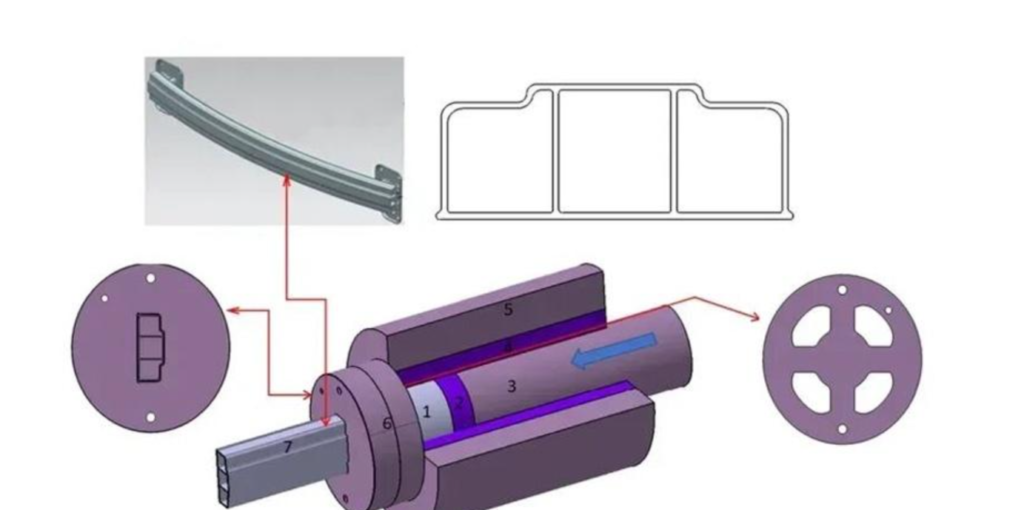
Aluminum extrusion is a plastic forming process in which aluminum alloy billets, heated to a softened state at 350–500°C, are loaded into the cylinder of an extruder. Under extrusion pressure, the billet is forced to flow through the die opening, undergoing directional plastic deformation. This produces finished parts or semi-finished products with custom cross-sectional shapes, precise dimensions and stable mechanical properties.
During extrusion, the aluminum alloy achieves plastic flow and sectional reshaping. Internal metal grains of the billet flow along the die cavity direction, stretched and rearranged. The process also enhances the material’s mechanical performance through deformation strengthening.

Aluminum Extrusion Die
This explains the forming mechanism for different profile shapes of extruded parts. It helps optimize part design during development, lowering die costs and boosting extrusion production efficiency.
An extrusion die is essentially a thick round steel plate with one or more openings to create the required profile. It is commonly made of H13 tool steel and heat-treated to withstand the extreme pressure and heat generated as hot aluminum flows through the die. Though aluminum appears to be a very soft metal, enormous pressure is required to push solid aluminum billets through the intricate openings of a thin extrusion die to form the desired shape.
According to the cross-sectional shape of aluminum extrusions, the corresponding dies are classified into solid dies, semi-hollow dies and hollow dies. Hollow dies feature the most complex structure, are prone to wear and fracture, and come with the highest cost.
Common Materials for Aluminum Extrusion
Aluminum alloys suitable for extrusion forming include Series 2, 6, 7 and others. Among them, Series 6 is the most widely used due to its high cost performance.
Series 5 Aluminum Alloy: Mainly 5052. It features outstanding corrosion resistance but relatively low strength, making it suitable for low-stress and high-corrosion-resistance scenarios, and is widely applied in the construction industry.
Series 6 Aluminum Alloy
Main grades: 6061, 6063, 6005, 6082.Alloyed with magnesium and silicon, they deliver excellent extrusion formability. After T6 heat treatment, they feature moderate strength and low cost, making them the most widely used extrusion materials for new energy vehicles.
Series 7 Aluminum Alloy
Main grade: 7075:It boasts ultra-high strength yet is difficult to extrude, requiring higher pressing force and high-precision dies. It is ideal for components with stringent strength requirements and is adopted for high-performance extruded aluminum parts in automotive applications.
Advantages of Aluminum Extrusion Forming
Aluminum alloys deliver different dimensional accuracy depending on their manufacturing processes. For high-vacuum die-cast structural parts, shrinkage during casting and deformation caused by heat treatment usually result in large dimensional deviations, which can reach 1~3 mm in extreme cases.
In contrast, the aluminum extrusion process provides higher cross-sectional dimensional accuracy, better dimensional stability and easier dimensional control. With high-precision die machining and continuous die optimization, automotive extruded aluminum profiles can fully meet the dimensional accuracy requirements of most automotive products.
In most cases, the cross-sectional dimensional accuracy of as-extruded profiles already satisfies product design specifications, with tolerance controlled within 1 mm. In terms of dimensional precision, aluminum extrusion is a mature, superior and highly competitive manufacturing process.
Fewer Manufacturing Processes
Aluminum extrusion profiles support complex and diversified cross-sectional shapes with great flexibility in wall thickness design. The extruded blanks already achieve high dimensional accuracy, which minimizes the number of designed parts and streamlines manufacturing procedures from extruded blanks to finished components.
The profiles can be put into service only through simple processes such as cutting, drilling, punching, machining and bending. If higher mechanical performance is required, an additional heat treatment process can be added.
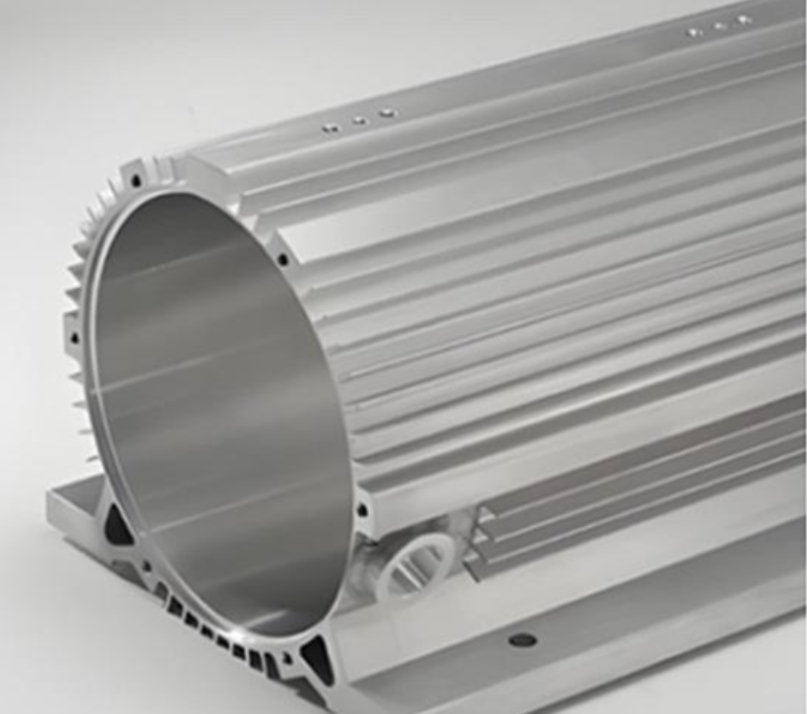
Excellent Thermal Conductivity & Seamless Structure
Aluminum is widely used in vehicles for heat transfer, cooling and heating applications. In terms of thermal conductivity per unit weight, aluminum alloy outperforms most other metallic materials. Typical applications include heat sinks for electric drive axle controllers, front-end vehicle cooling modules, and air-conditioning cooling pipes.
Aluminum extrusion profiles can be fabricated into hollow tubular shapes to avoid or reduce liquid leakage risks. They are widely adopted for motor housing cooling water channels, pipe connectors, and battery pack water-cooling pipelines.
Meanwhile, seamless aluminum profiles also provide effective electromagnetic shielding for areas with strict EMC (Electromagnetic Compatibility) requirements.

Easy Connection & Assembly
Aluminum alloy parts support a wide range of joining methods, including welding, friction stir welding, mechanical fastening (FDS and SPR included), adhesive bonding, embedding and snap fitting, all suitable for joining aluminum profiles with parts of other materials.
For assembly, fixing with bolts offers highly diverse and flexible connection solutions with other components.
Short Production Lead Time
Whether for low-volume custom parts or mass-produced die-structured components, aluminum extrusion parts stand out with an extremely short development cycle.
Simple aluminum extrusion profiles only take 1–2 weeks from die opening to sample delivery. Even complex, large-section automotive extruded parts — such as motor housings and side sill beams — require only around 4 weeks for die development. By comparison, die lead times for casting and stamping parts generally range from 4 to 16 weeks.
Although 3D printing and metal powder sintering offer faster turnaround for single-piece production, they come with much higher costs and often fail to meet volume and mechanical performance requirements for batch applications.
Low Tooling Cost
A set of extrusion dies for aluminum profile parts costs between several thousand and tens of thousands of US dollars, much cheaper than casting and stamping dies which range from tens of thousands to over one hundred thousand US dollars.
For OEM manufacturers, adopting extruded aluminum components can greatly reduce one-time upfront investment, lower the cost of subsequent design changes, and improve design flexibility.
Challenges of Aluminum Extrusion Process
Die Design & Manufacturing
Dies for complex profiles require precise calculation of metal flow velocity to avoid cracking at thin walls caused by excessive local flow speed, or insufficient filling due to overly slow flow. The machining tolerance of dies needs to reach ±0.01 mm, resulting in high costs.
Dimensional Accuracy
Affected by thermal expansion and contraction of the material as well as fluctuation in extrusion speed, parts are prone to dimensional deviations, such as straightness error exceeding 0.5 mm/m. Correction is required through stretch straightening and subsequent machining.
Surface Quality
Defects such as scratches, residual oxide scale and air bubbles may occur. It is necessary to strictly control the surface quality of aluminum billets and the surface finish of dies (Ra ≤ 0.8 μm).
Extrusion of Large-Size Parts
Large components such as new energy vehicle battery pack housings (over 2 meters in length) require large-tonnage extrusion presses (≥5,000 tons). They are prone to deformation caused by uneven metal flow during extrusion.
Design Characteristics of Aluminum Extrusion Parts
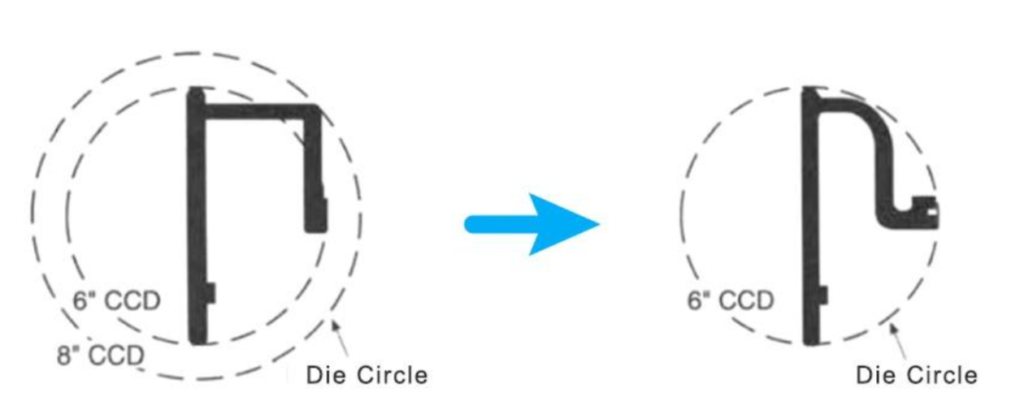
The dimension of an extrusion part is evaluated by the minimum circumscribed circle diameter (CCD), and the CCD should be minimized as much as possible.
Avoid Asymmetrical Structures
Keep the cross-section symmetrical and simple. Asymmetrical and unbalanced profile shapes increase production complexity in aluminum extrusion, and easily trigger quality issues: poor dimensional accuracy, unstable flatness, central warping of parts, low production efficiency, and accelerated die wear during mass production.
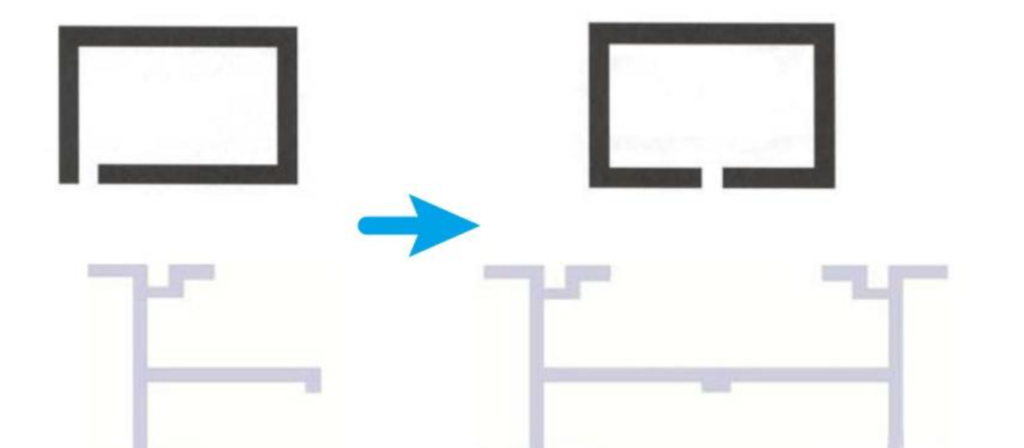
Wall Thickness
The wall thickness of extruded parts is related to material grade, profile shape and Circumscribed Circle Diameter (CCD). The extrusion configuration also affects wall thickness design.
As shown in the figure: red represents tubular structures and blue represents non-tubular structures. The optimal wall thickness increases accordingly as the CCD grows larger.
Tolerance Matching
The assembly tolerance with mating parts shall be no less than 0.1 mm, to prevent assembly difficulties caused by dimensional fluctuation of extruded profiles.
Meanwhile, the thickness tolerance of parts shall take structural performance into account and reserve reasonable design allowance.
Core Principle
Utilize the thermoplasticity of metals:Heat solid aluminum billets to a proper temperature. High pressure is applied by the extrusion ram to force the metal to flow through a custom-shaped die cavity, continuously extruding long aluminum profiles with a fixed cross-section. The profiles are then straightened, cut to fixed lengths, and artificially aged for hardening.
What cross-sectional shapes can be produced?
Square, rectangular, round tube, square tube
Grooved profiles, heat sink fins, concave-convex clamping grooves, hollow inner cavities
Complex special-shaped sections, industrial frames, assembly line profiles, radiator profiles
Excellent anodizing effect, ideal for decoration, doors and windows, and general frames.
Process Advantages
Complex cross-sections are formed in one step, eliminating extensive CNC milling and greatly reducing costs. Integral one-piece forming delivers high strength, good toughness, and no welding or splicing gaps. Smooth surface finish, suitable for subsequent treatments such as anodizing, sandblasting, electrophoresis and powder coating. Ideal for mass production of long parts; length can be cut on demand. High cross-section consistency and strong part interchangeability
FAQ
What is the complete process flow?
Aluminum billet heating → Die preheating → High-pressure extrusion forming → Online quenching → Tension straightening → Fixed-length cutting → Aging heat treatment → Surface treatment
How to choose between aluminum extrusion and CNC machining?
- Mass production, long parts with uniform cross-section: Choose aluminum extrusion for lower cost and shorter lead time.
- Prototypes, small-batch production, variable structures and complex 3D irregular shapes: Choose CNC milling.


