Drawing Code: CATLA5184, Material Marking: 6061-T6 Aluminum Alloy.
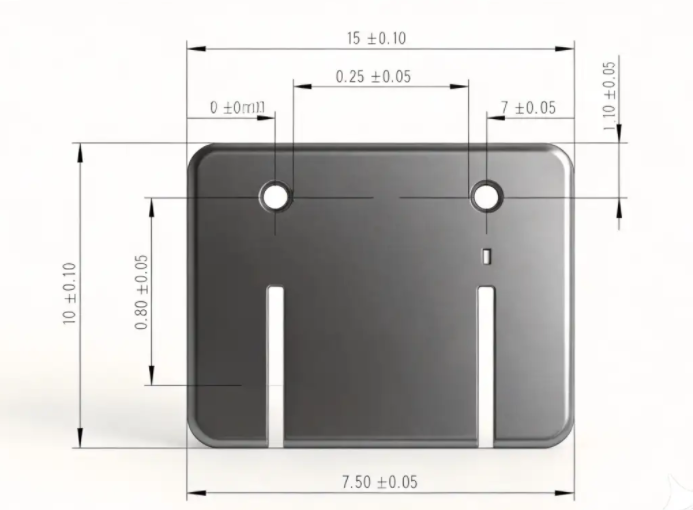
From the three-view and isometric drawings, this is a rectangular aluminum alloy structural block with inclined planes, stepped features and multiple holes. It has one large round hole and multiple mounting holes on the front, chamfered steps on the side, and arc notches at the bottom.
This part is commonly applied in the semiconductor industry as:
- Semiconductor equipment sensor mounting base
- Wafer transfer mechanism guide rail mounting pedestal
- Semiconductor vacuum chamber accessory mounting plate
- Semiconductor equipment cylinder/driver mounting support
- Precision motion platform mounting substrate
Machining Difficulties
The part has a simple overall shape, yet overlapping structural features create significant machining challenges.
Difficulty 1: Tapping quality of 4-40 UNC imperial threads
The drawing specifies 8× 4-40 UNC tapped holes, an imperial fine thread with nominal diameter 2.845 mm and pitch 0.635 mm.
Most machine shops only stock metric taps. Since 4-40 UNC is an imperial standard, special imperial taps are required.
Tapping 4-40 UNC in 6061-T6 aluminum requires imperial-standard pilot holes.The recommended size is Φ2.26 mm, which matches the dimension shown on the drawing.
The main processing risks are aluminum chip adhesion to the tap and tap breakage.
Difficulty 2: Forming consistency of multiple fillets
The part features seven different specifications of fillets: R2.5, R7.6, R8.7, R3.18, R4.8, R1.30 and R0.25, distributed on the outer contour, section groove bottoms, bottom notches and other positions.
The tiny R0.25mm fillet needs finish milling with a micro ball end mill. Different fillet radii require dedicated cutters, leading to frequent tool changes. Each tool change needs re-setup, making dimensional and profile precision much harder to control.
Difficulty 3: Inclined step and parallelism tolerance requirement
The side features a 4.5×45° chamfered slope, with the whole part holding Datum A parallelism tolerances of 0.03 mm and 0.05 mm.
The inclined surface needs one-step forming by tilting the workpiece or adopting 5-axis CNC machining. Otherwise, repeated clamping will introduce datum conversion errors, resulting in out-of-tolerance parallelism.
Difficulty 4: Positional accuracy of Φ2.26 mm minor-diameter bottom holes
The bottom holes for the 8 pcs of 4-40 UNC threaded holes are Φ2.26 mm in diameter. With an aperture of only 2.26 mm, these holes are distributed at multiple vertical and horizontal coordinate positions. The hole positional accuracy directly affects the alignment between the threaded holes and matching mounting parts.
The small-diameter drill bit features poor rigidity and is prone to offset drift during drilling. A center drill is required for pre-positioning to guarantee the positional tolerance.
Solution
4-40 UNC Thread: Special imperial tap + segmented tapping + full inspection with go/no-go gauge
Pre-stock dedicated 4-40 UNC spiral flute imperial taps, and precision drill the bottom holes to Φ2.26 mm. Control the tapping speed at 600~800 rpm with continuous cutting fluid pouring. Retract the tap every 3 turns to remove chips and avoid tap breakage caused by aluminum chip accumulation. After completing tapping for all 8 threaded holes, inspect each hole one by one with a 4-40 UNC go/no-go gauge; only qualified parts can proceed to the next process.

Multi-fillet Forming: 5-axis CNC unified program & tool sequence arranged by fillet size
5-axis CNC runs all fillet machining in one program, with cutters sorted descending by diameter:
Side has a 4.5×45° chamfered slope, with overall Datum A parallelism tolerances at 0.03 mm and 0.05 mm.
Re-set the tool after each tool change, and control the tool setting error within 0.005 mm with a tool setter.
Inclined Step & Parallelism: 5-axis one-time clamping with unified datum
The 4.5×45° slope and all steps are completed in one 5-axis CNC clamping with no fixture swaps. Datum A remains fixed, keeping 0.03mm and 0.05mm parallelism tightly controlled in-program. Final parts get CMM inspection, and out-of-tolerance pieces are reworked.
Φ2.26 mm Bottom Holes: Center Drill Positioning + High-Speed Small-Diameter Drilling
Center-drill 8 pilot holes, then peck-drill with Φ2.26 mm carbide bit. Set spindle 8000 rpm, feed 0.01 mm/rev. Check hole depth with micrometer and sample position by CMM to meet positional tolerance.
Execution Process
Drawing DFM review (confirm stock preparation of 4-40 UNC taps and 5-axis process nodes)
6061-T6 raw material incoming inspection (material certificate + hardness re-inspection)
One-time clamping on 5-axis CNC machining center: rough milling of outer contour + side inclined steps
Finish milling of all stepped surfaces (closed-loop parallelism control)
Unified program finish milling for multiple fillets (gradual machining: R7.6 → R3.18 → R0.25)
Center drill positioning → Precision drilling of Φ2.26 mm bottom holes
4-40 UNC imperial tapping (segmented chip removal) → Full hole-by-hole inspection with go/no-go gauge
Φ5.1 / Φ3.16-3.18 Through Hole Drilling
Inter-process CMM Inspection (Parallelism & Hole Positional Tolerance)
Cleaning → Packaging → Delivery with In-process Inspection Report
Communication
Part CAGBA5084 aluminum mounting base looks like a standard milled part. Yet its 4-40 UNC imperial threads, seven fillet sizes, angled faces and tight parallelism place high demands on process planning and tooling setup.
Few aluminum CNC shops stock imperial taps.4-40 UNC jobs force lead-time delays or size substitutions—unacceptable for precision semiconductor mounts.
Zorapid specializes in semiconductor equipment parts machining. We keep UNC/UNF imperial taps in stock, no rush sourcing needed, and never compromise thread inspection standards for fast delivery. We offer quick-turn small-batch custom machining and CNC prototyping.
Please send us your drawings directly, and Zorapid engineers will provide free process evaluation and quotation.


