die-cast aluminum (ADC12) contains high levels of silicon and iron, with thermal conductivity only around 96 W/m·K, compared to approximately 180 W/m·K for 6063 aluminum extrusion.
Internal porosity and shrinkage cavities block heat transfer and also reduce structural strength.


