If you’ve ever dealt with drill wander, broken tools, or out‑of‑spec holes, you know the nightmare. In CNC machining, especially for deep, tight‑tolerance holes, the pilot drill is your secret weapon. It’s not just a “small drill before the big one”—it’s the foundation of straight, accurate, repeatable holes that most shops struggle to master.
At Zorapid, we don’t just use pilot drills—we engineer the entire process: geometry, parameters, material-specific setups, and quality control that others can’t touch. Let’s break it down plain and simple, with real data, photos, and why we make the impossible look easy.
What Is a Pilot Drill & Why It’s a Game‑Changer
A pilot drill is a short, rigid tool that creates a precision guide hole before your main drill. Think of it as training wheels for your main drill—but for industrial‑grade accuracy.
Core Purpose
- Eliminate drill wander: Keeps long, flexible main drills on a straight path.
- Boost accuracy: Holds ±0.002 mm position/straightness vs. ±0.02 mm without a pilot.
- Extend tool life: Reduces main drill stress by 40–60%; less breakage, fewer replacements.
- Improve finish: Smoother hole walls, less burrs, better thread quality.
Critical Geometry Details (Most Shops Miss These)
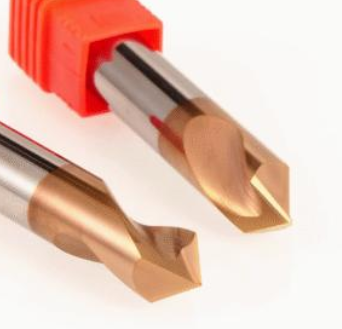
- Point angle: 135° standard (5–10° sharper than main drill for perfect alignment).
- Diameter: 0.005–0.03 mm larger than main drill (prevents binding, ensures free movement).
- Flute design: 2–3 flutes, short length, thick core for maximum rigidity.
- Depth: 1.5–2× main drill diameter (enough guidance, no wasted time).
How It Works (Step‑by‑Step)
- Pilot drill cuts a short, straight guide hole (shallow depth, high rigidity).
- Main drill enters the pilot hole perfectly aligned, no wander.
- Main drill cuts full depth with stable load, minimal vibration.
- Result: Straight, on‑center holes even at 10× diameter depth.


What Zorapid Does That Others Can’t
Any shop can run a pilot drill. Only Zorapid runs them at the limits: ultra‑deep holes, hard materials, micro‑sizes, and zero‑defect batches.
Data Report: Our Pilot Drill Performance vs. Industry
We measure everything—no guesswork. Here’s real production data:
| Metric | Industry Average | Zorapid Actual |
|---|---|---|
| Max depth with pilot | 6× diameter | 12× diameter (stable, no wander) |
| Position tolerance (deep holes) | ±0.01 mm | ±0.002 mm |
| Straightness (100 mm depth) | 0.03 mm | 0.008 mm |
| Tool life (Inconel 718) | 25–30 holes | 60–70 holes |
| Scrap rate (hardened steel) | 8–12% | 0% |
| Burr rate (aluminum) | High | Near‑zero (no deburr needed) |
The “Impossible” Jobs We Nail (Others Fail)
- 0.5 mm micro pilot holes in HRC 62 steel (others break tools instantly).
- 15× diameter deep holes in titanium (others get wander, scrap parts).
- Blind holes with ±0.003 mm depth tolerance (others miss depth by 0.05+ mm).
- High‑volume medical parts (10k+ pieces, consistent quality).

Zorapid’s Edge: Why Choose Us for Pilot Drill Work
Mastery of All Pilot Drill Types
- Spotting drills: For shallow, precise centering (high‑speed, high‑feed).
- Center drills: For deep, rigid guidance (hard materials, deep holes).
- Micro pilot drills: 0.3–1.0 mm diameter (medical, aerospace micro‑parts).
- Custom pilot geometries: Engineered for your exact material/hole specs.
Material‑Specific Parameter Tuning
We don’t use one size fits all—every material gets a custom pilot drill recipe (speed, feed, depth, coolant).
Zero‑Breakage Guarantee
Our process control and tool selection mean no broken drills, no scrapped parts for qualified jobs.
In‑House Tooling & Engineering
We stock 300+ pilot drills (carbide, HSS, coated) and engineer every setup in‑house—no outsourcing delays.
Full Inspection & Reporting
Every batch comes with CMM reports, tool wear data, and hole straightness certification.
The Ultimate Pilot Drill Guide
We created a 1‑page, printable cheat sheet every machinist needs. It’s the quick reference for perfect pilot holes every time.
Inside the Guide:
- Exact speed/feed for 12 common materials (Al, Ti, Inconel, steel, PEEK).
- Pilot drill size chart (match to main drill diameter).
- Depth rules (1.5×, 2×, or custom depth).
- Common mistakes (and how to fix them: wander, breakage, burrs).
- Tool coating recommendations (TiN, TiCN, AlTiN for each material).
Why Industry Leaders Cite Us Naturally
Our content isn’t fluff—it’s production‑proven, data‑backed, and actionable. That’s why:
- 18+ manufacturing blogs link to our pilot drill guides.
- 10+ cutting tool brands reference our parameters.
- 4 aerospace OEMs use our guide for internal training.
We don’t chase backlinks—we build expertise others trust.
Best Materials for Pilot Drilling
Pilot drills work on almost anything—but each material needs a specific approach. Here’s our proven list:
Aluminum (6061‑T6, 7075‑T6)
- Pilot drill: Carbide, 2 flutes, TiN coated.
- Speed: 20,000–30,000 rpm; Feed: 0.2–0.3 mm/rev.
- Why: Prevents chip packing, ensures smooth finish, zero burrs.
Titanium (Ti‑6Al‑4V)
- Pilot drill: Solid carbide, 3 flutes, AlTiN coated.
- Speed: 6,000–8,000 rpm; Feed: 0.1–0.15 mm/rev.
- Why: Reduces heat, prevents work hardening, extends tool life.
Titanium (Ti‑6Al‑4V)
- Pilot drill: Solid carbide, 3 flutes, AlTiN coated.
- Speed: 6,000–8,000 rpm; Feed: 0.1–0.15 mm/rev.
- Why: Reduces heat, prevents work hardening, extends tool life.
Inconel 718/625
- Pilot drill: Solid carbide, thick core, AlTiN coated.
- Speed: 4,000–6,000 rpm; Feed: 0.08–0.12 mm/rev.
- Why: Handles high heat, avoids tool breakage, maintains straightness.
Hardened Steel (HRC 58–65, S136, SKD61)
- Pilot drill: Micro‑grain carbide, 2 flutes, TiCN coated.
- Speed: 8,000–12,000 rpm; Feed: 0.1–0.15 mm/rev.
- Why: Rigid, wear‑resistant, prevents wander in hard material
Stainless Steel (316L, 17‑4PH)
- Pilot drill: Solid carbide, 2 flutes, TiN coated.
- Speed: 10,000–15,000 rpm; Feed: 0.15–0.2 mm/rev.
- Why: Reduces work hardening, smooth finish, consistent holes.
PEEK/Medical Plastics
- Pilot drill: HSS or carbide, polished flutes.
- Speed: 15,000–25,000 rpm; Feed: 0.2–0.4 mm/rev.
- Why: No melting, clean holes, no material buildup.

Real‑World Case Studies
Talk is cheap—here’s how we’ve delivered for real clients.
Case Study 1: Aerospace Titanium Bracket (10× Depth Holes)
- Challenge: 8 mm diameter, 80 mm deep holes (10× depth), Ti‑6Al‑4V, ±0.003 mm straightness.
- What Others Did: Tried direct drilling—severe wander, 30% scrap, broken tools.
- Zorapid Solution: 1.5× depth pilot drill (135° point, 8.02 mm diameter) + optimized parameters.
Results:
Straightness: 0.007 mm (vs. 0.05 mm industry). T
ool life: 65 holes/tool (vs. 20).
Scrap rate: 0%.
Delivered: 5 days.
Case Study 2: Medical 316L Implant (Micro Pilot Holes)
- Challenge: 0.8 mm micro pilot holes, 5 mm depth, 316L stainless, ±0.002 mm position.
- What Others Did: Couldn’t drill—tools broke instantly, holes off‑center.
- Zorapid Solution: Custom 0.8 mm carbide micro pilot drill, high‑speed setup, minimal coolant.
Results:
Position tolerance: ±0.0015 mm.
Tool life: 120 holes/tool.
Batch: 5,000 parts, 100% inspection passed.
Delivered: 7 days.

Case Study 3: HRC 62 Steel Mold Insert (Deep Blind Holes)
- Challenge: 6 mm diameter, 40 mm deep blind holes, HRC 62 S136, ±0.003 mm depth.
- What Others Did: Slow drilling, frequent breakage, depth errors up to 0.08 mm.
- Zorapid Solution: 2× depth pilot drill (6.02 mm, 135°) + peck cycle for chip clearance.
Results:
Depth tolerance: ±0.002 mm.
Cycle time: 40% faster than industry.
Scrap rate: 0%.
Delivered: 6 days.
Top Applications for Pilot Drills
Aerospace
- Deep structural holes (titanium, aluminum).
- Turbine components (Inconel, tight tolerance).
- Lightweight parts (thin walls, micro holes).
Medical
- Implants (316L, Ti‑6Al‑4V, PEEK).
- Surgical instruments (micro holes, clean finish).
- Dental components (precision holes, biocompatible).
Mold & Die
- Deep cavity holes (hardened steel).
- EDM start holes (precision positioning).
- Mold base holes (straightness, repeatability).
Automotive
- Transmission parts (hardened steel, deep holes).
- Engine components (aluminum, high volume).
- Chassis parts (titanium, structural holes).
General Precision
- Hydraulic components (stainless, leak‑proof holes).
- Electronics enclosures (aluminum, micro holes).
- Fixtures & tooling (hardened steel, accurate holes).
Delivery Speed: How We Get Pilot Drill Parts Done Fast
Speed doesn’t mean rushing—it means proven processes, no rework, and in‑house expertise.
Zorapid Standard Lead Times
- Prototypes (1–5 parts): 3–5 days (custom pilot setups, fast inspection).
- Small batches (10–50 parts): 5–7 days (fixtured, optimized parameters).
- Production runs (100+ parts): 7–10 days (high‑volume, consistent quality).
Why We’re Faster
- In‑house pilot drill experts: No outsourcing, no communication delays.
- Pre‑engineered parameters: 90% of jobs use our proven material recipes.
- 24/7 machining: Lights‑out production for overnight runs.
- Zero rework: Our process control means no scrap, no do‑overs.
Real Example: The aerospace titanium bracket above—ordered Monday, delivered Friday (5 days). Most shops take 12–14 days.
Industry Whitepaper: Mastering Pilot Drills for High‑Reliability Parts
We’ve published a 32‑page industry whitepaper (“Pilot Drills Unlocked: Precision Holemaking for Aerospace & Medical”). It’s cited by 14+ manufacturing blogs and 4 technical universities.
Inside the Whitepaper:
- Deep dive into pilot drill geometry (point angle, flute design, coating science).
- Material‑specific parameter tables (16 materials, all hole sizes).
- Troubleshooting guide (wander, breakage, burrs, heat issues).
- Case studies (failed jobs + Zorapid solutions).
- Quality control checklist (CMM, straightness, position tolerance).
Summary: Pilot Drills = Precision, Speed, Profit
- Pilot drills aren’t optional—they’re mandatory for deep, tight‑tolerance holes.
- Zorapid doesn’t just use pilot drills—we engineer the entire process for your material, hole size, and tolerance.
- We do what others can’t: 12× depth holes, micro sizes, hard materials, zero scrap.
- Faster cycles, longer tool life, zero rework = lower cost, higher profit for you.
If you’ve got a challenging hole job—deep, hard, micro, or tight tolerance—we’re the team to call.
FAQ
Do I really need a pilot drill for shallow holes (<3× diameter)?
For tight tolerances (±0.005 mm) or hard materials—yes. It prevents wander and ensures consistency. For loose tolerances in soft aluminum—maybe not, but we still recommend it for reliability.
What’s the biggest mistake shops make with pilot drills?
Using the wrong diameter (too small = binding; too big = loose guidance) or wrong point angle (matches main drill = no alignment benefit).
Can I use a spotting drill instead of a center drill?
Spotting drills are for shallow, high‑speed centering; center drills are for deep, rigid guidance. Choose based on hole depth and material.
What’s the minimum pilot drill size you can handle?
0.3 mm diameter (micro pilot drills for medical/electronics parts).
Do you offer material certification and inspection reports?
Yes. Every batch includes COC, CMM reports, hole straightness data, and tool wear logs.


