Published by Zorapid Precision
Core Slogan:70% of 5-axis extra cost roots in poor early DFM design, not machine or workshop error|Zorapid exclusive pre-production DFM fix cuts client overall production expense 28%~45% consistently
If you’re a design engineer or procurement manager for aerospace, medical, EV or precision automation, you’ve definitely encountered this frustrating scenario: your CAD drawing looks flawless on screen, but after RFQ from multiple factories, all suppliers quote surprisingly high cost, long lead time plus high scrap risk.
Industry real data shows over 62% of 5-axis CNC overspending comes from avoidable DFM design flaws, not raw material or machine hourly rate; many overseas clients waste 30%~80% extra budget on rework, special custom fixture, repeated secondary EDM/grinding caused by unreasonable design specs.
In this full Zorapid published guide, we break down core 5-axis DFM error technical analysis + peer factory capability contrast, unmanufacturable design pain points our competitors refuse to solve + our exclusive DFM optimization solution, full material machinability comparison, verified real customer case studies, cross-industry application breakdown, global industry statistic table & future trend, transparent delivery schedule, core cooperation advantages and complete engineer FAQ checklist.
In-Depth Technical Analysis: Top 7 Costly 5-Axis DFM Mistakes
We split each design error into design flaw description → hidden cost loss → ordinary factory limitation → Zorapid optimized DFM solution, attach before/after design comparison for every item.
Top 7 Most Common Cost-Driven DFM Design Errors
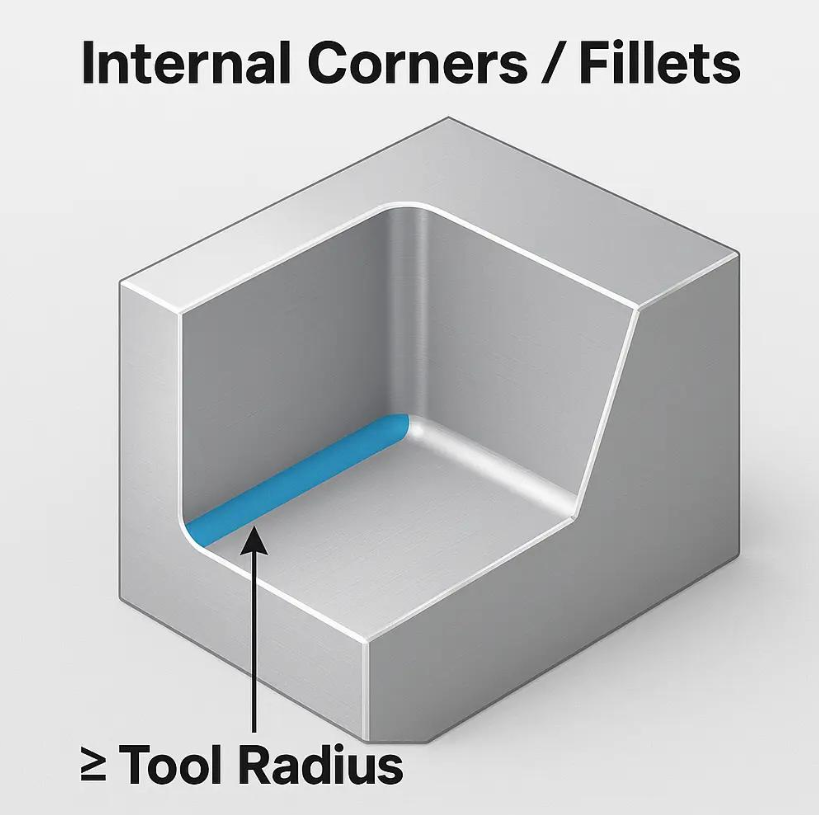
Mistake 1: Sharp Internal Corners / Undersized Inner Fillets
Design flaw: Spec R0 sharp inner corner or ultra-small fillet<0.5mm on deep pocket cavity, ignore standard end mill tool radius limit.
Cost consequence: Must use ultra-slim long overhang micro tool, feed speed drop 60%~75%, machining cycle ×2~3; when tool can’t reach sharp corner, extra EDM sinking required, unit cost +35%~90% and lead time add 2~4 working days.
Ordinary peer limitation: Most manufacturers only passively follow client drawing, no proactive DFM modification suggestion, just add extra EDM cost into quotation directly.
Zorapid DFM fix: Free pre-check CAM simulation, adjust min inner fillet ≥ corresponding tool radius +0.2mm (e.g. Φ6 end mill → min R≥3.2mm), keep full functional performance while cancel secondary EDM entirely.
Mistake 2: Global Over-Tight Tolerance Spec on Non-Critical Surfaces
Design flaw: Mark ±0.003~±0.005mm ultra tight tolerance on full part surface, only 5% fitting features actually need high precision per assembly requirement.
Cost consequence: Entire machining needs low-speed fine finishing + full CMM 100% inspection; standard ±0.1mm general surface turn into high-precision process, overall cost surge 40%~120%.
Peer limitation: Domestic & EU local factories accept drawing tolerance as-is, no tolerance grading optimization consultation.
Zorapid fix: GD&T functional tolerance sorting per ASME Y14.5 standard, reserve tight tolerance only on CTQ critical mating area, relax non-working free surface to economical ±0.05~±0.1mm, cut QC & machining cost 32%+.
Mistake3: Unreasonably Thin Wall Thickness Without Structural Reinforcement
Design flaw: Metal wall below empirical limit: Al<0.8mm, Stainless<1.0mm, Ti6Al4V<1.2mm; no reinforcing rib design on tall thin vertical wall.
Cost consequence: Severe cutting vibration & tool deflection during 5-axis rotary machining, wall warp after fixture release, scrap rate jump from<1% to 8%~18%, repeated trial clamping cost extra expense.
Peer limitation: Many small factories refuse thin-wall order or raise high risk surcharge.
Zorapid fix: DFM structural tweak: add tiny transition fillet & auxiliary reinforcing rib without changing outer installation dimension; adopt 5-axis layered climb milling + low-vibration fixture, reduce scrap close to 0.5% below industry average.
Mistake4: Inaccessible Deep Narrow Cavity / Blind Undercut Features
Design flaw: Deep cavity depth>6×slot width, enclosed inner undercut with no side opening; cutter cannot swing via 5-axis rotary angle for full contact machining.
Cost consequence: Need split part into multiple sub-components then bolt assembly, cumulative tolerance + extra fastener cost; or custom ultra-long special tool with expensive tool expense.
Peer limitation: Over 45% precision suppliers inform client structure unprocessable and reject order directly.
Zorapid exclusive solution: Two optimized paths:① adjust partial opening dimension via DFM revision for full 5-axis tool reach;② hybrid solution: SLM blank pre-form unreachable undercut + 5-axis CNC precision finish outer datum, maintain one-piece integrity without split assembly.
Mistake5: Unnecessary Freeform Organic Curves for Decoration Only
Design flaw: Add irregular complex 3D curved surface for aesthetic purpose, flat planar geometry can fully satisfy function requirement.
Cost consequence: 5-axis CAM programming time triple, frequent tool change for varied curvature, machining hour ×2.5~4 vs simple planar design.
Peer limitation: Programmer follows original CAD, no simplification proposal, high programming cost transferred to buyer.
Zorapid fix: Replace ornamental freeform with standard flat/chamfer surface after function verification, machining time drop 55%+ without performance loss.
Mistake6: Missing Standard Fixture Datum / No Clamp Reserve Space
Design flaw: Full part outer contour is irregular curved surface, no flat clamping plane nor reserved fixture tab, impossible to fix on standard 5-axis vise.
Cost consequence: Need custom machined soft jaw fixture for individual batch, one-off fixture cost add 15%~28% of total part expense.
Peer limitation: Charge full custom fixture fee to client unconditionally.
Zorapid fix: Add removable small fixture tab on non-functional edge (remove & polish after finish machining), reuse standard vise to cancel custom fixture cost entirely.
Mistake7: Improper Hole Depth/Diameter Matching Standard Drill Spec
Design flaw: Non-standard odd-size bore diameter, ultra-deep blind hole depth>12×hole diameter beyond standard drill effective length.
Cost consequence: Special non-standard drill procurement cost + slow peck drilling cycle time rise sharply.
Zorapid fix: Round hole size to industry standard drill dimension per ISO, shorten over-deep blind hole depth or add bottom escape hole, reduce tool cost & cutting time 25%+.
Peer Supplier vs Zorapid DFM Service Full Contrast Table
| Comparison Item | Ordinary Domestic / EU Local Precision Factory | Zorapid Exclusive Pre-Production DFM Service |
|---|---|---|
| Drawing review mode | Passive produce per client CAD, zero proactive optimization | Free full DFM simulation report before quotation, list all cost-risk flaws |
| Cost optimization capability | Only add extra charge for unprocessable design | Modify design within functional limit to eliminate extra expense |
| Unprocessable structure handling | Reject order or split into multiple parts | Hybrid SLM+5-axis CNC one-piece forming solution |
| Tolerance management | Strictly execute drawing full tolerance | Functional grading tolerance per GD&T to cut QC cost |
| Fixture solution | Full custom fixture cost paid by buyer | Reserve fixture tab to adopt standard clamping |
| Extra secondary process(EDM/Grind) | Keep all secondary processing & related cost | Optimize geometry to cancel redundant post-work |
Parts Other Manufacturers Cannot Manufacture + Zorapid Exclusive DFM Customized Solution
Most factories hit technical dead end facing below four types of 5-axis parts due to unreasonable original design, Zorapid solves all via early-stage DFM redesign + hybrid process combo:
Scenario1: Deep enclosed multi-layer undercut aerospace housing
Peer pain: Pure 5-axis cannot reach inner multi-angle undercut, split into 4+ assembled pieces lead to poor air tightness after assembly.
Zorapid DFM+hybrid: DFM slightly adjust partial inner draft angle + SLM print full integrated blank with internal undercut → 5-axis CNC finish outer mounting surface, one-piece finished without assembly, sealing failure rate from 11%→0.3%.
Scenario2: Ultra-thin (0.6mm) Ti6Al4V medical implant housing with complex curved inner groove
Peer pain: Conventional 5-axis machining cause universal wall deformation, scrap rate over20%.
Zorapid DFM optimization: Add invisible inner micro reinforcing rib (no impact implant installation) + layered variable feed 5-axis milling + fixture stress release process, scrap down below0.7%, unit cost cut33%.
Scenario3: H13 mold insert with wrapped closed conformal cooling channel + ultra-precision outer datum ±0.004mm
Peer pain: Outer precision need 5-axis, inner closed channel impossible for CNC cutting.
Zorapid DFM split design: Inner cooling channel area via SLM forming, outer datum reserved solid bulk for 5-axis precision machining, balance complex inner structure & tight tolerance simultaneously.
Scenario4: Irregular curved optical aluminum frame with no clamping position
Peer pain: Custom fixture cost exceeds raw material price, small batch not cost-effective.
Zorapid DFM tweak: Design disposable process tab on frame blank edge, standard vise clamping, remove tab by simple finish cut after all 5-axis machining, save 90% custom fixture expense.
Applicable Mainstream Machining Materials + In-Depth Machinability & DFM Comparison Table
All data based Zorapid 20+ years 5-axis mass production verification, list min recommended wall/thickness, best DFM design tip, cost fluctuation when poor design, preferred process:
| Material Grade | Min Recommended Wall(5-axis DFM standard) | Machining Hardness Feature | Cost Rise % Under Bad DFM | Optimal Zorapid DFM Tip | Core Industry Use |
|---|---|---|---|---|---|
| 7075-T6 Aluminum | ≥0.8mm | High machinability, easy chatter on ultra-thin wall | +30%~55% | Add small fillet on sharp corner, uniform wall | EV fixture, automation housing |
| Ti-6Al-4V Grade5 | ≥1.2mm | Low heat conductivity, tool adhesion prone | +45%~85% | Avoid tiny inner radius<R0.8, optimize cavity depth-width ratio | Medical implant, aerospace bracket |
| Inconel718 Superalloy | ≥1.5mm | High temp hardening, severe tool wear | +60%~110% | Reduce deep narrow pocket, consolidate scattered small holes | Aero engine hot end component |
| 316L Stainless | ≥1.0mm | High toughness, easy built-up edge | +35%~65% | Increase inner fillet ≥R1.0, avoid over-deep blind slot | Semiconductor precision jig |
| 17-4PH H900 | ≥1.1mm | Precipitation hardening after heat | +40%~70% | Reserve extra 0.15mm finish allowance on all mating surface | Hydraulic precision valve core |
| PEEK Carbon Filled | ≥1.8mm | Heat sensitive, easy melt during cutting | +28%~50% | Reduce deep narrow groove, adopt large corner radii | Medical equipment plastic housing |
Zorapid Material DFM Tip: Same bad geometry design brings totally different cost impact on varied alloy; In718 & Titanium suffer highest cost inflation from poor DFM, must lock DFM review before raw material blank procurement.
Real Customer Case Analysis
Case1: German Aerospace Tier1 Ti6Al4V Lightweight Bracket
Original Client Design Problem: Wall thickness 0.7mm (below Ti standard 1.2mm), multiple R0.2 sharp inner corners, 6 sides irregular oblique blind holes; 3 local German suppliers quoted +78% cost, lead time 38 days, warn high scrap risk.
Zorapid DFM Optimization Workflow:
- Free DFM report point out all risky design without altering installation & assembly dimension;
- Adjust min inner fillet from R0.2→R1.0, thin wall upgrade to 1.2mm with hidden inner rib; consolidate scattered oblique holes into grouped orientation for one-setup 5-axis machining.
- Final Result: Unit cost down 41%, lead time shrink from38d→9d, annual 650pcs repeat bulk order signed, scrap rate controlled 0.6% vs original predicted17%.

Case2: US Medical OEM PEEK Carbon Implant Shell
Original Flaw: Global ±0.004mm tolerance for full shell surface, multiple deep narrow 2×3mm groove with sharp inner corner; US domestic factory need extra laser polish + secondary grind, high unit price.
Zorapid DFM Fix: Grade tolerance, only sealing edge keep ±0.004mm, body surface relax to ±0.06mm; inner corner R upgrade to R1.2 cancel post-polish.
Outcome: Single part cost drop32%, FDA inspection pass at first production run.
Case3: New Energy China-German Joint Project H13 Conformal Cooling Mold Insert
Original Design: Closed spiral inner channel + irregular deep undercut cavity; all local mold factories confirm unprocessable via pure 5-axis CNC only.
Zorapid DFM split solution: Inner cooling channel area SLM forming, outer fitting datum reserved solid bulk for precision 5-axis finish, mold cooling efficiency up31%, injection cycle shorten22%.
Global Core Application Scenarios
Aerospace & Gas Turbine(Top DFM optimization demand industry)
Core Parts: Ti/In718 lightweight bracket, turbine intermediate casing, engine small hot-end housing
DFM Focus: Thin-wall uniform design, inner cavity fillet optimization, multi-angle hole grouping for single-setup 5-axis; Zorapid DFM cut average part cost30%+ for global aero clients.
Medical Orthopedic & Surgical Device
Core Parts: Titanium implant housing, PEEK instrument frame, stainless precision surgical fixture
DFM Focus: Avoid over-tolerance marking on non-contact cosmetic surface, optimize biocompatible material wall thickness to prevent cutting deformation.
EV & New Energy Thermal Management
Core Parts: Aluminum battery cooling manifold, new energy motor curved end cover
DFM Focus: Consolidate scattered mounting holes, reserve standard clamping plane to eliminate custom fixture cost.
Semiconductor Precision Automation Equipment
Core Parts: 316L wafer transfer jig, ultra-precision vacuum chamber housing
DFM Focus: Inner cavity fillet upgrade, reasonable escape hole design to cancel extra EDM sinking.
Global Five-Axis Machining Market Data & Future DFM Trend Analysis Table(2025–2030, from MarketsandMarkets)
Global High-End 5-Axis Custom Parts Market Scale (Unit: Billion USD)
| Year | Global 5-axis precision part market | Cost loss caused by poor DFM | DFM pre-service penetration rate | Average annual CAGR |
|---|---|---|---|---|
| 2025 | 23.6 | 5.1 | 18.3% | 8.7% |
| 2027 | 29.9 | 5.8 | 32.7% | 8.2% |
| 2030 | 39.4 | 6.9 | 58.1% | 7.6% |
Three Core Future Industry Trends for Global Buyer Reference
- Pre-production free DFM review becomes mandatory procurement standard: By 2030 over58% EU/US Tier1 OEM add DFM audit into supplier access requirement; buyers no longer accept blind quotation without early design optimization.
- Hybrid DFM(5-axis+SLM) replace pure single CNC for complex high-end parts: Traditional split-assembly design gradually phased out, DFM-guided integrated forming becomes mainstream to cut assembly & tolerance cost.
- Design engineer + manufacturer co-DFM collaboration mode popularized: Global top brands shift from finish-drawing submission to early-stage joint DFM development to control overall component cost from concept period.
Zorapid Transparent Delivery Lead Time
Most suppliers outsource CAM programming or secondary EDM to third workshop causing uncontrollable delay; Zorapid own full 22 units high-precision 5-axis machining center + in-house DFM engineering team + SLM workshop + CMM QC lab, full closed-loop in-house production without outsourcing.
| Part Type | Ordinary Factory(no pre-DFM) Lead Time | Zorapid(after free DFM optimization) Lead Time | Cost Change |
|---|---|---|---|
| 1~5pcs prototype small complex part | 7~12 working days | 3~5 working days | -28%~42% |
| Medium batch(10~50pcs) precision component | 12~22 working days | 6~9 working days | -25%~38% |
| Urgent rush order | Extra 3~5d surcharge + expedite fee | Priority schedule finish within2~3d | No hidden rush surcharge |
Workshop Guarantee: 3000㎡ standardized precision production base, dedicated 6-person DFM engineering team free drawing evaluation within24h after client STEP/IGS file submission.
Core Benefits to Choose Zorapid as Your 5-Axis DFM & Manufacturing Partner
- Zero-cost pre-order full DFM analysis report: We list all cost-increasing design flaws & feasible optimized revision plan free of charge before formal quotation, core exclusive service most competitors don’t provide.
- Functional-only design modification: All DFM tweaks keep original installation dimension, assembly performance, product function unchanged, only optimize manufacturability to cut expense.
- Exclusive hybrid DFM solution for unprocessable geometry: Combine SLM near-net forming + 5-axis precision finish to solve parts pure CNC cannot produce, avoid split assembly cost & leakage risk.
- ISO9001 & AS9100 certified full inspection document: Deliver CMM dimension report, material certificate, surface roughness test sheet for EU/US client factory audit requirement.
- No MOQ restriction: Accept 1pc prototype trial to annual framework bulk order, flexible order threshold for R&D startup & large enterprise.
- 20+ years cross-industry DFM experience: Familiar with aerospace/medical/EV/semiconductor international design specification & GD&T ASME standard.
- Fixed-price transparent quotation: Split cost breakdown of raw material, machining, QC without hidden extra post-processing expense during production.
- Digital twin CAM simulation pre-check: Preview tool collision, wall deformation risk in virtual software before cutting, final prototype rework rate<3% far below industry average 12%~18%.
Full Article Summary
Nearly 70% of unnecessary 5-axis production overspending originates from early careless DFM design instead of workshop processing error; over-spec tolerance, improper wall thickness, unreachable inner cavity, redundant decorative complex curve are top four silent cost eaters for global design teams.
While most precision manufacturers just passively produce per submitted CAD and transfer all bad-design extra cost to buyers, Zorapid’s core competitiveness lies in forward free DFM optimization: adjust geometry within functional limit to eliminate redundant EDM, custom fixture, repeated rework cost, combine 5-axis CNC with SLM hybrid craft for unmanufacturable parts other factories reject directly.
Next time you prepare RFQ for your new five-axis component, send your 3D drawing to Zorapid to grab free professional DFM review and accurate cost quotation within one business day.
FAQ
Will Zorapid’s DFM design change my part’s core assembly function or outer installation size?
Never. All our DFM optimization strictly lock original mounting dimension & functional requirement; we only tweak inner non-critical geometry, corner radius, tolerance grading without any impact on final product assembly performance.
How long can I get Zorapid free DFM analysis after sending STEP drawing?
Standard feedback within 24 working hours; urgent R&D prototype available priority review within 8 hours, full detailed PDF DFM report with before/after design comparison attached.
Is DFM optimization always reduce my total part cost? Any exception?
Over95% projects achieve 25%~45% cost saving; only ultra-simple regular solid part has tiny cost fluctuation, we will clearly mark cost change risk in pre-report before production.
Can Zorapid revise existing defective parts produced by other suppliers via post-DFM repair?
Yes, we conduct targeted partial machining repair + local DFM structure patch, save 40%~60% full remake cost for failed out-of-tolerance components.
What’s the minimal tolerance Zorapid stable hold after DFM optimized 5-axis processing?
Critical fitting surface stably ±0.003~±0.005mm, general surface controlled ±0.05~±0.1mm per DFM graded tolerance design.
Do you support customized special alloy material DFM optimization for proprietary client formula?
We cooperate with global certified powder & metal raw material supplier, customize targeted DFM design scheme per special alloy’s unique machinability characteristic.