In the field of precision manufacturing, 0.01mm-level accuracy, stable mass production of hard-to-machine materials, and one-step forming of complex structures are core essential demands for high-end equipment.
With years of in-depth dedication to CNC precision machining, Zorapid specializes in custom manufacturing across aluminum alloy, stainless steel, titanium alloy and other materials. We tackle common industry pain points and uphold the standard: We deliver what others cannot make, and do better what others can make.
Supported by stringent quality control and fast delivery capabilities, Zorapid has become a trusted custom precision parts partner for engineers worldwide.

In-depth Analysis of Multi-material Precision Machining Technology
Physical properties (hardness, thermal conductivity, thermal expansion coefficient) vary greatly among different metal materials, leading to entirely different machining challenges and process solutions.
With over 20 years of technical accumulation, Zorapid has developed exclusive machining systems for each material. From tool selection and parameter optimization to deformation control, we achieve precise full-process control.
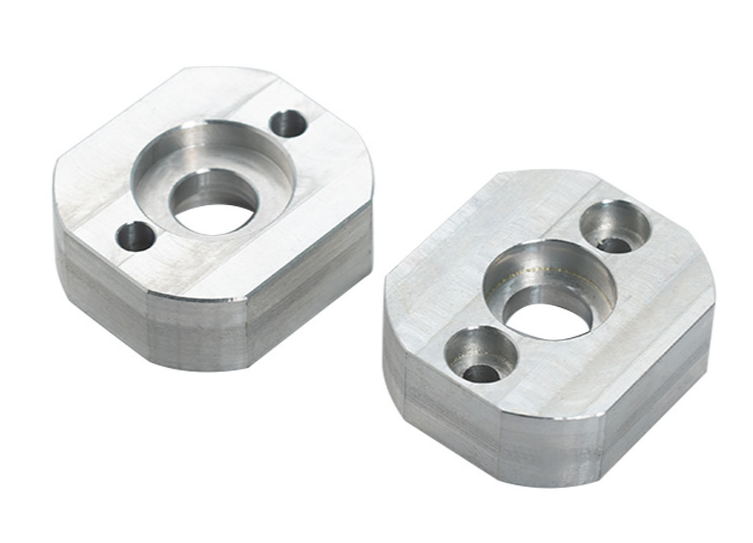
(1) Aluminum Alloy (6061-T6 / 7075-T6 / ADC12)
Core Properties
Soft texture and excellent thermal conductivity (thermal conductivity: 201W/m·K) allow easy cutting.
It features a high thermal expansion coefficient (23.5ppm/℃), prone to built-up edge and thin-wall deformation.
Industry Pain Points
- High-speed machining easily generates built-up edge, causing excessive surface roughness (commonly Ra>1.6μm);
- Thin-wall parts (thickness <1mm) suffer warping deformation after machining, making it hard to stabilize dimensional tolerance within ±0.02mm;
- The soft surface is susceptible to scratches, and color difference often occurs after anodizing.
Zorapid Technical Solution
Custom Cutting Tools: Adopt PCD polycrystalline diamond tools (hardness ≥8000HV) with DLC diamond-like carbon coating (friction coefficient ≤0.1) to completely avoid built-up edge and extend tool service life by more than 6 times.
Precision Parameter Setting: Apply the strategy of high speed (15000–20000rpm) + large feed + small cutting depth, combined with chlorine-free water-soluble coolant to rapidly dissipate heat and suppress thermal deformation.
Deformation Control Process: For thin-wall parts, adopt layered stepped milling and symmetrical alternating cutting. Let parts stand for 24 hours after semi-finishing to release internal stress before finishing, controlling deformation within 0.005mm.
Surface Treatment: Conduct ultrasonic deburring and mirror polishing after finishing. Surface roughness stably reaches Ra 0.1–0.4μm with uniform anodizing film thickness of 5–15μm.
(2) Stainless Steel (304/316L/630/17-4PH)
Core Properties
High strength, excellent corrosion resistance and good dimensional stability.
However, it suffers from severe work hardening, poor thermal conductivity (thermal conductivity: 16 W/m·K), high cutting force and rapid tool wear.
Industry Pain Points
- The material hardens rapidly during cutting, resulting in edge chipping and short tool life — conventional carbide tools can only machine 50–80 parts.
- Cutting heat concentrates at the interface between cutting edge and workpiece, easily causing thermal burn and surface cracks.
- Chip breaking is difficult in deep hole and thread machining; poor chip evacuation leads to poor inner wall surface roughness.
Zorapid Technical Solution
Tool Upgrade: Adopt ultra-fine grain carbide tools with TiAlN coating (heat resistance up to 800℃). Designed with a large rake angle (15°) and sharp cutting edges to reduce cutting force and restrain work hardening.
Cooling & Parameter Optimization: Adopt the process strategy of low speed (3000–5000 rpm) + large feed + extreme pressure coolant. The coolant contains sulfur / chlorine extreme pressure additives to enhance lubrication and cooling, eliminating thermal burn.
Chip Breaking & Evacuation Control: Use form tools with constant-load feed for thread machining; equip high-pressure internal cooling system (70 bar) for deep hole machining to ensure smooth chip removal, achieving hole wall roughness below Ra 0.8μm.
Heat Treatment Adaptation: For hardened stainless steel 630 / 17-4PH (HRC40–48), apply ceramic tools with dry cutting to avoid tool wear, maintaining stable dimensional accuracy within ±0.01mm.

(3) Machining Capability for Other High-Difficulty Materials
Besides aluminum alloy and stainless steel, Zorapid also specializes in machining titanium alloy (TC4), nickel-based superalloy (Inconel 718), PEEK, brass, 4140 steel and other hard-to-process materials, solving common industry challenges:
Titanium Alloy:
Low thermal conductivity and high chemical activity. Adopt diamond-coated tools with argon shielding to prevent oxidation and built-up edge, keeping post-machining part strength retention ≥95%.
Nickel-based Superalloy:
High temperature resistance and extreme work hardening. Utilize 5-axis simultaneous machining paired with low-temperature cooling to overcome deep cavity and complex surface machining challenges, ideal for aerospace engine components.
PEEK:
High-performance engineering plastic prone to thermal deformation. Apply low-temperature cutting with vacuum clamping to achieve dimensional accuracy up to ±0.02mm, delivering burr-free and distortion-free surfaces.

Zorapid Core Advantage: We Can Do What Others Cannot
1. Ultimate Precision: Break Industry Tolerance Limits
Standard precision: Tolerance ±0.01mm, geometric tolerance (concentricity, perpendicularity) ≤0.005mm, surface roughness Ra 0.1–1.6μm.
Extreme precision: For aerospace and semiconductor sectors, we stably deliver ±0.005mm ultra-high precision, far exceeding the industry standard of ±0.05mm.
Ultra-precision machining: 5-axis simultaneous machining completes complex structures in one setup, including thin-wall parts 0.5mm, micro holes 0.1mm, and complex curved surfaces, with zero alignment error.
2. Mass Production Capacity for Hard-to-Machine Alloys
Most manufacturers avoid difficult materials or only support prototype production.
Zorapid adopts customized tool solutions + optimized process flow + full-process quality control, achieving stable mass production of hard-to-machine alloys such as stainless steel, titanium alloy and superalloy.
Qualified rate reaches 99.5%, solving the bottleneck of high-precision mass production.
3. Full-Process Quality Control: Zero Defects From Raw Material To Finished Product
Raw material inspection: All raw materials comply with international standards. Each batch undergoes hardness, composition and metallographic testing to eliminate defective materials.
In-process inspection: Adopt first article inspection + routine patrol inspection for all critical processes (aluminum alloy / stainless steel / titanium alloy / PEEK). Equipped with CMM, 2D optical tester and surface roughness tester to fully control dimensional accuracy.
Final inspection: 100% full inspection for critical dimensions of all parts. Complete inspection report with dimensional tolerance, geometric accuracy and surface roughness is provided for full traceability.
Certified quality: ISO9001, ISO13485 (medical grade), AS9102 (aerospace grade) certified. All parts comply with RoHS and CE standards, fully qualified for aerospace medical semiconductor high-end precision component manufacturing.

Fast Delivery: 3-5 Day Lead Time, 24-Hour Rapid Prototyping Available
- High Production CapacityEquipped with 36 high-speed CNC machining centers (including 5-axis), CNC lathes, and turn-mill machines. 24-hour non-stop operation ensures sufficient output.
- Streamlined WorkflowWe optimize the full-process chain: drawing analysis → DFM review → programming → machining → inspection → delivery.Free quotation provided within 24 hours; batch orders completed in 3-5 days, cutting lead times by 50% compared to industry standards.
- Priority for Urgent OrdersSupport 24-hour rapid prototyping and same-day shipment, perfectly meeting R&D testing and emergency replenishment demands.
- Stable Material SupplyIn-house stock of commonly used raw materials avoids delays caused by material shortages, achieving a 50% reduction in delivery time and 100% on-time delivery rate.
One-Stop Custom Service: Worry-Free From Design to Delivery
DFM Design Support: Our engineering team provides free manufacturability analysis and design optimization to lower machining difficulty and costs.
Low-volume Flexible Production: No MOQ requirement, supporting orders from 1 piece, ideal for prototype development, pilot runs and mass production.
In-house Surface Treatment: Complete one-stop service including anodizing, plating, coating, polishing, black oxide and more, eliminating third-party outsourcing and shortening lead times.
Dedicated Technical Support: One-on-one engineer liaison to track order progress, respond to technical inquiries and design revisions with zero communication barriers.
Choose Zorapid for Precision, Efficiency and Reliability
In the custom precision CNC parts industry, Zorapid breaks down barriers by leveraging four core strengths: ultra-precision machining, mass production of hard-to-machine materials, rigorous quality control, and rapid delivery. We live up to our motto: We manufacture what others cannot; we perfect what others can.
We provide custom precision CNC parts solutions for aerospace, medical devices, semiconductors, automotive components and industrial automation. Available materials include aluminum alloy, stainless steel and more.
Accommodate your projects with efficient progress and upgraded product quality.
Contact Zorapid now: Submit your 3D drawings (STEP/STP format) to get free DFM analysis, accurate quotation and fast delivery solutions!
FAQ
1:Ultra-precision: ±0.005mm (for aerospace / semiconductor applications).
Minimum machining size: Micro holes down to φ0.1mm, thin walls as thin as 0.5mm.
Standard precision: Dimensional tolerance ±0.01mm, geometric tolerance ≤0.005mm.
Ultra-precision: ±0.005mm (for aerospace / semiconductor applications).
2:Can materials and surface finishes be customized?
Materials: 100+ options including aluminum alloy, stainless steel, titanium alloy, nickel-based alloy, PEEK, brass, 4140 steel, etc.
Surface finishes: Customizable services including natural/colored anodizing, nickel/chromium/zinc plating, spraying, mirror polishing, black oxide passivation and more.
3:What is the lead time for prototype and mass production respectively?
Prototyping: Fastest 24 hours, standard 3 days.
Mass production: 3–5 days for 100–1000 pieces; 5–7 days for over 1000 pieces. Expedited orders supported.
4:What quality assurance system do you adopt?
Raw materials: Sourced from qualified brands with full incoming inspection.
In-process quality control: First article inspection + patrol inspection + final inspection for real-time quality monitoring.
Finished products: 100% dimensional inspection with official inspection reports provided.
Certifications: ISO9001 / ISO13485 / AS9102 certified, compliant with RoHS and CE standards.
5:Do you offer design optimization services?
Yes. We provide free DFM design for manufacturability analysis, offering optimization suggestions for challenging or unreasonable designs to lower costs and improve yield rates.
6:What is the minimum order quantity?
We support orders starting from 1 piece with no MOQ, covering prototype development, small-batch trial production and mass manufacturing.


