Electrophoretic coating is a painting process in which the workpiece to be coated is immersed in water-based paint and used as one electrode (cathode or anode), with another matching electrode placed opposite it.
When direct current is applied between the two electrodes, charged paint particles migrate directionally to the workpiece surface under the electric field, then discharge and deposit to form a coating film.
Currently, over 90% of automotive body painting worldwide adopts cathodic electrophoretic coating.

Electrophoretic coating methods are generally classified based on paint properties and the polarity of the workpiece.
- When the workpiece acts as the anode with anionic paint applied, the process is defined as anodic electrophoretic coating;
- When the workpiece acts as the cathode with cationic paint applied, the process is defined as cathodic electrophoretic coating.
Anodic Electrophoretic Coating
Anodic electrophoretic coatings are low in cost but inferior to cathodic types in corrosion resistance. At present, most manufacturers adopt cathodic electrophoretic coating. Electrophoretic coatings feature a uniform surface and strong adhesion, making them ideal for workpieces with complex geometries. A film layer can also be deposited on inner cavity surfaces. However, the process requires complex equipment and high investment, with limited coating types, currently restricted to water-soluble coatings and water-emulsified paints.
The Process of Electrophoretic Coating
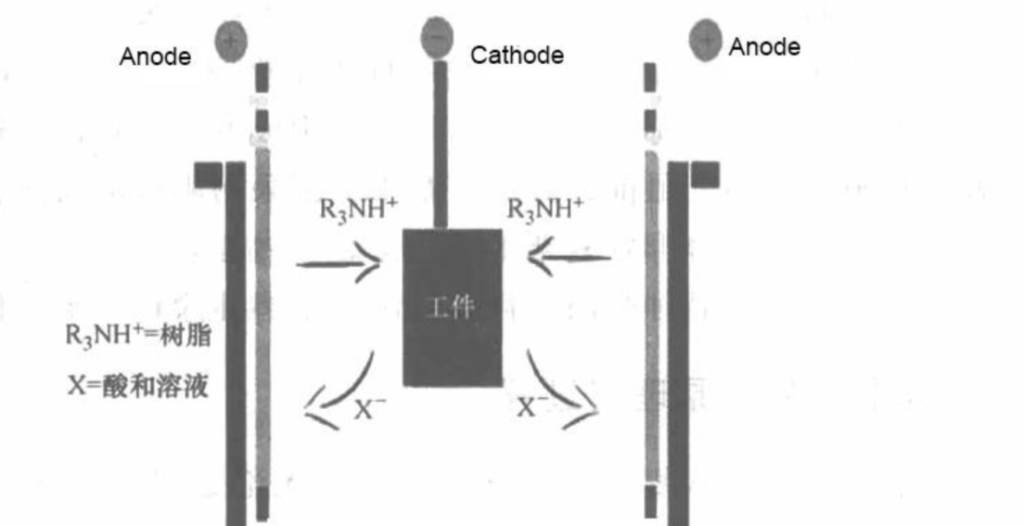
Electrophoretic coating involves highly complex electrochemical reactions. Both cathodic and anodic electrophoretic coating consist of four simultaneous typical processes: electrophoresis, electrodeposition, electroosmosis and electrolysis. The coated resin dispersed and ionized in water dissociates into charged colloidal particles. Under a direct current electric field, these particles migrate to the workpiece surface via electrophoresis, electrodeposition, electroosmosis and electrolysis, and finally discharge to form an insulating coating film.
Electrophoresis
Electrophoresis refers to the process in which charged colloidal particles move toward the electrode of opposite polarity under the action of electric field force. During electrophoresis, uncharged pigment and extender pigment particles may also adsorb onto charged colloidal particles and move along with them. The lower the solid content and viscosity of the coating solution, the smaller the resistance to electrophoresis.
Electrodeposition
When charged colloidal particles reach the oppositely polarized electrode (workpiece) and discharge to form an insulative, non-conductive coating film, the process is called electrodeposition. Unlike electroplating, the electrodeposited film in electrophoretic coating changes its conductivity and becomes an insulator. Electrodeposition first occurs at areas on the workpiece surface where electric field lines concentrate. As the thickness and coverage of the insulating film increase, the electrical resistance rises significantly.
Electroosmosis
Electroosmosis is the movement of the dispersion medium in the direction opposite to that of the charged particles. During electrophoresis, the newly formed coating is a semi-permeable membrane with high water content. Under electric field force and internal osmotic force, water and ions inside the film migrate directionally via electroosmosis and reverse electrophoresis into the solution. Generally, the dewatering effect of electroosmosis can reduce the moisture content of the coating by 5%~15%.
Electrolysis
Water undergoes electrolysis under a DC electric field, producing hydrogen at the cathode and oxygen at the anode. This raises the pH at the cathode and lowers the pH at the anode. The higher the conductivity of the solution, the more intense the electrolysis reaction. Greater pH variation at the electrodes generates more bubbles, causing more pinholes and a rougher coating surface.
Electrodeposition is the core reaction of electrophoretic coating, while electrolysis is a key factor affecting coating quality. Although anodic electrophoresis features lower equipment investment and material cost than cathodic electrophoresis, it delivers poorer corrosion resistance and lower applicable workpiece voltage.
Compared with anodic coatings, cathodic electrophoretic coatings offer 3–4 times higher protection performance, double the Coulomb efficiency, and 1.2–1.4 times better throwing power. As a result, cathodic electrophoresis is widely adopted, whereas anodic electrophoresis is mostly used for less demanding coating applications.
Features of Electrophoretic Coating
High automation & mechanization
Electrophoretic coating is highly automated with fast coating speed and high productivity. For automotive primer application, its efficiency is 450% higher than dip coating.
Excellent film thickness uniformity
Even on edges, corners, holes, grooves and weld protrusions, uniform coating thickness can be achieved by adjusting voltage and controlling the electrodeposition process.
Superior coating quality
The finish is smooth, even and free of sagging. It levels well during curing for premium appearance. This saves polishing work and cuts production costs. The film also delivers outstanding water resistance and adhesion.
High material utilization
With low concentration and viscosity, little paint is carried away by parts. Paint utilization can reach over 95%.
Eco-friendly & better working conditions
The formula contains fewer co-solvents, resulting in minimal paint mist and low environmental impact. It also avoids heavy overspray and simplifies standardized operation and management.

Disadvantages of Electrophoretic Coating
High initial investment
It requires substantial equipment investment and demands strict operational and management standards.
Multiple process limitations
Restricted by process characteristics, electrophoretic coatings only come in limited colors. Workpieces made of different metals cannot be coated together. Non-conductive materials such as plastic and wood are not suitable for electrophoretic coating. Topcoat cannot be applied via electrophoresis over primer, and the primer itself has poor weather resistance.
Heavy cleaning workload
To maintain good electrical conductivity with workpieces, jigs and hangers require frequent thorough cleaning. This leads to large labor volume and high work intensity.

Electrophoretic Coating Equipment
Electrophoretic coating equipment consists of an electrophoresis tank, standby tank, circulating filtration system, ultrafiltration system, electrode assembly, paint temperature regulating device, paint replenishment device, ventilation system, DC power supply, control cabinet, post-electrophoresis rinsing unit and paint storage unit.
Electrophoresis Tank
The electrophoresis tank is the core equipment of electrophoretic coating and serves as the container for the entire electrophoresis process. Its dimensions are determined by the maximum overall size of workpieces to be coated, including the main electrophoresis tank, standby tank and overflow tank.
Electrophoretic coating is generally divided into two types: continuous pass-through and intermittent step-by-step. The continuous type is suitable for mass production and adopts a ship-shaped tank; the intermittent type fits medium-batch production and mostly uses a rectangular tank.
The overflow tank is usually installed on one or both sides of the electrophoresis tank, used to control the liquid level and remove surface foam. The standby tank temporarily stores paint liquid when the main tank is being cleaned or maintained.
Circulation Filtration System
The circulation filtration system consists of circulation pumps, pipelines, spray pipes and other components. It usually combines filtration circulation, filtration heat exchange circulation and ultrafiltration circulation. It keeps the paint composition and concentration stable with good dispersion and prevents paint sedimentation. To avoid solution settling, a proper flow rate and circulation frequency shall be maintained.
Electrode Assembly
The electrode assembly is composed of electrode plates, diaphragm hoods, auxiliary electrodes and deionized water equipment.
For anodic electrophoresis, copper or stainless steel plates can be used as anodes, with the typical area ratio of cathode plate to workpiece at 1:1.
For cathodic electrophoresis, cathodes are made of stainless steel or stainless titanium alloy plates, with the common area ratio of cathode plate to workpiece at 1:4.
The diaphragm hood is usually a bag made of semipermeable membrane, filled with deionized water and fitted with electrode plates inside. It prevents acidic and alkaline electrolytes generated during electrolysis from diffusing into the paint liquid, stabilizing and controlling the pH value of the coating solution.
Auxiliary electrodes function the same as in electroplating, enabling uniform coating formation on complex inner walls and cavities of workpieces.
Paint Replenishment Device
Paint replenishment is normally carried out in a mixing tank. The raw paint is diluted with working paint liquid, stirred and fully blended before being fed into the electrophoresis tank. Alternatively, a mixer can be installed directly in the circulation pipeline to realize continuous paint replenishment.
Post-electrophoresis Rinsing Device
After film formation by electrophoresis, workpieces shall be rinsed immediately and repeatedly with circulating ultrafiltrate, fresh ultrafiltrate and deionized water. This removes residual paint adhered to the coating surface and prevents film dissolution and thinning.
Materials Suitable for Electrophoretic Coating
Steel and steel alloys
Including automotive body panels, chassis parts, engine components, hardware fittings, metal parts, agricultural machinery parts, and building steel structural components.
Aluminum alloys
Including automotive parts such as hoods, wheel hubs, radiators and brackets; aluminum profiles for doors and windows; consumer electronic enclosures, art crafts and other products.
Zinc and zinc alloys
Such as galvanized steel sheets. Cathodic electrophoresis on galvanized layers is widely applied, as well as zinc die-cast alloy parts.
Copper and copper alloys
The presence of copper ions may affect the stability of bath solution, which requires special attention in process operation.
Influencing Factors of Electrophoretic Coating
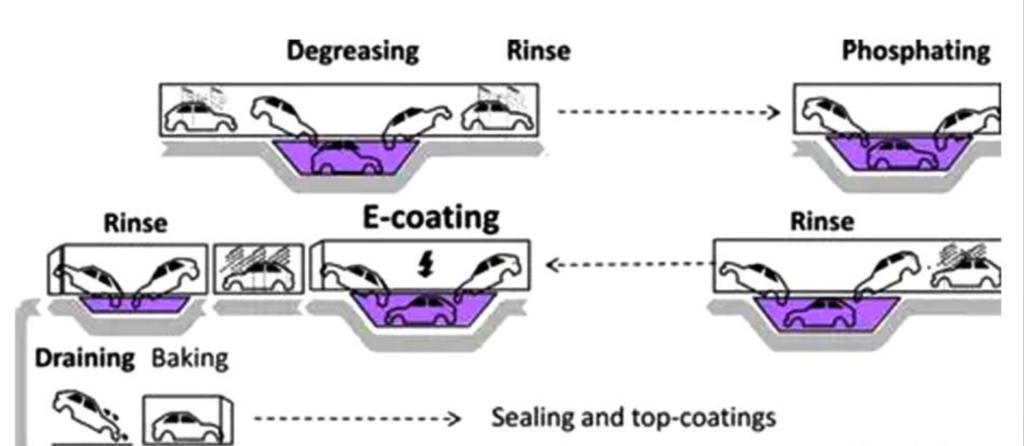
The process flow of electrophoretic coating is:
Degreasing → Cold Water Rinsing → Hot Water Rinsing → Surface Conditioning → Phosphating → Cold Water Rinsing → Purification → Deionized Water Rinsing → Drying → Electrophoretic Coating → Ultrafiltrate Rinsing → Deionized Water Rinsing → Baking & Film Forming → Cooling.
Phosphating treatment on workpieces before electrophoretic coating is intended to improve the protective performance of the electrophoretic coating film.
Solid Content of Paint Bath
The solid content of the paint bath is a key factor affecting bath stability, throwing power, coating thickness and surface appearance.
If the solid content is too low, severe pigment sedimentation will occur, reducing bath stability and throwing power. The resulting coating will be thin and rough with numerous pinholes and poor protective performance.
When the solid content is excessively high, the coating film becomes overly thick, electroosmosis is hindered, and the finish turns rough with an orange-peel texture. Excessively high solid content also increases the load on filtration and rinsing processes.
Normally, the solid content of anodic electrophoresis is controlled within 10%~15%, while the optimal range for cathodic electrophoresis is 20%±0.5%.
Temperature
Raising the paint bath temperature facilitates the electrodeposition process and increases coating film thickness. However, excessively high temperature accelerates the volatilization of co-solvents, reduces paint bath stability, and results in rough coating surfaces with sagging defects.
Too low temperature lowers the water solubility of the paint liquid and increases electrodeposition resistance, leading to a thinner coating. In some recessed areas, even no film can be formed. Low temperature also increases paint viscosity, hinders the escape of bubbles, and causes the coating surface to become rough and dull.
The temperature of anodic and cathodic electrophoresis paint baths shall be controlled at 20~25℃ and 28~30℃ respectively.
pH Value
The pH value of the solution directly affects the stability and conductivity of the paint bath, and must be strictly controlled within a fluctuation range of ±0.1. Generally, the pH range is 7.5~8.5 for anodic electrophoresis paint, and 5.8~6.7 for cathodic electrophoresis paint.
An excessively high pH value of anodic electrophoresis paint will cause resin decomposition and reduce the stability of the paint bath.
For cathodic electrophoresis paint, an overly low pH will decrease Coulomb efficiency and throwing power, and aggravate pipeline corrosion; an overly high pH will weaken the stability of the paint bath.
Conductivity
Conductivity rises with the increase of impurity content in the paint bath. Excessively high conductivity intensifies electrolysis, resulting in rough and porous coating films. It also reduces the applicable voltage, throwing power and stability of the paint liquid.
The conductivity of cathodic electrophoretic paint is 1000~2000 μS/cm, while that of anodic electrophoretic paint is relatively higher.
Electrode Distance
The larger the distance between the electrodes and the workpiece, the higher the resistance of the paint liquid.
If the electrode distance is too small, uneven coating thickness will appear on the concave and convex parts of the workpiece. If the distance is too large, the deposition efficiency decreases, resulting in an overly thin coating or even failure to form a coating film.
The typical electrode distance for electrophoretic coating is 150~800 mm.
Core Principles (Electrolysis + Electrophoresis + Electrodeposition + Electroosmosis)
Electrolysis: Water decomposes into H⁺ and OH⁻ after electrification.
Electrophoresis: Positively charged resin and pigment particles (mainstream for cathodic electrophoresis) migrate toward the cathode workpiece.
Electrodeposition: Particles lose charge once reaching the workpiece surface, forming water-insoluble coating film with firm adhesion.
Electroosmosis: Moisture inside the wet film is squeezed out by electric field, forming a dense coating with low water content.
Process Steps
Pretreatment: Degreasing → Water rinsing → Phosphating (anti-corrosion & adhesion improvement).
Electrophoresis: Workpieces are immersed in the tank; apply DC voltage of 100–400V at 20–30℃ for about 2–5 minutes.
Rinsing: Remove residual surface paint and recover bath liquid.
Baking: Cure at 160–180℃ for 20–30 minutes to achieve cross-linking and hardening of the coating.
FAQ
Which materials are suitable for electrophoretic coating?
All conductive metal parts such as carbon steel, stainless steel, aluminum alloy, zinc alloy and cast iron are applicable.
Non-metallic materials including plastic, SLS nylon and TPU cannot be electrophoretically coated directly.
What are the application scenarios?
Automotive parts, precision non-standard hardware, enclosures and cabinets, construction machinery, anti-corrosion primer for metal 3D printed structural components, and more.


