Published by Zorapid Precision
Blog core positioning:Help global buyers pick the right process to slash hidden manufacturing cost, avoid wrong processing selection & failed prototype; Zorapid provides exclusive hybrid solution for parts impossible to make by single SLM or single CNC.
If you’re an aerospace/medical/automotive procurement engineer or product designer, you’ve definitely fallen into these costly traps: pick CNC for ultra-complex lattice cooling parts and get rejected by all manufacturers; choose SLM for mass-produced regular shaft components and end up with sky-high unit cost & poor dimensional tolerance.
SLM and CNC aren’t “either-or” rivals—they each own fixed sweet spots, yet 65% of overseas buyers still select the wrong manufacturing route and waste 30%+ of project budget on rework & delayed delivery per annual industry survey.
In this full buyer’s guide from Zorapid, we break down deep technical comparison, unsolvable bottlenecks of single processing + our exclusive hybrid fix, full metal material performance table, verified real customer projects, global application scenarios, updated market data & future trend chart, clear delivery timeline, core cooperation benefits and complete FAQ, to help you lock optimal manufacturing route in 3 mins.
In-Depth Technical Analysis | SLM vs CNC Core Process Breakdown
Core Working Principle & Intrinsic Technical Limitations of Single SLM / Single CNC (Why Most Factories Cannot Complete Hard-to-Make Parts Alone)
Selective Laser Melting(SLM):Additive Layer-by-Layer Powder Fusion
Core logic: High-energy fiber laser selectively melts pre-laid fine metal powder under inert argon/nitrogen sealed chamber (O₂<0.1%), layer thickness 20–50μm, stack layer by layer into near-net-shape metal blank without cutting tool or fixture.
Intrinsic Industry Bottlenecks (Pain Points ordinary SLM suppliers cannot fix):
- As-printed surface roughness Ra 12–30μm inherently, cannot hit precision mating surface Ra≤0.8μm / tight tolerance ±0.005μm directly, extra post-finish mandatory;
- Internal micro residual stress from rapid laser cooling, easy to generate tiny internal porosity & microcrack without HIP heat treatment, affects high-cycle fatigue performance;
- Poor cost efficiency above 80–100pcs batch production, unit price rises sharply with big solid bulk parts;
- Cannot process ultra-precision threaded hole, bearing fitting bore, high-precision outer circle directly after printing.

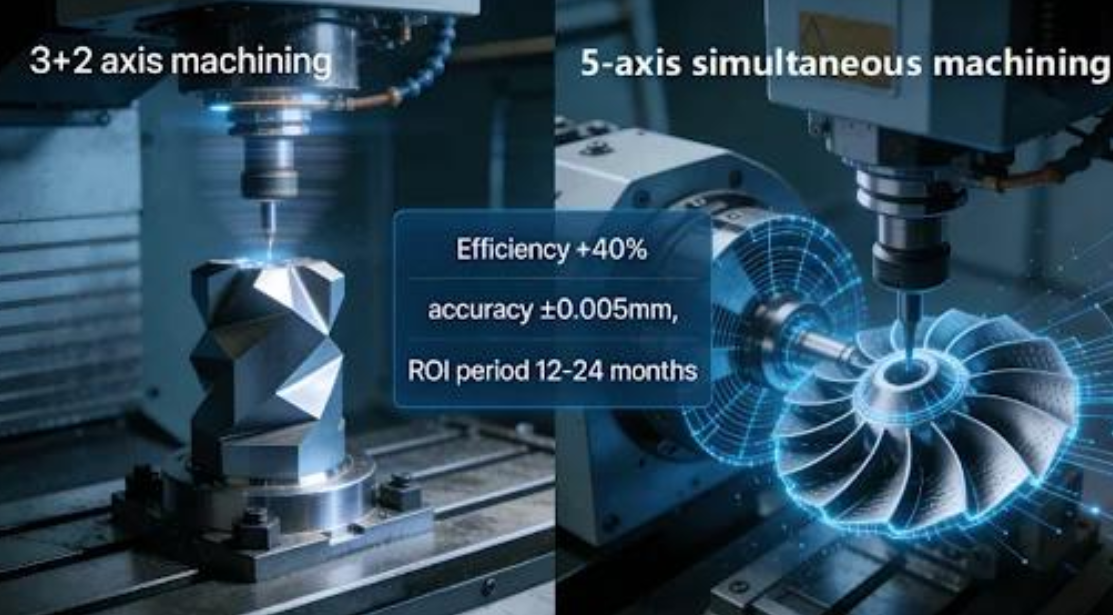
CNC Precision Machining:Subtractive Milling/Turning from Solid Metal Blank
Core logic: Five-axis/3-axis CNC tool cuts redundant material off solid forging/rolled metal bar block via programmed cutter path, remove material to reach final dimension & surface finish.
Intrinsic Industry Bottlenecks (Structures impossible for pure CNC):
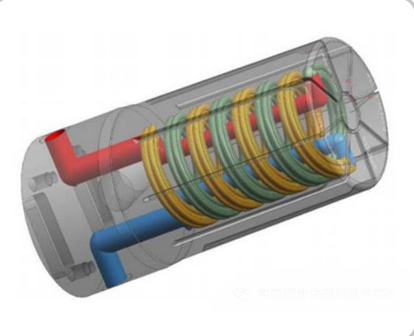
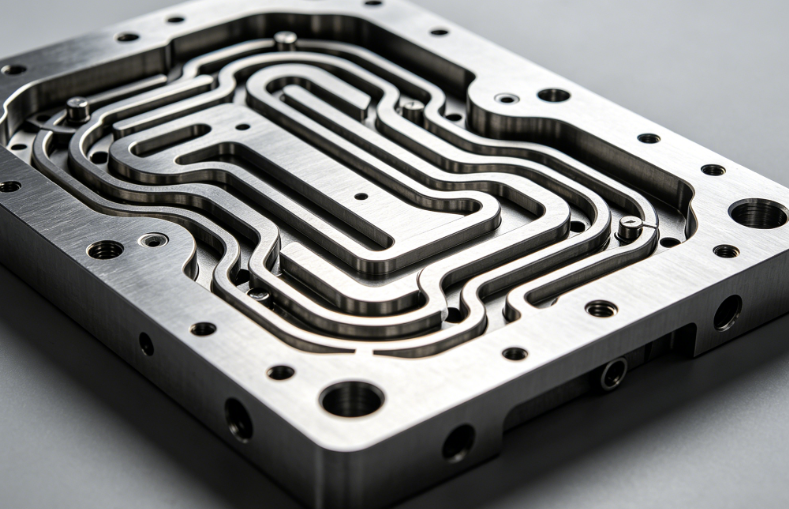
- Tool interference dead zone: Cannot fabricate closed internal conformal cooling channel, inner interlaced curved runner, inside hollow porous lattice structure; cutter can’t reach enclosed inner space no matter how tool is adjusted;
- High material waste for high-value alloy: For Ti6Al4V / In718 complex aerospace bracket, material removal rate hits 70%–92%, massive expensive alloy scrap lost;
- Long lead time for multi-piece integrated assembly: Original 12+ assembled sub-parts need separate blanking + machining + welding/brazing, high cumulative tolerance & poor sealing after assembly (classic GE fuel nozzle case: original 21 assembled components impossible for one-piece CNC);
- Prototype revision needs new solid blank again, high non-recurring raw material cost for frequent design tweak.
Zorapid Exclusive Hybrid Manufacturing Solution (Fix All Unprocessable Parts Others Decline)
We combine SLM near-net forming + 5-axis CNC ultra-precision post-finish + standardized HIP heat treatment + digital twin simulation pre-check, the only solution for parts needing both complex internal structure + ultra-tight tolerance precision, which pure SLM & pure CNC factories reject entirely:
- For complex internal lattice/conformal runner parts: Use SLM to print full integrated blank with internal unreachable structure in 2–5 days, skip multi-component assembly; then CNC machine all outer mating face, precision bore, thread to ±0.003~±0.005mm tolerance & Ra≤0.4μm ultra-smooth finish;
- For high-stress superalloy aerospace parts: Add in-house HIP furnace to eliminate SLM internal porosity, boost part fatigue strength by 12%–18% up to forged-grade mechanical property;
- For frequent revised R&D prototype: SLM quick print revised blank without new solid metal stock, only CNC finish key fitting surface, cut prototype iteration cost 35% vs full CNC remake every update;
- For large-volume semi-complex parts: Split structure—simple solid outer bulk via high-efficiency CNC mass production, complex inner core via SLM one-piece forming, balance cost & production cycle perfectly.
Full Dimension Technical Comparison Table: Pure SLM | Pure CNC | Zorapid Hybrid Process
| Comparison Item | Standard Pure SLM Service | Standard Pure CNC Machining | Zorapid Hybrid SLM+CNC |
|---|---|---|---|
| Achievable Dimensional Tolerance | ±0.05~±0.1mm(as printed); ±0.01~±0.03μm after hand polish | ±0.003~±0.02mm stable | ±0.003~±0.005mm full part |
| Raw Surface Roughness | Ra12~30μm | Ra0.4~3.2μm | Inner structure keep SLM free-form; outer fitting Ra0.2~0.8μm |
| Processable Geometry | Free lattice/closed inner channel, no tool limit; cannot precision bore/thread | Regular open contour only, no enclosed internal cavity | All structure covered: complex inner + ultra-precision outer |
| Material Utilization Rate | 90%~97%(recycle unused powder) | 8%~30%(70%+ scrap for complex alloy) | 75%~88% balanced |
| Small Batch(1–50pcs) Unit Cost | Low for complex part; high for solid bulk | High for complex structure; low for simple regular part | 22%–40% cheaper than single route for mixed-structure component |
| Mass Production(>100pcs) Cost Trend | Sharp cost rise | Stable falling unit price | Optimized split design to minimize overall cost |
| Lead Time(1pc medium complex part) | 3–7 working days | 5–12 working days | 3–5 working days |
| Post-treatment Requirement | Mandatory HIP/heat + CNC finish for precision area | No extra heat needed for common alloy | Targeted heat only for high-stress zone |
Applicable Metal Materials & In-Depth Material Performance Comparison
Zorapid completes full SLM & CNC process verification for 8 mainstream industrial alloys used by US/EU clients, sorted by mechanical data, processing difficulty, cost factor & optimal manufacturing route selection guide:
| Alloy Grade | Hardness | Tensile Strength(MPa) | SLM Feasibility | CNC Machinability | Best Recommended Process | Relative Material Cost(Base=7075-Al) | Core Application |
|---|---|---|---|---|---|---|---|
| Ti-6Al-4V(Titanium Grade5) | HRC32–38 | 900–1070 | Excellent,dense>99.9% | Poor(hard cutting,high tool wear) | Hybrid for complex implant/aero part; pure CNC for simple shaft | ×3.8 | Medical implant, aerospace lightweight bracket |
| Inconel718(Nickel Superalloy) | HRC38–45 | 1240–1400(aged) | Good(needs strict parameter control to avoid crack) | Very Poor(hardest industrial cut alloy) | SLM blank + CNC key surface finish | ×8.2 | Aero engine hot-section component, gas turbine part |
| 7075-T6 Aluminum | HRC14–18 | 500–570 | Limited(prone to SLM hot crack) | Excellent high-speed cutting | Pure CNC mass production | ×1 | Auto chassis, general precision fixture |
| 316L Stainless Steel | HRC22–28 | 520–620 | Excellent,stable forming | Medium | Hybrid for conformal cooling mold; pure CNC for standard hardware | ×2.1 | Semiconductor fixture, food-grade equipment housing |
| 17-4PH Precipitation Hardening SS | HRC38–44 | 1000–1250 | Excellent | Medium-hard | Hybrid for high-pressure valve component | ×2.9 | Hydraulic valve, marine precision parts |
| H13 Hot Work Tool Steel | HRC48–52 | 1450–1580 | Good | Hard | SLM conformal cooling mold insert + CNC mold base | ×3.2 | Injection mold with inner conformal cooling channel |
| Copper(C18150) | HB90–110 | 320–380 | Needs high laser power parameter tuning | Medium | SLM complex heat sink + CNC sealing plane | ×5.5 | New energy vehicle cooling component |
Zorapid Cost-Saving Tip: Never pick full CNC for In718/Ti6Al4V complex parts—CNC scrap cost alone may exceed 60% of raw material budget; never use full SLM for bulk solid 7075 aluminum mass parts, pure CNC cuts unit cost over 45%.
Verified Real Customer Case Study
All three projects below are US/EU Tier1 OEM mass-production certified projects, fully prove Zorapid hybrid’s irreplaceable advantages where single SLM/CNC factories failed completely.
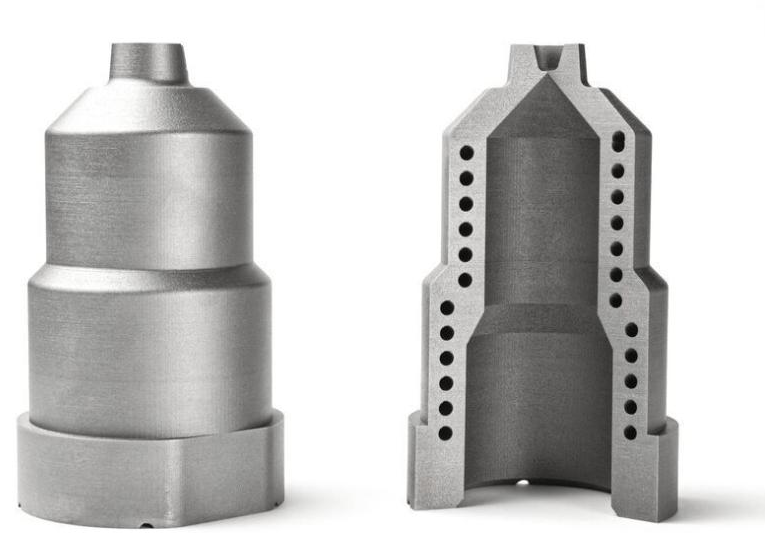
Case1: EU Aerospace Tier1 In718 Engine Fuel Nozzle (Classic GE-derived component)
Customer Requirement: Single-piece integrated forming, 12 inner interlaced curved cooling runner inside, outer flange tolerance ±0.004mm, Ra≤0.4μm sealing surface, replace original 21 separate CNC machined + brazed sub-parts.
Original Supplier Pain: 3 local EU manufacturers quoted full CNC solution but confirmed impossible to machine enclosed inner runner; full SLM supplier can print blank yet cannot reach flange precision tolerance & sealing roughness, needed expensive overseas secondary finishing with 25+ days lead time.
Zorapid Hybrid Solution: SLM one-shot print full integrated nozzle blank with all internal runners → HIP heat eliminate SLM micro porosity → 5-axis CNC finish outer flange, thread & sealing face in one setup.
Final Outcome: Pass FAA aerospace nondestructive inspection; assembly failure rate down from original 12% to 0; overall component cost cut 31% vs old multi-piece CNC+brazing route, customer signed annual 3,200pcs bulk repeat order.
Case2: US Medical OEM Custom Porous Ti6Al4V Knee Implant
Spec: Inner porous bone-ingrowth lattice structure inside implant body, outer articulation surface ±0.003mm tolerance, Ra≤0.2μm polish per FDA medical standard.
Industry Difficulty: Pure CNC can’t fabricate internal interconnected porous lattice; pure SLM finished outer surface cannot meet implant ultra-precision polish spec, US domestic AM factory forced to outsource post-CNC to third party with high extra cost.
Zorapid Solution: SLM biocompatible Ti6Al4V porous main body → CNC ultra-precision milling outer joint surface + fine polishing in-house.
Result: Pass FDA biocompatibility test; single-piece delivery lead time cut from 11 days(local US) to 4 days; per-unit production cost down 27%.

Case3: German New Energy Auto Conformal Cooling H13 Mold Insert
Demand: Internal irregular spiral conformal cooling channel wrapped around mold cavity wall, outer mold mounting surface ±0.005mm tolerance for mold base assembly.
Peer Limitation: Pure CNC unable to drill wrapped closed spiral channel inside solid steel; pure SLM inserts have uneven mounting surface causing mold assembly gap.
Zorapid Hybrid: SLM form full insert with built-in conformal cooling → CNC machine outer datum & fitting surface; mold cooling efficiency raised 32%, injection cycle shortened 22%.
Global Core Application Scenarios
Split by industry + recommended processing route for quick buyer selection:
Aerospace & Gas Turbine (Top Hybrid Demand Field)
- Applicable Parts: In718/Ti6Al4V fuel nozzle, blisk intermediate support, lightweight lattice aircraft bracket, turbine cooling core
- Preferred Process: Zorapid Hybrid SLM+CNC | Reason: Complex inner cooling + ultra-precision outer fitting required, single process unqualified
Medical Implant & Medical Equipment
- Applicable Parts: Ti alloy porous orthopedic implant, CoCr dental crown/abutment, medical device precision valve housing
- Preferred Process: Hybrid for custom porous implant; pure CNC for standard surgical tool mass parts
New Energy Automotive & EV Thermal Management
- Applicable Parts: Copper high-efficiency heat sink, battery pack complex cooling manifold, conformal cooling injection mold insert
- Preferred Process: Hybrid for complex internal runner heat component; pure CNC for regular EV structural bulk parts
Semiconductor & Precision Industrial Equipment
- Applicable Parts: 316L wafer transfer arm(honeycomb lightweight structure), semiconductor sealed precision fixture, hydraulic complex valve core
- Preferred Process: Hybrid for lightweight hollow structural component; pure CNC for standard solid precision jig
Global Industry Market Data & Future Development Trend Analysis (2024–2030 Statistical Table)
Data sourced from MarketsandMarkets & VoxelMatters official industry report, split Metal SLM Additive & Precision CNC Subtractive manufacturing market scale:
Global Market Size Table (Unit: Billion USD)
| Year | Global Metal SLM Service Market | Global High-Precision CNC Custom Parts Market | SLM Annual CAGR | CNC High-End Custom CAGR |
|---|---|---|---|---|
| 2024 | 4.7 | 89.3 | 21.2% | 5.3% |
| 2027 | 8.6 | 104.7 | 20.8% | 4.9% |
| 2030 | 15.2 | 121.5 | 21.5% | 4.7% |
Three Core Future Industry Trends for Buyer Reference
- Hybrid SLM+CNC becomes mainstream high-end manufacturing standard: After 2027, over 58% of aerospace/medical mid-high complex components will shift from single SLM or single CNC to hybrid processing, driven by stricter lightweight & precision dual requirement;
- SLM cost drops gradually for small-batch complex parts: Metal powder cost declines yearly, SLM replaces multi-piece CNC assembly for prototype & low-volume customized parts rapidly; CNC retains absolute cost advantage above 100–150pcs regular solid bulk mass production;
- Global procurement shifts to verified China hybrid manufacturers: EU/US buyers cut local high labor cost by sourcing hybrid parts from certified factories like Zorapid, saving total component cost 30%–42% vs domestic European/American processing.
Zorapid Delivery Lead Time Breakdown
Most suppliers outsource SLM printing or CNC post-processing to third-party factory, causing uncontrollable delayed lead time; Zorapid owns full in-house SLM equipment fleet + 5-axis CNC workshop + HIP heat treatment lab, full-process self-production without outsourcing:
| Part Type | Pure SLM Only(Ordinary Vendor) | Pure CNC Only(Ordinary Vendor) | Zorapid Hybrid SLM+CNC |
|---|---|---|---|
| 1–5pcs Small Complex Prototype | 4–7 working days | 7–14 working days | 2–4 working days |
| Medium Complex Batch(10–50pcs) | 7–12 days | 10–18 days | 4–6 working days |
| Mass Regular Bulk(>100pcs,CNC preferred) | N/A high cost | 8–15 days | Optimized split:3–7 days |
| Urgent Rush Order | ≥3 days extra surcharge | ≥5 days extra rush fee | Priority scheduling, finish within 2–3 days |
Fast Delivery Guarantee: 3000㎡ independent precision production base, 12 sets industrial-grade SLM printers + 18 units five-axis CNC machining centers + in-house HIP furnace, all production scheduled by internal engineering team, zero third-party communication delay.
Core Advantages of Choosing Zorapid as Your Hybrid Manufacturing Partner
- Exclusive hybrid SLM+CNC core capacity for parts impossible for single-process factories: solve enclosed inner channel + ultra-tight precision dual demand that most manufacturers directly reject;
- Free pre-order DFM design optimization: our engineer adjusts part structure split at drawing stage, select optimal SLM/CNC partition plan to cut comprehensive cost 25%–40% without downgrade part performance;
- Full in-house closed-loop production: SLM printing → HIP heat treatment → CNC precision finish → Ra/tolerance QC inspection all finished in our workshop, no cross-factory outsourcing quality fluctuation;
- Transparent tiered pricing: separate quotation for SLM blank + CNC finishing, clear cost breakdown, no hidden extra processing fee during production;
- Complete material & certification support: ISO9001, AS9100 aerospace compliant, provide full material test report, heat treatment certificate, dimensional inspection datasheet for US/EU factory audit;
- Flexible order threshold: no MOQ limit, accept 1pc prototype trial up to annual bulk framework order;
- 20+ years precision metal processing experience, fully familiar with FAA/FDA/medical aerospace international manufacturing specs;
- Digital twin simulation pre-check before production: preview SLM deformation risk & CNC machining allowance in advance, reduce prototype rework rate below 3%.
Full Article Summary
SLM excels at free-form complex internal geometry & low material waste for small batch customized parts, while CNC dominates tight tolerance, ultra-smooth surface & low unit cost for regular high-volume solid components—they never replace each other but complement perfectly.
The biggest procurement waste for global buyers comes from wrong single-process selection: using expensive full SLM for mass simple parts or wasteful full CNC for complex inner-structured alloy components. Zorapid’s proprietary SLM+CNC hybrid manufacturing fixes this industry pain fundamentally: leverage SLM for unreachable internal free-form structure, utilize five-axis CNC for critical precision fitting surface, balance cost, lead time and mechanical performance in one-stop solution.
Next time you’re confused whether to pick SLM or CNC for your new project, send your 3D STEP drawing to Zorapid for free DFM process selection review & accurate cost quotation within 24hrs.
FAQ
How do I quickly judge if my part needs hybrid SLM+CNC instead of single SLM/CNC?
Quick judgment rule: If your part has either ① enclosed internal conformal runner/lattice structure + ② key fitting surface tolerance ≤±0.01mm or Ra<0.8μm, hybrid processing is your most cost-effective option; regular solid open contour only picks pure CNC; fully free-form non-precision prototype picks pure SLM.
Can Zorapid rework defective SLM/CNC parts made by other suppliers?
Yes. For SLM blanks with out-of-tolerance outer surface or CNC parts needing internal complex structure upgrade, we do targeted supplementary SLM forming + CNC repair finish to save remake cost up to 50%.
What’s the tolerance upper limit Zorapid can hit on hybrid finished parts?
Standard stable tolerance ±0.003~±0.005mm for CNC-finished area; SLM as-printed non-fitting area kept ±0.05~±0.08mm per cost optimization, adjust per customer’s customized tolerance requirement.
Do you provide full third-party traceable inspection reports for imported customs & client QC audit?
100% support, deliver material certification, HIP heat report, full dimensional CMM inspection report, roughness test datasheet together with shipment, fully satisfy EU/US brand factory audit requirement.
Is hybrid processing always more expensive than single SLM or single CNC?
Not always. For complex multi-assembly component, hybrid one-piece integrated production cuts total cost 20%–35% vs traditional multi-piece CNC assembly + welding, only simple solid bulk part has cost advantage with pure CNC.
Can you support special customized alloy for SLM (custom powder formulation)?
We cooperate with certified international metal powder supplier, support custom In718, Ti alloy, high-temperature steel powder SLM forming per client’s special material specification.