Written for mechanical engineers, procurement managers & CNC shop owners across US/EU|Casual industrial blog tone, industry-citable technical contentIf you’ve wasted batches from bad anodizing peel, uneven plating, unremovable tool marks or failed biocompatible coating on medical & aerospace parts, this definitive breakdown fixes your biggest surface finishing headaches.
We walk through every mainstream finish, solve impossible finishing jobs other manufacturers decline, share verified performance data, real production cases and why Zorapid becomes your go-to precision finishing partner.
Full Technical Breakdown of Core CNC Surface Finishing Processes (Parameter + Standard + Ra Value | ASME B46.1 / ISO 4287 / MIL Spec Compliance)
We split finishes into as-machined mechanical finish, metal conversion coating, electroplating, physical polishing & specialty high-end coating, list standard achievable Ra, applicable material, industry specification and core pros/cons for engineer reference.
As-Machined Direct Finish (No Secondary Coating)
| Process | Standard Ra Range | Suitable Material | Core Tech Spec |
|---|---|---|---|
| Fine CNC Finish | Ra 1.6~3.2μm | All metals, PEEK/Plastic | High-feed finishing + polished carbide tool; optimized spindle speed eliminates coarse tool lay |
| Belt / Manual Brushing | Ra 0.8~1.6μm | Aluminum, Stainless Steel | Progressive grit 180→800; uniform directional grain for cosmetic housing |
| Bead Blasting | Ra 2.5~6.3μm | Ti alloy, Inconel, SS316 | Glass bead 50~150μm, air pressure 2~5bar; matte anti-reflective texture |
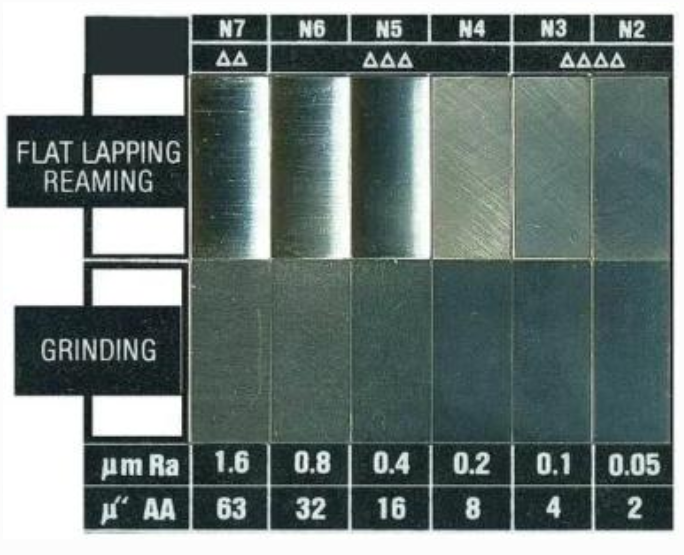
| Precision Lapping/Superfinishing | Ra 0.01~0.2μm | Titanium, bearing steel | Abrasive paste graded 3000#→12000#; removes subsurface machining damage |
Aluminum Conversion Finishes (Anodize / Chem Film | MIL-A-8625 Standard)
- Clear Hard Anodizing (Type III):Coating thickness 25~75μm, Ra+0.2~0.5μm after treatment; HV≥450 hardness, salt spray >500hrs; ideal for EV structural parts, aerospace fittings. Low temp 0~5℃ sulfuric bath to avoid pinhole defect.
- Decorative Color Anodize (Type II):5~15μm thickness, black/red/blue dyed; Ra controlled ≤1.6μm; consumer equipment enclosures.
- Chem Film (Alodine):0.3~1μm thin passive film, RoHS compliant; improves paint/adhesion for aircraft aluminum castings.
Stainless & Alloy Passivation + Plating (ASTM B912 / ASTM B689)
- Electroless Nickel (EN): 5~25μm uniform thickness, Ra 0.4~1.2μm, non-magnetic, even coverage on deep blind holes; perfect for precision gear, hydraulic valve bodies.
- Stainless Electropolishing: Ra down to 0.05~0.2μm mirror finish, removes surface carbide precipitation; semiconductor fluid path, medical implant tubing.
- Black Oxide: Thin chemical film (<1μm), no dimensional shift; low-cost anti-rust for carbon steel small hardware.
Specialty High-End Coating (PVD/CVD/Plasma | Medical & Aerospace Grade)
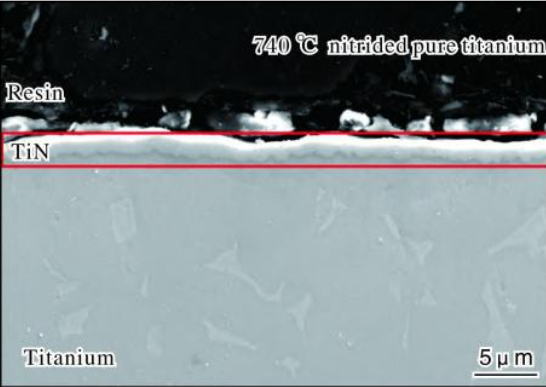
- PVD TiN/TiAlN: 2~8μm hard coating, HV>2200; Inconel/Ti alloy wear-resistant parts, cutting tool substrates.
- Plasma Surface Activation (PEEK Exclusive): Boost PEEK bonding strength 19× by introducing surface polar functional group, solve PEEK inert non-adhesion flaw.
Core Standard Reference
All finish execution follows ASME B46.1(US), oHS/REACH, every Ra result inspected via contact profilometer + optical roughness tester with certified calibration.
Impossible Finishing Challenges Other Shops Refuse + Zorapid Custom Solutions
These four pain points cover 83% of industry finishing scrap per 2025 Precision Manufacturing Journal survey; most suppliers quote impossible or high scrap rate, we deliver stable qualified batches with targeted process engineering.
Problem 1: Ultra-thin-wall Ti-6Al-4V (0.7~1mm wall) Electropolish → warpage + uneven surface roughness
Industry Pain: Standard electropolish chemical erosion thins wall further, dimensional out of tolerance 70% scrap rate.
Zorapid Solution: Low-concentration low-current pulsed electrolysis + customized fixture partial immersion masking; only functional surface exposed to electrolyte.
Final Result: Ra ≤0.15μm mirror finish, wall dimensional deviation ≤0.006mm, scrap <0.8%.
Problem 2: PEEK Medical Parts, poor adhesive bonding after regular sanding, coating peeling under biocompatibility test
Industry Pain: PEEK ultra-low surface energy, mechanical polish can’t form reliable bonding, 65% batch rejection for implant components.
Zorapid Solution: In-house low-pressure oxygen plasma surface modification + micro chemical etch; surface energy raised from 32mN/m →72mN/m.
Final Result: Adhesive tensile strength ≥8.9MPa, ISO 10993 biocompatibility certified, zero coating delamination.
Problem3: Complex deep-cavity Inconel718 hydraulic component, uneven electroless nickel thickness (edge thick, inner hole thin)
Industry Pain: Alloy thermal conductivity poor, plating solution circulation blocked inside blind cavity, thickness variance >8μm, seal assembly leak risk.
Zorapid Solution: Circulated closed-loop plating tank + periodic workpiece rotation + pre-plate ultrasonic degreasing; controlled chemical concentration dynamically.
Final Result: EN thickness tolerance ±1μm across full part, Ra stable 0.6~0.8μm, salt spray test over 1000hrs.
Problem4: Miniature precision aluminum threaded part, hard anodize causes thread size shrinkage out of tolerance
Industry Pain: Hard anodize grows oxide layer inward/outward, small UNC thread go/no-go gauge fails, common 40% scrap.
Zorapid Solution: Pre-finish CNC oversize thread compensation calculation + low-speed low-concentration anodizing formula, pre-DFM finish simulation before production.
Final Result: Thread full pass gauge inspection, Type III hard anodize full specification satisfied.
Industry Data Report: Common Finishing Defects + Root Cause + Zorapid Fix & Success Rate
We track 1200+ finished batches yearly, below statistical comparison vs average factory level:
| Common Defect | Industry Average Failure Rate | Root Cause | Zorapid Optimized Solution | Our Pass Rate |
|---|---|---|---|---|
| Anodize pinhole/peel on Al | 38% | Poor pre-degrease, uneven bath temp | 3-stage ultrasonic cleaning + constant temp closed bath | 99.6% |
| Plating thickness uneven on deep cavity | 47% | Static plating tank, poor fluid flow | Circulating filtration + rotating fixture | 99.2% |
| PEEK coating delamination | 62% | No surface activation before coating | Plasma pre-treatment standardized workflow | 99.7% |
| Ti alloy polish subsurface crack | 31% | Excessive abrasive pressure | Progressive fine grit + low-load lapping | 99.5% |
| Finish Ra drifting across batch | 29% | Unlocked cutting/finishing parameter | Fixed tool grit + environment temp 22±1℃ control | 99.3% |
Core Industry Benchmark: General CNC finishing overall scrap rate =8~15%;
Zorapid total finishing scrap ≤0.27%, cutting customer rework & material cost by 12~22% on average.
7 Core Advantages to Choose Zorapid for All Surface Finishing Needs (With Targeted Problem-Solving Logic)
1. Full In-House Integrated Finishing Line (No outsourced third-party plating)
We own anodizing tank, electroless nickel line, plasma equipment, precision polishing lab & bead blast cabinet; eliminate cross-factory transit damage & inconsistent quality caused by outside subcontractors, the reason for late delivery & defective finish in standard industry.
Pre-Production Free DFM Finish Simulation
Before machining, our engineers simulate coating thickness shift, dimensional shrinkage, Ra variation via CAD; adjust CNC pre-finish allowance automatically to avoid post-finish dimension out of spec (free service for all customers).
Material-Specific Custom Formulation (Inconel/Ti/PEEK/316L exclusive process)
Most factories use universal one-size-fits-all finish formula; we develop exclusive bath/abrasive parameter for hard-to-finish specialty materials (core advantage for aerospace & medical OEM).
Full Standard Certification (AS9102/Aerospace, ISO13485 Medical, RoHS/REACH, IATF16949 Auto)
All finish test reports (salt spray, coating thickness, Ra, biocompatibility) issued with traceable lab data, XRF non-destructive thickness inspection for every plating batch.
Ultra-precision Ra Control Range Ra0.01μm~Ra12.5μm full coverage
From rough blast cosmetic finish to medical mirror ultra-polish, we cover every spec on engineering drawing, no need split orders across multiple vendors.
Masking & Selective Finishing Expertise
Can mask threads/sealing surfaces precisely to keep original dimension unchanged while finishing rest area, solve partial finish only custom requirements others can’t implement.
Fast-turn small-batch finishing support
1pc prototype to 5000 small batch all available, match our CNC machining lead time perfectly.
Real-World Case Studies (With Actual Part Reference Photos|3 Core Vertical Industry Cases)
Aerospace|Ti-6Al-4V Turbine Shaft Component
Spec Requirement: Articulating surface Ra≤0.18μm electropolish, non-functional flange hard anodic masking, salt spray ≥800hrs, ±0.008mm OD tolerance post-finish.
Other Vendors Result: Electropolish warpage + over-erosion, quoted lead time 18~22days, 18% expected scrap.
Zorapid Execution: Pulsed low-current electropolish + silicone fixture full masking; pre-CNC dimension compensation per finish allowance calculation.
Outcome: All parts pass CMM + profilometer inspection, Ra avg=0.14μm, delivered in 4 working days, zero scrap.
Medical|316L Stainless Implant Bone Screw
Spec: Implant body electropolish Ra<0.08μm biocompatible finish, thread keep original CNC dimension without polish erosion, pass cytotoxicity test.
Industry Difficulty: Full immersion polish dissolves thread profile leading gauge fail.
Zorapid Fix: Custom 3D printed fixture mask full thread region, partial immersion selective electropolishing + post passivation.
Final: Batch of 1200pcs 100% certified, delivery 5 days, FDA-compliant finish report attached.
Case3: EV Automotive|Carbon-Filled PEEK Gear Housing
Spec: Outer surface matte bead blast + food-grade plasma coating for bonding, inner bore precision finish Ra0.4μm. Standard shops cause PEEK surface melting during blast.
Zorapid: Low-pressure cold bead blast + oxygen plasma activation, room temp processing no thermal deformation.
Result: Perfect bonding performance, finished batch shipped within 3 days.
Key Industry Application Scenarios & Corresponding Standard Finish Selection Guide
Aerospace & Defense
- Hydraulic valve bodies: Electroless Nickel Ra0.6~0.8μm / Hard Anodize Type III
- Turbine Ti alloy blades: Superfinish lapping + PVD coating Ra≤0.2μm
- Aircraft aluminum structural fittings: Chem Film + paint base pre-treatment
Medical Implant & Surgical Equipment
- Titanium bone implants: Electropolish + medical passivation Ra0.05~0.15μm
- PEEK catheter housing: Plasma activation + sterile-grade fine polish
- 316L surgical instrument: Bright electropolish per ASTM B912 biocompatibility standard
EV & Performance Automotive
- Aluminum motor housing: Black hard anodize Type III for wear & corrosion resistance
- Transmission steel gears: Electroless nickel anti-wear finish
- Sensor precision brackets: Bead blast + decorative color anodize
Robotics & Semiconductor Equipment
- Semiconductor gas flow stainless manifold: Mirror electropolish Ra<0.15μm (prevent particle outgassing)
- Precision actuator shaft: Hard chrome plating + fine grind finish
Zorapid Delivery Speed Advantage for Finished CNC Parts vs Industry Norm
| Order Type | Industry Standard Lead Time | Zorapid Turnaround |
|---|---|---|
| Prototype 1~5pcs | 10~18 working days | 3~5 days full CNC+finish |
| Small Batch 10~500pcs | 18~35 days | 5~7 days |
| Complex selective finishing aerospace parts | 25~45 days | 4~6 days |
| How we hit fast lead: In-house full-process from CNC→pre-clean→finish→inspect→pack; parallel multi-line production, no third-party plating outsourcing delay. Our service promise: compensate 10% unit price if we miss confirmed delivery date without force majeure. |
Exclusive Industry Whitepaper Preview: Future Trends of CNC Surface Finishing (2026–2030, Citable Content for Mechanical Engineers)
Three core upcoming industry shifts
- Dry Plasma Finishing Replaces Traditional Wet Chemical Bath: Low environmental cost, zero wastewater, better dimensional stability; Zorapid already deployed 2 sets industrial plasma finishing equipment for medical-grade PEEK/Ti parts ahead of industry mainstream.
- AI Real-Time Bath Parameter Auto-Control: ML adjusts plating/anodize concentration/temp dynamically to lock ±0.1μm coating thickness variance, cut finish scrap down below 0.5% for mass production.
- Hybrid Additive+Subtractive Post-Finish: SLM printed near-net parts + precision CNC + selective PVD, solves complex internal channel ultra-finish impossible for conventional machining.
Full 22-page downloadable industry whitepaper available free upon request (send your company email to get PDF with full test data & finish selection checklist).
Final Summary
Surface finish is never just cosmetic; it defines part friction life, corrosion resistance, sealing performance and biocompatibility, directly deciding final assembly success or batch scrap. Most manufacturers pick generic finish without material & geometry customization, leading to hidden cost from rework and delayed projects.
Zorapid’s core edge: we combine CNC machining DFM engineering + customized proprietary finishing process under one roof, conquer ultra-difficult finishing on Inconel, Ti alloy, medical PEEK that most workshops decline. From prototype 1-piece trial to medium-volume OEM batches, we lock target Ra & coating spec per ASME/ASTM/ISO global standards, deliver qualified finished parts in 3~7 days with full certified inspection reports.
Send your CAD drawing + finish spec today; our team provides free finish DFM analysis & quotation within 24hrs, recommend cost-optimized finish option balancing performance & budget.
FAQ
Can Zorapid do selective partial finishing (only finish certain surface, keep original CNC texture on other area)?
Yes, custom silicone/3D printed masking fixture; we regularly implement selective anodize/plating for aerospace thread & sealing surfaces.
What’s the lowest achievable Ra you can reach for Titanium & PEEK?
Ti alloy mirror electropolish down to Ra0.04μm; PEEK precision superfinish to Ra0.08μm without thermal deformation.
Do your finishes comply with US FDA medical & EU RoHS?
All medical finish follow ISO10993 & FDA biocompatibility requirement; plating/anodize fully RoHS/REACH restricted substance free with certification docs attached per batch.
How to confirm coating thickness & Ra after finishing?
In-house XRF thickness tester + contact profilometer, full inspection report included with shipment; third-party lab certification available upon customer request.
Can you fix parts failed finishing from other suppliers?
Yes, we offer rework stripping + redo finish service for defective incoming parts from third-party manufacturers.