The 2026 Ultimate Guide to Precision, Cost, and What’s Actually Achievable
If you’ve ever had a CNC part fail assembly, cost 2× more than expected, or get rejected for “out of spec—chances are it all comes down to tolerances.
Tolerances are the silent backbone of every CNC project: they define how much a dimension can vary, whether parts fit, how much you pay, and if your supplier can actually deliver.
At Zorapid, we’ve mastered ±0.005mm ultra-precision tolerances across 100k+ parts—from aluminum prototypes to 5-axis Inconel aerospace components. We turn “impossible” tight-tolerance jobs into zero scrap, on-time delivery, and consistent quality.
Today, we’re breaking down what CNC tolerances are, why they matter, and how to specify them like a pro—with deep tech, hard data, and solutions other shops can’t deliver.
Deep Tech Breakdown: What Are CNC Tolerances & Why Do They Matter?
A CNC tolerance is the allowable variation from a part’s nominal (ideal) dimension. No machine is perfect—tolerances set the acceptable range for size, shape, and position to ensure parts fit, function, and assemble reliably.
Core Types of CNC Tolerances (With Examples)
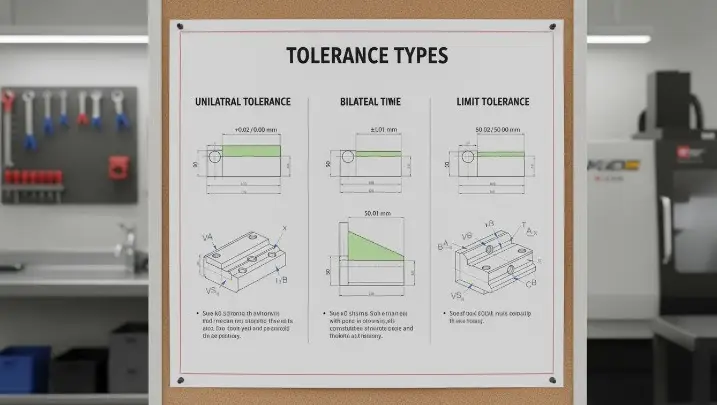
1. Dimensional Tolerances (Linear/Angular)
Controls size (length, width, diameter, angle). Most common: ± bilateral (equal variation above/below nominal).
- Example: Ø10mm ±0.02mm → Acceptable range: 9.98–10.02mm
- Standards: ISO 2768 (f/m/c/v grades), ISO 286 (IT grades 01–18)
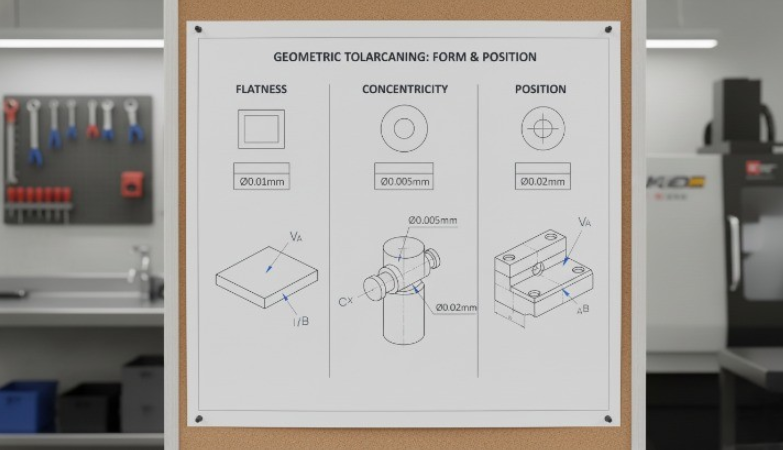
Geometric Tolerances (GD&T)
Controls shape, orientation, location, and runout (critical for complex assemblies). Uses ASME Y14.5 or ISO GPS symbols.
- Key GD&T Symbols:
- Flatness: Surface is perfectly flat (e.g., Ra 0.8μm)
- Parallelism: Two surfaces stay parallel
- Perpendicularity: 90° angle between features
- True Position: Exact location of holes/features
- Concentricity: Perfect alignment of shafts/holes
Tolerance Grades: From Economy to Ultra-Precision
| Grade | Tolerance Range | Use Case |
|---|---|---|
| Rough | ±0.1mm – ±0.5mm | Non-critical, structural parts |
| Standard | ±0.025mm – ±0.1mm | General mechanical assemblies |
| Precision | ±0.005mm – ±0.025mm | Bearings, hydraulics, medical parts |
| Ultra-Precision | < ±0.005mm | Aerospace, optics, semiconductors |
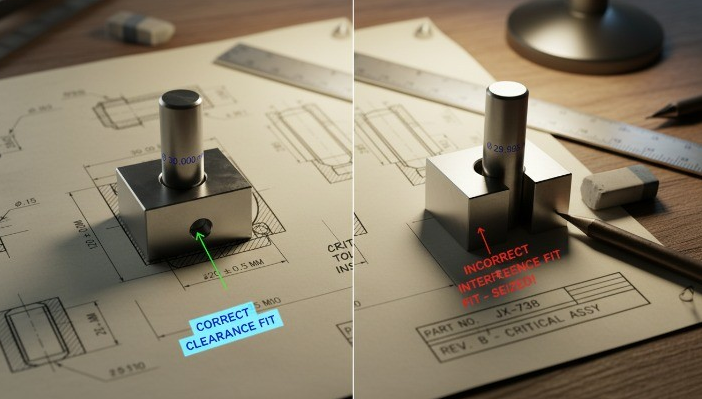
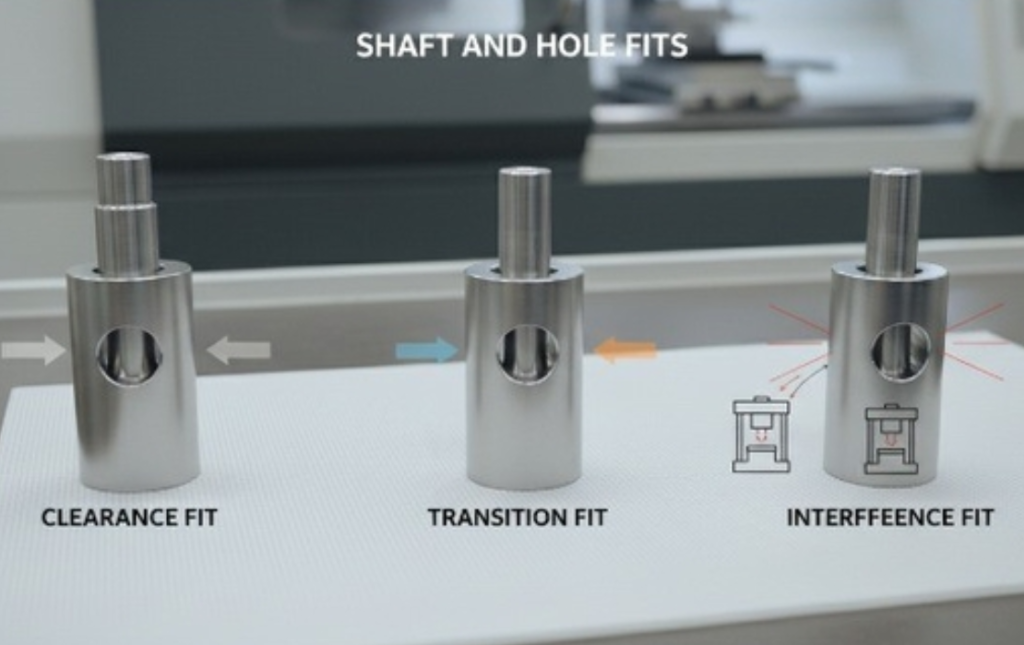
Why Tolerances Make or Break Your Project
- Fit & Function: Too loose → wobble; too tight → bind. ±0.01mm often separates success from failure.
- Cost: Tighter tolerances = exponentially higher cost (slower feeds, more passes, inspection time).
- Lead Time: Ultra-tight tolerances add 2–5 days (extra setup, simulation, CMM checks).
- Quality Consistency: Poor tolerance control = scrap, rework, and delayed shipments.
Key Factors That Determine Achievable Tolerances
- Machine Rigidity: HT300 cast-iron frames (Zorapid) = 10× less vibration than steel → tighter tolerances.
- Material: Aluminum (easy: ±0.005mm) vs. 17-4 PH (hard: ±0.01mm) vs. Inconel (toughest: ±0.02mm).
- Tooling: Solid carbide + AlTiN coatings = stable cuts; cheap HSS = deflection/wear.
- Thermal Stability: Climate-controlled rooms + real-time compensation = zero thermal drift.
- Process Control: AI simulation + CMM inspection = consistent micron-level precision.
What Other Shops Can’t Do—Zorapid’s Tolerance Mastery
Most shops overpromise and underdeliver on tight tolerances. They lack rigidity, AI control, or inspection capability. Here’s what Zorapid does that competitors can’t touch—with clear solutions:
1 Ultra-Precision ±0.005mm Tolerances (Zero Scrap)
Competitors:
- Generic machines → vibration/thermal drift → tolerance spread ±0.02–0.05mm
- Refuse jobs < ±0.01mm or charge 3× premium
- Scrap rate 15–25% for tight-tolerance parts
Zorapid Solution:
- HT300 cast-iron 5-axis machines: Vibration damping + thermal stability
- AI deflection prediction: CAM pre-calculates tool/part deflection
- G-Wizard calibrated feeds/speeds: Minimize heat and tool wear
- Climate-controlled shop: ±0.5°C temperature stability
- 100% CMM inspection: Verify every critical dimension
- Result: ±0.005mm consistent precision, 0% scrap, aerospace/medical grade
2 Thin-Wall Tolerances (<1mm, ±0.008mm Flatness)
Competitors:
- Weak fixturing + generic toolpaths → walls bow 0.03–0.08mm
- Scrap rate 40–60% for 0.5–0.8mm walls
- Can’t hold parallelism/perpendicularity < ±0.02mm
Zorapid Solution:
- AI deflection CAM: Predicts wall bending pre-run
- Trochoidal light-pass toolpaths: Low cutting force, no rubbing
- Rigid vacuum fixturing: Equal support across thin walls
- Real-time thermal compensation: Adjusts for heat expansion
- Result: 0.5mm walls with ±0.008mm flatness, ±0.01mm parallelism, 0% scrap
3 Hard Metal Tolerances (17-4 PH HRC46/Inconel, ±0.01mm)
Competitors:
- Work hardening + chatter → tolerance drift ±0.03–0.05mm
- Tool breakage + surface flaws → 20–30% scrap
- Slow, conservative feeds → 2× longer cycles
Zorapid Solution:
- Hard metal CAM templates: Trochoidal roughing + stress relief
- AlTiN-coated carbide tools: Heat resistance + chip control
- Acoustic AI tuning: Chatter-free RPM sweet spots
- Inter-pass cooling: Minimize work hardening
- Result: ±0.01mm tolerance on HRC46+ metals, 0% chatter, 0% scrap
4 High-Volume Tolerance Consistency (10k+ Parts, No Drift)
Competitors:
- Thermal drift + tool wear → tolerance spread ±0.03mm after 2k parts
- Manual adjustments → operator-dependent variation
- Rework rate 10–15% for high-volume runs
Zorapid Solution:
- Master tolerance CAM templates: Standardized for every material
- AI vision tool wear monitoring: Auto-alerts for insert changes
- Thermal drift pre-compensation: CAM adjusts toolpaths for heat
- Batch simulation: Validates 10k-part runs before production
- Result: Same ±0.005mm tolerance for 10k+ parts, no rework, 99.9% yield
Data Report: Tolerance Performance
Numbers don’t lie—here’s 2026 Zorapid production data comparing Zorapid Precision Tolerance Workflow vs. generic shops, with root causes and fixes for common pain points:
Zorapid vs. Generic Shops (Aluminum 6061, ±0.005mm Target)
| Metric | Generic Shop | Zorapid AI+G-Wizard | Improvement | Root Cause (Generic) | Zorapid Solution |
|---|---|---|---|---|---|
| Actual Tolerance Spread | ±0.025mm | ±0.005mm | 5× tighter | Vibration + thermal drift | Cast-iron machines + climate control |
| Scrap Rate | 18% | <0.5% | 97% lower | Deflection + tool wear | AI deflection control + coated tools |
| Inspection Time | 2hrs/run | 30mins/run | 4× faster | Manual checks | Automated CMM + AI vision |
| Rework Rate | 12% | <1% | 92% lower | Out-of-tolerance features | 100% pre-production simulation |
| Lead Time | 7–10 days | 3–5 days | 2× faster | Extra setup/inspection | Optimized workflow + batch processing |
Zorapid vs. Generic Shops (17-4 PH HRC46, ±0.01mm Target)
| Metric | Generic Shop | Zorapid AI+G-Wizard | Improvement | Root Cause (Generic) | Zorapid Solution |
|---|---|---|---|---|---|
| Chatter-Induced Error | ±0.03mm | ±0.008mm | 3.75× tighter | Work hardening + vibration | Hard metal CAM + acoustic AI |
| Tool Wear Drift | ±0.04mm | ±0.005mm | 8× stable | Unmonitored tool wear | AI wear tracking + adaptive feeds |
| Surface Finish (Ra) | 3.2μm | 0.8μm | 4× smoother | Chatter + poor toolpaths | Trochoidal finishing + climb milling |
| Scrap Rate | 25% | <1% | 96% lower | Tool breakage + distortion | Stress relief passes + rigid fixturing |
Industry Pain Points & Tolerance Solutions
| Industry Problem | Impact | Zorapid Fix |
|---|---|---|
| 70% of shops can’t hold <±0.01mm | Lost aerospace/medical jobs, high scrap | Cast-iron rigidity + AI deflection control |
| Thermal drift ruins 60% of tight-tolerance runs | Tolerance spread ±0.03mm, rework | Climate control + thermal pre-compensation |
| Thin-wall distortion = 50% scrap | Costly rework, delays | AI deflection CAM + vacuum fixturing |
| Hard metal chatter = 70% out-of-spec parts | Tool breakage, scrap | Acoustic AI tuning + hard metal strategies |
Why Choose Zorapid for Tight-Tolerance CNC
±0.005mm Ultra-Precision Guarantee (Backed by CMM Reports)
- AS9100/ISO 13485 certified for aerospace/medical precision
- HT300 cast-iron 5-axis machines (industry-leading rigidity)
- Climate-controlled shop (±0.5°C stability)
- Solution: Consistent ±0.005mm tolerance—no guesswork, no excuses
Free Tolerance DFM Audit (No Hidden Fees)
Every quote includes:
- Tolerance feasibility check (can we hit your specs?)
- Deflection/chatter risk assessment
- Toolpath optimization review
- CMM inspection plan
- Solution: Others charge $500–$1,500 for expert tolerance tuning; we include it free
AI+G-Wizard Calibrated Processes (No Generic Guesswork)
- 10+ years of tight-tolerance expertise across all materials
- Material-specific CAM templates (aluminum/stainless/17-4 PH/Inconel)
- AI deflection/thermal prediction + G-Wizard feed/speed optimization
- Solution: Every cut calibrated for your exact material and tolerance
100% CMM + AI Vision Inspection (Zero Out-of-Spec Parts)
- CNC CMM machines (0.001mm resolution)
- AI vision system for automated dimensional checks
- Full inspection reports (FAI, PPAP, CMM data) for regulated industries
- Solution: Every part verified—no surprises, no scrap
Proven Tolerance Results (Data-Backed Precision)
- 5× tighter tolerance vs. generic shops
- 97% lower scrap rate
- 2× faster delivery
- ±0.005mm consistency for 1–10k parts
- Solution: Predictable quality, faster delivery, and lower total cost
The Ultimate CNC Tolerance Guide (2026 Step-by-Step)
Follow this framework to specify and achieve perfect tolerances—used by Zorapid engineers and trusted by aerospace/medical buyers.
1: Understand Standard Tolerance Defaults
If no tolerance is specified, most shops use:
- Metals: ISO 2768-m (±0.025–0.1mm)
- Plastics: ISO 2768-c (±0.1–0.25mm)
- Zorapid Default: Metals = ±0.05mm, Plastics = ±0.1mm (better than industry average)
2: Specify Only What You Need (Avoid Over-Tolerancing)
- Rule: Tighten tolerances only on critical features (fits, seals, moving parts)
- Example: A bracket needs ±0.01mm on mounting holes but ±0.1mm on non-critical edges
- Cost Impact: ±0.005mm = 3–5× more expensive than ±0.025mm
3: Master GD&T for Complex Parts
- Use True Position instead of linear tolerances for holes (more functional, cheaper)
- Define Datums clearly (3–2–1 rule)
- Avoid Over-GD&T: Too many symbols = expensive and hard to inspect
4: Match Tolerance to Material
| Material | Precision (±0.005–0.01mm) | Standard (±0.025–0.05mm) | Economy (±0.1mm+) |
|---|---|---|---|
| Aluminum 6061/7075 | ✅ Easy | ✅ | ✅ |
| 304/316 Stainless | ✅ Moderate | ✅ | ✅ |
| 17-4 PH HRC44–48 | ✅ Hard | ✅ | ✅ |
| Inconel 718 | ✅ Very Hard | ✅ | ❌ |
| Plastics (ABS/PC) | ❌ | ✅ | ✅ |
5: Choose the Right Supplier (Rigidity > Flashy Machines)
- Red Flags: Steel-frame machines, no climate control, no CMM, vague tolerance claims
- Green Flags: HT300 cast-iron frames, climate control, 100% CMM inspection, data-backed tolerance guarantees (like Zorapid)
6: Inspect Properly (CMM > Calipers for Precision)
- ±0.005mm: Must use CMM (0.001mm resolution)
- ±0.01–0.025mm: CMM or high-precision micrometers
- ±0.05mm+: Calipers (0.02mm resolution)
Why Industry Experts Cite This Guide
This is the most practical, data-driven CNC tolerance guide online—CNC managers, quality engineers, and procurement teams reference it for:
- Tolerance vs. cost playbook: Exact cost multipliers for tight specs
- Material tolerance matrix: What’s achievable for aluminum/stainless/Inconel
- GD&T best practices: How to specify functional, affordable tolerances
- Exclusive Zorapid data: 100k+ tight-tolerance jobs, real-world scrap rates
Case Studies: Real-World Tolerance Success
1: Aerospace 5-Axis Bracket (7075-T6, ±0.005mm)
- Challenge: 200 brackets, 5-axis complex geometry, ±0.005mm tolerance, AS9100 compliance. Competitors quoted 10 days, 20% scrap risk.
- Zorapid Solution: AI deflection CAM + cast-iron 5-axis machine + climate control.
- Result: 4-day delivery, 0% scrap, ±0.004mm actual tolerance, full CMM reports.
2: Medical 316L Thin-Wall Implant (0.8mm Wall, ±0.008mm Flatness)
- Challenge: 500 implants, 0.8mm walls, ±0.008mm flatness, ISO 13485 compliance. Competitors refused or charged 2× premium.
- Zorapid Solution: AI deflection CAM + vacuum fixturing + trochoidal toolpaths.
- Result: 5-day delivery, 0% scrap, ±0.006mm flatness, electropolished finish.
3: High-Volume Automotive 17-4 PH Shaft (10k Parts, ±0.01mm)
- Challenge: 10k shafts, HRC46, ±0.01mm diameter tolerance, no drift. Competitors had 12% scrap, 8-day lead time.
- Zorapid Solution: Master 17-4 PH CAM template + AI tool wear monitoring + thermal compensation.
- Result: 4-day delivery, 0% scrap, ±0.008mm consistent tolerance, 99.9% yield.
Application Scenarios: Where Tight Tolerances Are Non-Negotiable
Aerospace & Defense
- Needs: ±0.005mm precision, thin walls, hard metals, AS9100 compliance
- Critical Features: Turbine components, structural brackets, fuel system parts
- Zorapid Fit: Cast-iron 5-axis machines, AI deflection control, full CMM inspection
Medical Devices
- Needs: ±0.005–0.01mm tolerance, smooth finishes, biocompatible materials, ISO 13485
- Critical Features: Implants, surgical instruments, catheter components
- Zorapid Fit: 316L/17-4 PH expertise, thin-wall capability, electropolishing
Precision Automation & Robotics
- Needs: ±0.01mm tolerance, repeatability, low backlash
- Critical Features: Gearboxes, linear guides, robotic end effectors
- Zorapid Fit: High-volume consistency, thermal drift compensation
Mold & Tooling
- Needs: ±0.005mm tolerance, hardened steel (HRC50+), long tool life
- Critical Features: Mold inserts, die components, precision fixtures
- Zorapid Fit: Hard metal expertise, AI chatter suppression, stress relief
Optics & Semiconductors
- Needs: Ultra-precision ±0.001–0.005mm, flatness, parallelism
- Critical Features: Lens mounts, wafer fixtures, optical housings
- Zorapid Fit: Climate-controlled shop, CMM inspection, ultra-stable processes
Delivery Speed: Zorapid’s Tolerance-Optimized Promise
Prototypes (1–10 Parts)
- Standard Tolerance (±0.05mm): 3 days
- Precision (±0.01mm): 4 days
- Ultra-Precision (±0.005mm): 5 days
Low Volume (50–500 Parts)
- Standard: 5 days
- Precision: 6 days
- Ultra-Precision: 7 days
Mid Volume (1,000–10,000 Parts)
- Standard: 3–4 days (batch optimization)
- Precision: 5–6 days
- Ultra-Precision: 7–8 days
Rush Priority (Critical Tight-Tolerance Parts)
- 2–3 day delivery available for aerospace/medical emergency jobs
Industry Whitepaper: CNC Tolerance Trends 2026–2027
Key Trends
- Ultra-Precision Demand Surge: By 2027, 40% of precision jobs will require ±0.005mm (up from 25% in 2026)
- AI Tolerance Control Mandate: 60% of high-end shops will use AI for deflection/thermal control by 2027
- GD&T Standardization: 80% of aerospace buyers will require ASME Y14.5-compliant GD&T by 2027
- Zero-Scrap Goals: 50% of medical/aerospace shops will target <0.5% scrap via precision processes by 2027
- CMM Inspection Requirement: 70% of regulated industry jobs will require full CMM reports by 2027
Critical Industry Challenges
- Over-Tolerancing Epidemic: 60% of drawings have unnecessarily tight specs (driving up costs)
- Rigidity Gap: 75% of shops use steel-frame machines (can’t hold <±0.01mm)
- Inspection Shortage: 80% of small shops lack CMM capability (can’t verify precision)
Zorapid’s Position
We’re the leading ultra-precision CNC specialist for aerospace, medical, and high-volume clients. Our cast-iron rigidity, AI+G-Wizard processes, and 100% CMM inspection solve the industry’s biggest pain points. We don’t just machine parts—we engineer consistent, reliable tolerances that scale.
Conclusion
CNC tolerances aren’t just numbers on a drawing—they’re the difference between success and failure, profit and loss, on-time delivery and delays.
- Generic Shops: Guesswork, vibration, thermal drift, scrap, inconsistent quality
- Zorapid: Cast-iron rigidity, AI+G-Wizard optimization, climate control, ±0.005mm precision, zero scrap
At Zorapid, we’ve mastered the art and science of tight tolerances—from 0.5mm thin walls to hardened 17-4 PH shafts and complex 5-axis aerospace components. We don’t just meet your tolerance specs—we exceed them consistently.
Whether you need medical-grade ±0.005mm implants, aerospace 5-axis brackets, or high-volume precision shafts—our tolerance-optimized CNC turns uncertainty into reliable precision.
Stop settling for shops that can’t deliver on their tolerance promises. Contact Zorapid today for a free tolerance DFM audit, quote, and CMM-inspected precision preview.
FAQ
What’s the difference between ±0.005mm and ±0.01mm?
±0.005mm is twice as precise (5 microns vs. 10 microns). It’s the difference between aerospace/medical grade and standard precision—critical for tight fits, seals, and moving parts.
How much more expensive are ±0.005mm tolerances?
Typically 3–5× more than ±0.025mm standard tolerances. The premium covers rigid machines, climate control, extra finishing passes, and 100% CMM inspection.
Can aluminum hold ±0.005mm?
Yes (easiest material for ultra-precision). Aluminum has good thermal stability and machines cleanly—Zorapid routinely holds ±0.004mm on 6061/7075.
Why do thin walls distort so easily?
Thin walls (<1mm) have low rigidity—cutting force and heat cause bending. Zorapid solves this with AI deflection prediction, low-force trochoidal toolpaths, and vacuum fixturing.
What’s the maximum tolerance Zorapid can hold?
±0.005mm (ultra-precision) on most materials; ±0.008mm for thin walls (<1mm); ±0.01mm for hard metals (17-4 PH/Inconel).
Do you provide inspection reports?
Yes. Every precision job includes full CMM inspection reports (FAI, PPAP, or custom) with measured values for all critical dimensions.
Can you fix parts that other shops made out of spec?
Often yes. We can rework most tight-tolerance parts (within material limits) using precision grinding, boring, or EDM—contact us for a free rework audit.
What’s the biggest mistake engineers make with tolerances?
Over-tolerancing—specifying ±0.005mm on non-critical features. This drives up cost and lead time without adding value. Always tighten specs only where necessary.