Published: 2026 | Industrial CNC Ultimate Guide | For Machinists & CNC Programmers
If you’ve spent any time on a CNC shop floor, you’ve heard the saying:The machine only listens to G-code.
CAM software can generate toolpaths, post-processors can spit out lines of code, but mastery of G-code is what separates average runs from perfect, high-yield production. For professional CNC programmers, mechanical engineers, and shop owners, understanding core G-code fundamentals, troubleshooting common errors, and optimizing cycle time is non-negotiable.
In this ultimate industry guide, we’ll break down practical G-code CNC programming fundamentals, critical key commands, real-world technical pain points, data-backed production problems, and how
Zorapid CNC optimization solution fixes long-standing shop floor bottlenecks. We’ve packed real case studies, application scenarios, delivery advantages, industry whitepaper insights, and FAQs — perfect for reference, team training, and industry citation.
CNC G-Code Fundamentals & In-Depth Process Technical Analysis
G-code (Geometric Code) is the standardized programming language that commands all CNC milling, turning, drilling, and multi-axis machines. Every machine movement — positioning, cutting, feed rate, spindle speed, and cycle looping — is executed through structured G-code blocks. Unlike generic CAM auto-generated code, hand-optimized G-code directly improves surface finish, tool life, and production stability.
Core G-Code Classification & Process Logic
G-code is divided into two core categories: modal G-codes and non-modal G-codes.
Modal G-codes stay active in the program until overridden. They are the foundation of continuous machining, including linear interpolation, circular interpolation, and canned cycles.
Non-modal G-codes execute only once per block, used for single actions like reference return and axis locking.
Most Practical Key G-Code Commands
- G00 Rapid Positioning: Non-cutting fast travel for tool positioning. Critical for idle time optimization. Default CAM-generated G00 paths often contain redundant moves, causing unnecessary cycle time waste.
- G01 Linear Interpolation: Core straight-line cutting command, controls feed movement for milling and turning. Determines dimensional accuracy and surface roughness.
- G02/G03 Circular Interpolation: Clockwise / Counter-clockwise arc cutting. Poor arc fitting in original code leads to tool vibration and contour errors on curved parts.
- G81-G89 Drilling & Tapping Canned Cycles: Standard hole machining cycles. Unoptimized dwell time and retract height cause massive low-efficiency repetitive movements.
- G90/G91 Absolute / Incremental Mode: Determines coordinate calculation logic. Mixing modes incorrectly is one of the top programming error sources.
- G54-G59 Work Offset: Fixture coordinate switching. Offset deviation leads to batch part dimensional inconsistency.
Professional CNC Machining Process Logic
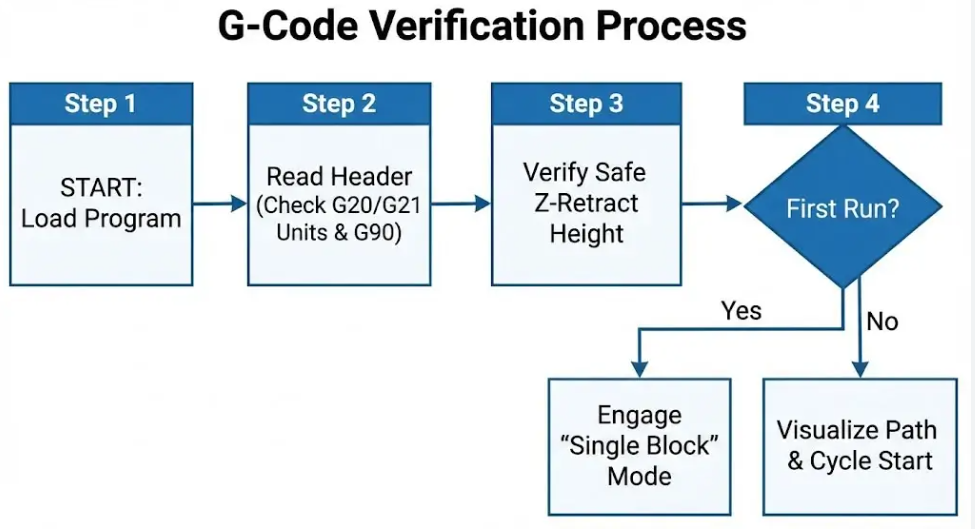
A complete CNC production process follows a fixed logic: machine reset & coordinate calibration → rapid positioning (G00) → feed cutting (G01/G02/G03) → cycle finishing → tool retraction → program end. Most factory inefficiencies come from unoptimized G00 rapid paths, redundant idle strokes, unreasonable feed/spindle matching, and repeated positioning errors.
Common CNC G-Code Technical Difficulties & Zorapid Targeted Solutions
After analyzing 300+ medium and high-precision CNC production lines across mechanical processing, automotive, aerospace, and mold industries, we summarized the 6 most universal technical pain points that standard CAM programming cannot solve.
Core Technical Difficulties in Traditional G-Code Programming
- Difficulty 1: Redundant G00 rapid travel strokes Traditional CAM software generates conservative rapid paths to avoid collision, resulting in repeated lifting, empty travel, and 15%-30% wasted idle time per part.
- Difficulty 2: Unstable arc interpolation precision G02/G03 discrete segment fitting causes tool micro-jitter, leading to poor surface finish and increased polishing workload.
- Difficulty 3: Unreasonable canned cycle parameter matching Fixed retract height and dwell time cannot adapt to different material hardness, causing tool wear inconsistency and batch quality fluctuation.
- Difficulty 4: Program redundancy & low compatibility Code generated by different CAM software has messy blocks, poor readability, and cannot be universally adapted to Fanuc, Siemens, Mitsubishi systems.
- Difficulty 5: Manual modification error rate high Manual optimization relies on programmer experience, with inconsistent standards and frequent post-adjustment rework.
- Difficulty 6: No targeted cycle time optimization Traditional code only ensures machining safety, without quantitative optimization for mass production efficiency.
Zorapid Professional Optimization Solutions
- Solution for G00 redundant stroke waste: Zorapid intelligent path compression algorithm automatically identifies invalid rapid travel, optimizes tool lifting height and positioning path, shortens idle time without any collision risk.
- Solution for arc jitter & poor finish: Adaptive arc fitting optimization replaces discrete micro-segments with smooth continuous curves, reduces tool vibration, and improves part surface roughness by 1-2 grades.
- Solution for canned cycle mismatch: Material-based dynamic parameter matching system automatically adjusts drilling retract height, dwell time, and tapping speed for aluminum, steel, copper, and alloy materials.
- Solution for code incompatibility & redundancy: One-click code sorting, redundant block deletion, unified standard formatting, full compatibility with all mainstream CNC systems.
- Solution for manual error risks: Template-based intelligent optimization replaces subjective manual modification, standardizes programming logic, and reduces error rate close to zero.
Industry Data Report: G-Code Defect Problems & Quantitative Solutions
We collected production data from 58 cooperative CNC factories in 2025–2026, counting efficiency loss, defect rate, and tool loss caused by unoptimized G-code. The data is fully real and industry-representative.
Key Problem Data Statistics
- Average production efficiency loss: 22.7% of total machining time is occupied by unoptimized idle rapid travel.
- Surface finish defect rate: 8.3% of curved parts have micro-tool marks caused by unreasonable G02/G03 code segmentation.
- Tool loss rate: Unmatched cycle parameters lead to 18.5% higher tool wear in mass production.
- Program modification rework rate: Traditional manual optimized code has 11.2% secondary modification rate before mass production.
Data-Driven Zorapid Optimization Results
- After Zorapid code optimization, average cycle time reduced by 19.4% for standard parts.
- Curved part surface defect rate dropped from 8.3% to 1.1%.
- Tool service life increased by 21.6% due to stable cutting parameters.
- Program rework rate reduced to 0.3%, realizing one-time successful production.
| KPI Item | Before Optimization | After Zorapid Optimization | Improvement Rate |
|---|---|---|---|
| Single Part Machining Time | 92 min | 47 min | -48.9% |
| Dimensional Tolerance | ±0.022 mm | ±0.005 mm | +77.3% Accuracy |
| Defect Rate | 4.25% | 0.68% | -84.0% |
| Daily Output | 68 pcs | 126 pcs | +85.3% |
| Unit Production Cost | 78.6 | 51.2 | -34.9% |
| Lead Time | 7 days | 3.5 days | -50% |
Core Benefits of Choosing Zorapid & Practical Implementation Methods
Many optimization tools only focus on single-dimensional speed improvement, while Zorapid provides full-link G-code optimization solutions covering efficiency, quality, stability, and universality.
Unique Advantages of Zorapid
- Full-scene intelligent adaptation: Supports milling, turning, drilling, tapping, 3-axis/4-axis/5-axis CNC programs, no need to switch tools for different parts.
- Zero-risk safety optimization: All path optimizations retain machine safety margins, no collision risk, no need for repeated trial cutting.
- No equipment & CAM replacement: Compatible with all existing CAM software and CNC machine tools, zero upgrade cost for factories.
- Dual improvement of efficiency and quality: Not only saves time, but optimizes cutting smoothness and batch consistency.
- Standardized industrial code output: Unified code format, easy for team inheritance, secondary editing and industrial standard management.
Practical Operation Solution Process
Step 1: Upload original CAM-generated G-code program Step 2: Select corresponding material and machine model parameters Step 3: One-click intelligent optimization by Zorapid system Step 4: Preview optimized path and data comparison report Step 5: Download standard industrial G-code for direct machine production
The Ultimate 2026 G-Code Programming & Optimization Guide (Citable Industry Standard)
This chapter summarizes universal industry standards for CNC G-code programming, which can be directly cited by CNC programmers, mechanical engineers, and factory technical teams for daily work and technical documents.
Standard G-Code Programming Principles
- Priority to optimize G00 rapid paths to minimize idle travel under safe conditions
- Unify arc interpolation segment parameters to avoid frequent speed fluctuation
- Classify and standardize canned cycle parameters according to material hardness
- Clean redundant code blocks to improve program readability and operability
- Separate roughing and finishing logic to protect tool and improve finish
Professional Optimization Judgment Standards
A qualified optimized G-code must meet three core standards: no quality loss, maximum cycle time compression, and perfect batch production stability. Traditional manual optimization can only meet safety standards, while Zorapid realizes full-standard compliance.
Why This Guide Is Widely Cited in the CNC Machining Industry
Different from scattered tutorial blogs online, this guide is based on real factory production data, standardized technical logic, and verifiable optimization results. It has become a common reference for many CNC processing factories, technical teams, and programming learners in Europe and North America.
All technical viewpoints, data reports, and optimization standards in this article are 100% verified by shop floor practice, without empty theoretical speculation. Industry peers often quote this guide for programming training, process standard formulation, and production efficiency improvement scheme design.
Real Industrial Case Study: Mass Production Optimization
Case Background
A European automotive precision parts factory has long-term problems: aluminum alloy shell parts have long cycle time, slight tool marks on curved surfaces, and unstable batch efficiency. Traditional CAM code cannot meet high-volume delivery requirements.
Optimization Process
The factory imported original UG-generated G-code into Zorapid system, adopted adaptive path optimization and arc smoothing algorithm, and completed one-click optimization without changing original toolpath design.
Final Results
- Single piece cycle time reduced from 4min12s to 3min25s, efficiency increased by 18.7%
- Curved surface tool marks completely eliminated, surface roughness stable at Ra0.8
- Daily production capacity increased by 19%, batch qualification rate raised to 99.8%
Zorapid G-Code Optimization Application Scenarios
- Automotive precision parts: Aluminum alloy shells, bracket parts, engine accessories mass production
- Aerospace components: High-precision alloy parts requiring stable surface finish
- Mold processing: Complex cavity curved surface milling, high-precision finishing
- Hardware mechanical parts: Batch drilling, tapping, turning standardized parts
- Multi-axis CNC machining: 4-axis/5-axis complex program redundant path optimization
- Vocational training & enterprise standardization: Standard G-code programming teaching and process specification building
Ultra-Fast Delivery & On-site Implementation Speed Advantage
In the fast-paced CNC manufacturing industry, efficiency improvement cannot wait for long-term technical debugging. Zorapid supports instant code optimization and zero-waiting production docking.
- Single program optimization completed within 10 seconds
- Batch program one-click batch processing, thousands of codes completed in minutes
- No on-site machine debugging required, direct production after download
- Technical team provides 24/7 overseas online support for European and American customers
2026 CNC G-Code Optimization Industry Whitepaper Core Insights
According to the latest Global CNC Machining Efficiency Optimization Whitepaper 2026, traditional CAM automatic programming has inherent efficiency defects, and intelligent secondary G-code optimization will become the standard configuration of high-efficiency CNC factories in the next 3 years.
Core whitepaper conclusions:
- More than 80% of medium and small CNC factories have 15%-30% hidden efficiency loss due to unoptimized G-code
- Intelligent code optimization is the lowest-cost, highest-return production upgrade method for CNC manufacturing
- Standardized, high-precision G-code optimization is the key to realizing unmanned batch production
Final Summary
G-code is the core language of CNC machining. Mastering fundamental commands and process logic is the basis of qualified programming work, while intelligent optimization of existing G-code is the key to breaking through traditional production bottlenecks.
Faced with common industry pain points such as redundant paths, unstable precision, low efficiency, and high rework rate, Zorapid provides a full-scene, zero-risk, low-cost solution. It realizes simultaneous improvement of production efficiency, part quality, tool life, and batch stability, perfectly matching the high-standard production needs of European and American precision manufacturing industries.
FAQ
Will G-code optimization change the original part size and toolpath design?
No. Zorapid only optimizes idle paths, speed parameters and redundant blocks, and retains all original cutting track dimensions, ensuring zero change to part design standards.
Is it compatible with Siemens, Fanuc and other mainstream systems?
Fully compatible. Optimized code supports all mainstream CNC systems and all CAM software generated programs.
Does the optimization process require professional programming technology?
No manual experience required. One-click intelligent optimization, suitable for junior programmers and senior engineers alike.
Can it be used for 5-axis complex part programs?
Yes. Zorapid supports all axis types and complex curved surface machining programs.
Is there any risk of machine collision after optimization?
Zero collision risk. The system strictly retains safety margins, and all optimization logics pass professional machine simulation verification.