If you’ve ever stared at a complex CNC part print and wondered: Do I need full continuous 5-axis motion, or is cheaper, faster 3+2 indexed 5-axis enough? you’re not alone.
Most manufacturing engineers, programmers, and procurement teams waste hours over-engineering simple parts or under-spec-ing complex geometries—leading to blown budgets, poor surface finishes, tolerance stack-ups, and delayed lead times.
Here’s the honest, shop-tested breakdown: 3+2 and continuous 5-axis are NOT interchangeable. Each has a very specific sweet spot, and picking the wrong one will cost you time, money, and part quality.
In this guide, we’ll break down the core mechanics, technical differences, pros & cons, real-world application scenarios, cost ROI, common mistakes, and engineer FAQs to help you pick the perfect 5-axis strategy for every project.
Core Technical Definition & Working Principle (Deep Tech Breakdown)
Before jumping into use cases, let’s clarify the fundamental mechanical difference that separates these two 5-axis machining methods—this is why their performance and results vary drastically.
What Is 3+2 Index 5-Axis Machining (Positional 5-Axis)
3+2 indexing machining, also called positional 5-axis, works on a simple two-step logic:
1. The two rotary axes (A/C or B/C axis) rotate to a fixed custom angle and lock completely in place.
2. The machine cuts using only the 3 linear X/Y/Z axes, just like standard 3-axis CNC machining.
Key technical feature: No rotary axis movement during cutting. The tool orientation stays static for the entire machining operation until you re-index the next angle position.
It’s essentially 3-axis cutting with multi-angle positioning support. It eliminates repeated fixturing and multiple setups of traditional 3-axis machining, but does not support dynamic surface contouring.
[Image 2: 3+2 Motion Diagram — Locked rotary axis, fixed tool angle, linear 3-axis cutting path]
What Is Continuous 5-Axis Machining (Full Simultaneous 5-Axis)
Continuous 5-axis (simultaneous 5-axis) is true full 5-axis operation: all 5 axes move synchronously in real time during cutting.
X/Y/Z linear axes + two rotary axes adjust tool tilt, workpiece angle, and cutting trajectory simultaneously every millisecond. The machine’s control system runs real-time kinematic compensation to maintain constant tool contact, uniform cutting load, and precise trajectory on free-form surfaces.
Key technical feature: Dynamic tool orientation adjustment at all times. Perfect for uninterrupted machining of organic, curved, and compound complex geometries that 3+2 cannot handle.
Critical Technical & Performance Comparison
We’ve compiled a head-to-head technical benchmark based on actual machining output, tolerance stability, programming difficulty, operational cost, and finish quality—no theoretical empty data.
| Technical Dimension | 3+2 Index 5-Axis | Continuous 5-Axis |
|---|---|---|
| Motion Logic | Rotary axes locked; only X/Y/Z cutting | All 5 axes synchronous real-time motion |
| Best Geometry Fit | Prismatic parts, angled holes, flat faces, discrete multi-angle features | Free-form curved surfaces, organic contours, complex cavities, blade/impeller geometries |
| Surface Finish (Ra) | Good for flat/angled planes; visible step lines on curved surfaces | Mirror-grade uniform finish; zero step marks on continuous curves |
| Tolerance Stability | High repeatability for fixed-position features; tolerance stack-up on multi-angle complex zones | Micron-level consistent precision for full contour; eliminates transition tolerance errors |
| Programming Difficulty | Low-Medium; similar to 3-axis programming, simple post-processing | High; requires advanced CAM simulation, collision checking, professional post-processing |
| Machining Cost Rate | +20%~40% vs standard 3-axis | +50%~150% vs standard 3-axis (higher machine & labor cost) |
| Cycle Time | Faster for simple multi-face parts | Longer cutting time but eliminates manual polishing & secondary finishing |
| Setup Complexity | Single-clamp multi-angle machining, low fixture cost | Precision fixture calibration + full machine simulation required |
Exact Use Case Scenarios: When to Choose 3+2 vs Continuous 5-Axis
This is the section that saves your team money. We break downexact project types for each machining strategy, 100% aligned with aerospace, medical, mold, automotive, and energy industry standards.
Choose 3+2 Index 5-Axis If Your Parts Have:
- Multi-face discrete features: Angled holes, tapped holes, counterbores on non-parallel planes
- Prismatic structural parts: Aerospace brackets, hydraulic manifolds, valve bodies, automotive fixture bases
- Simple angled planes: No continuous organic curves, only fixed-angle flat surfaces and step features
- Cost-sensitive batch production: Medium-volume parts requiring stable precision without excessive finishing cost
Core advantage: You get 90% of 5-axis multi-angle accessibility at 50% lower programming and machining cost.
Choose Continuous 5-Axis If Your Parts Have:
- Free-form continuous curved surfaces: Turbine blades, impellers, centrifugal pump parts
- Complex deep cavities: Injection mold cores, medical prosthetic molds, conformal cooling channel molds
- Organic organic geometries: Orthopedic implants, dental frameworks, aerospace blisk components
- High-end surface finish requirements: Zero polishing allowed, mirror surface finish direct from machine
- Compound dynamic angles: Tool needs constant tilting to avoid tool collision and dead-angle machining
Core advantage: Only continuous 5-axis can eliminate stair-step tool marks and dead zones on complex curved surfaces—3+2 can never achieve this quality.

Common Shop Floor Mistakes & Fix Solutions
Most quality and cost issues come from wrong strategy selection, not machine or tool failure. Here are the top 4 mistakes engineers make, with targeted solutions.
Mistake 1: Using 3+2 for continuous curved surfaces
Problem: Obvious tool step lines, uneven surface roughness, manual polishing cannot restore precise contour tolerance, high scrap rate.
Solution: Switch to continuous 5-axis simultaneous machining; dynamic tool tilting ensures uniform full-stroke cutting without segmentation marks.
Mistake 2: Overusing continuous 5-axis for simple multi-hole parts
Problem: 60% unnecessary cost increase, longer lead time, wasted programmer labor on complex simulation.
Solution: Adopt 3+2 indexing mode; fixed-angle locking ensures stable precision with faster cycle time and lower hourly cost.
Mistake 3: Ignoring thermal compensation for continuous 5-axis
Problem: Long-time synchronous motion causes thermal machine drift, leading to contour tolerance deviation.
Solution: Enable real-time kinematic thermal compensation; conduct full machine simulation & collision detection before formal cutting.
Mistake 4: Frequent re-indexing for dense multi-angle features
Problem: Multiple locking/unlocking actions cause positioning repeatability error, batch tolerance inconsistency.
Solution: Optimize angle sequence in CAM programming, minimize index switching times, and calibrate rotary axis zero point before batch production.
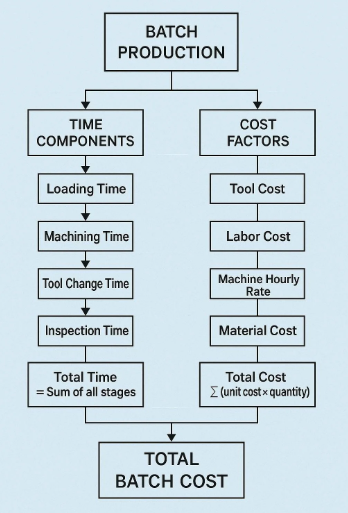
ROI & Cost-Benefit Analysis (Engineer Decision Data)
For procurement and project engineers, here’s the straightforward ROI rule:
- Low-complexity multi-face parts: 3+2 wins big. It cuts setup time by 70% vs 3-axis, with no excessive 5-axis premium cost.
- High-complexity curved parts: Continuous 5-axis is the only cost-effective option. Even though machine hourly rates are higher, it eliminates secondary polishing, rework, and scrap cost—total comprehensive cost is lower.
- Prototype small-batch projects: 3+2 for structural prototypes; continuous 5-axis for contour-critical functional prototypes.
FAQ
Can 3+2 machining replace continuous 5-axis for mold cavity work?
No. Mold cavities require smooth, continuous curved transitions. 3+2 fixed-angle cutting leaves obvious segmented tool steps, which require heavy manual polishing. This destroys mold contour accuracy and shortens mold service life. Only continuous 5-axis delivers one-time high-precision mold surface finish.
Is continuous 5-axis always more accurate than 3+2?
Not exactly. For fixed-angle flat features and angled holes, 3+2 has higher stability and repeatability thanks to locked rotary axes. Continuous 5-axis is more accurate only for dynamic contour and curved surface machining.
Does 3+2 require professional 5-axis programming skills?
Minimal. 3+2 programming is an upgrade of standard 3-axis logic. Most junior programmers can master it with basic rotary angle setup. Continuous 5-axis requires senior programming experience, simulation verification, and collision control capability.
What parts are completely unsuitable for 3+2 machining?
Blisks, impellers, turbine blades, conformal cooling molds, organic medical implants, and any part requiring uninterrupted continuous curved surfaces. These geometries can only be finished with simultaneous continuous 5-axis motion.
How to choose quickly when drawing is ambiguous?
Simple rule of thumb:
If your part has discrete angles & flat features → 3+2 Index 5-Axis (fast, cheap, stable)
If your part has flowing curves & full-contour surfaces → Continuous 5-Axis (high-quality, one-time finish)
Will continuous 5-axis increase scrap rate?
No, if programmed properly. Professional simulation and kinematic compensation eliminate collision and trajectory errors. For complex parts, continuous 5-axis has a far lower scrap rate than repeated 3+2 rework.
Final Summary & Engineer Quick Selection Cheat Sheet
At the end of the day, the best 5-axis strategy is never the more advanced the better — it’s the most matching for your part geometry and project goals.
- 3+2 Index 5-Axis: Your go-to for multi-face, multi-angle prismatic parts. Fast, cost-effective, low programming threshold, stable batch precision. Perfect for aerospace structural parts, hydraulic components, and custom fixture machining.
- Continuous 5-Axis: Your only option for free-form curved, high-precision contour parts. Delivers flawless surface finish, zero transition errors, and one-time forming for complex molds, energy turbine parts, and medical implants.
CTA
Not sure which 5-axis strategy fits your new project? Send us your 2D drawings or STEP files. Our senior CNC engineering team provides free DFM review, machining strategy selection, cost & lead time optimization within 24 hours.